, Изобретение относится к неразрушающему контролю, а именно к способам ультразвукового эхо-контроля сплошности соединения материалов и может быть использовано для определения качества конструкций и изделий в машиностроении, судостроении, авиационной промышленности и стройиндустрии.
Цель изобретения - повышение точности определения величины дефекта при контроле соединения со стороны материала с меньшим волновым сопротивлением.
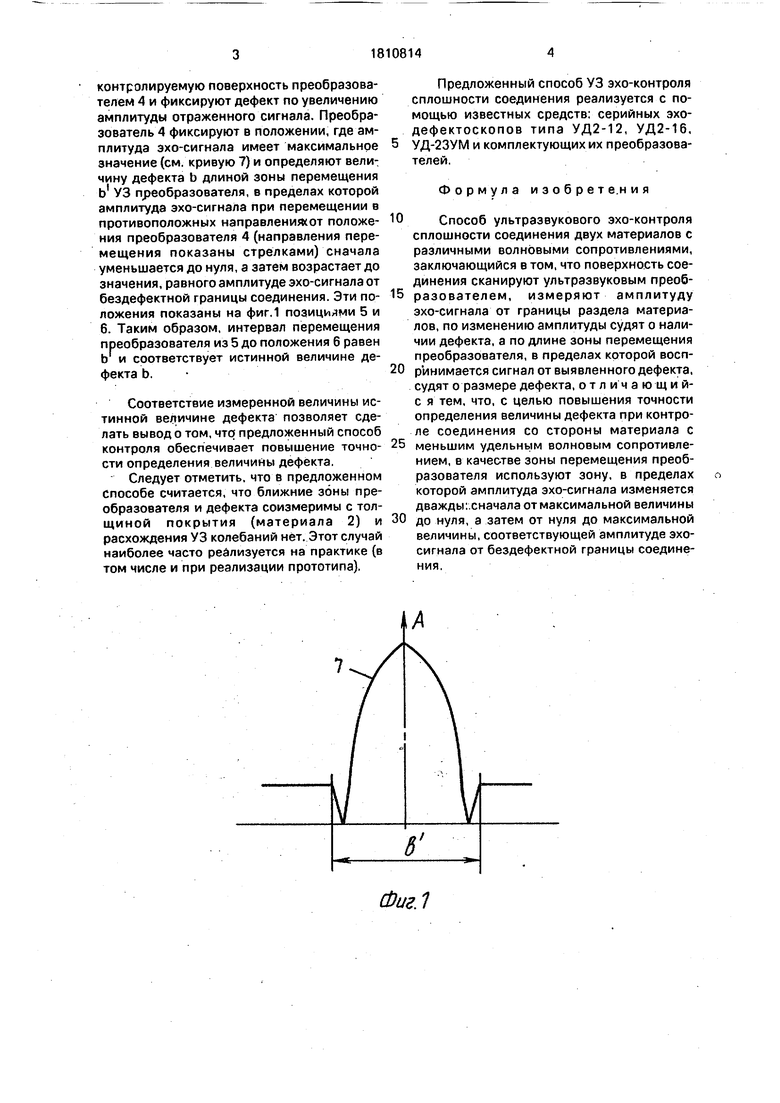
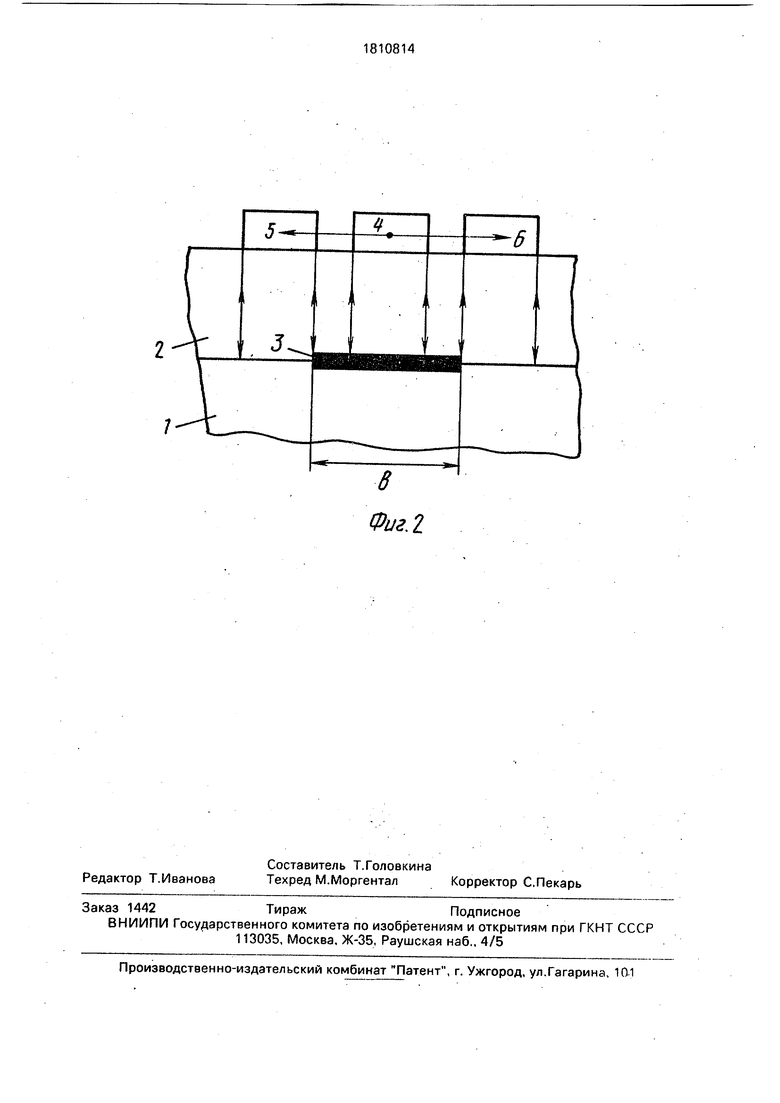
На фиг. 1 представлен график изменения амплитуды А эхо-сигнала в зависимости от положения преобразователя, где b и Ь - истинная и измеренная величины дефекта соответственно; на фиг.2 - схема контроля, где 1 и 2 - материалы соединения контролируемого изделия, 3 - дефект, 4 - ультразвуковой преобразователь, в положении, когда амплитуда эхо-сигнала А имеет максимальное значение, УЗ-преобразователь в положениях 5 и 6, когда амплитуда эхо-сигнала обусловлена отражением УЗ колебаний от бездефектной границы соединения (крайние положения, по которым определяется величина дефекта).
Способ осуществляется следующим образом.
УЗ преобразователь располагают со стороны материала 2 с меньшим удельным волновым сопротивлением (покрытия), излучают в него УЗ колебания (распространение УЗ колебаний схематично показано стрелками), принимают отраженные от границы соединения колебания, сканируют
о° о
00
Ј
контролируемую поверхность преобразователем 4 и фиксируют дефект по увеличению амплитуды отраженного сигнала. Преобразователь 4 фиксируют в положении, где амплитуда эхо-сигнала имеет максимальное значение (см. кривую 7) и определяют вели: чину дефекта b длиной зоны перемещения Ь1 УЗ преобразователя, в пределах которой амплитуда эхо-сигнала при перемещении в противоположных направленижот положения преобразователя 4 (направления перемещения показаны стрелками) сначала уменьшается до нуля, а затем возрастает до значения, равного амплитуде эхо-сигнала от бездефектной границы соединения. Эти положения показаны на фиг.1 позициями 5 и 6. Таким образом, интервал перемещения преобразователя из 5 до положения 6 равен b и соответствует истинной величине дефекта Ь.
Соответствие измеренной величины истинной величине дефекта позволяет сделать вывод о том, что предложенный способ контроля обеспечивает повышение точности определения величины дефекта.
Следует отметить, что в предложенном Способе считается, что ближние зоны преобразователя и дефекта соизмеримы с толщиной покрытия (материала 2) и расхождения УЗ колебаний нет. Этот случай наиболее часто реализуется на практике (в том числе и при реализации прототипа).
