Изобретение относится к области неразрушающего контроля и может найти применение при выявлении нарушений соединения полимерного покрытия с металлическими трубами при диагностическом контроле металлических труб с полиэтиленовым покрытием в заводских, базовых и трассовых условиях.
Известен способ выявления дефектов склеивания в конструкции «металл-клей-пластик» методом многократно отраженных импульсов ультразвуковых (УЗ) колебаний с помощью УЗ-дефектоскопа общего назначения и прямого пьезоэлектрического преобразователя (ПЭП). Импульсы УЗ-колебаний вводят в пластик перпендикулярно поверхности. Получают многократно отраженные импульсы УЗ-колебаний от границ «клей - металл» и «металл -воздух», преобразуемые УЗ-дефектоскопом в эхо-сигналы. В зоне доброкачественного склеивания импульсы УЗ-колебаний переходят из пластика в металл, и, многократно отражаясь в последнем