0
5
0
5
0
Предложенный способ УЗ эхо-контроля сплошности соединения реализуется с помощью известных средств: серийных эхо- дефектоскопов типа УД2-12, УД2-16, УД-23УМ и комплектующих их преобразователей.
Формула и з о б р е т е.н и я
Способ ультразвукового эхо-контроля сплошности соединения двух материалов с различными волновыми сопротивлениями, заключающийся в том, что поверхность соединения сканируют ультразвуковым преобразователем, измеряют амплитуду эхо-сигнала от границы раздела материалов, по изменению амплитуды судят о наличии дефекта, а по длине зоны перемещения преобразователя, в пределах которой воспринимается сигнал от выявленного дефекта, судят о размере дефекта, отличающий- с я тем, что, с целью повышения точности определения величины дефекта при контроле соединения со стороны материала с меньшим удельным волновым сопротивлением, в качестве зоны перемещения преобразователя используют зону, в пределах которой амплитуда эхо-сигнала изменяется дважды: сначала от максимальной величины до нуля, а затем от нуля до максимальной величины, соответствующей амплитуде эхо- сигнала от бездефектной границы соединения.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ ультразвукового контроля сплошности соединения двух материалов с различным акустическим сопротивлением | 1989 |
|
SU1698746A1 |
| СПОСОБ ВЫЯВЛЕНИЯ НАРУШЕНИЙ СОЕДИНЕНИЯ ПОЛИМЕРНОГО ПОКРЫТИЯ С МЕТАЛЛИЧЕСКИМИ ТРУБАМИ | 2005 |
|
RU2278378C1 |
| СПОСОБ ВЫЯВЛЕНИЯ НАРУШЕНИЙ СОЕДИНЕНИЯ ПОЛИЭТИЛЕНОВОГО АНТИКОРРОЗИОННОГО ПОКРЫТИЯ ЗАВОДСКОГО НАНЕСЕНИЯ С МЕТАЛЛИЧЕСКИМИ ТРУБАМИ | 1999 |
|
RU2188414C2 |
| СПОСОБ ВЫЯВЛЕНИЯ НАРУШЕНИЙ СОЕДИНЕНИЯ ПОЛИМЕРНОГО ПОКРЫТИЯ С МЕТАЛЛИЧЕСКИМИ ТРУБАМИ | 2008 |
|
RU2380699C1 |
| СПОСОБ ОБНАРУЖЕНИЯ ДЕФЕКТОВ В КЛЕЕВЫХ СОЕДИНЕНИЯХ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2009 |
|
RU2451289C2 |
| Способ ультразвукового контроля изделий | 2016 |
|
RU2622459C1 |
| Настроечный образец для ультразвуковой дефектоскопии | 1991 |
|
SU1772734A1 |
| Способ ультразвукового контроля качества изделий | 1989 |
|
SU1668933A1 |
| Способ определения акустической плотности | 2017 |
|
RU2657314C1 |
| Способ неразрушающего контроля монолитного листа совместно с клеевым слоем в многослойных конструкциях из полимерных композиционных материалов | 2018 |
|
RU2701204C1 |
Изобретение относится к неразрушающему контролю и может быть использовано для определения качества конструкций и изделий в машиностроении, судостроении, авиационной промышленности и стройин- дустрии. Цель изобретения - повышение точности определения величины дефекта при контроле соединения со стороны материала с меньшим удельным волновым сопротивлением - достигается тем, что в качестве зоны перемещения преобразователя используют зону, в пределах которой амплитуда эхо-сигнала изменяется дважды: сначала от максимальной величины до нуля, а затем от нуля до максимальной величины, соответствующей амплитуде эхо-сигнала от бездефектной границы соединения. 1 с.п.ф- лы, 2 ил. ел
Фиг.1
| Хмелев В.Н | |||
| и др | |||
| Методы контроля металлов | |||
| - М.: Машиностроение, 1989, с.245- 274 | |||
| Водоотводчик | 1925 |
|
SU1962A1 |
| Покрытия теплозащитные | |||
| Методы и средства производственного контроля, с.22. | |||
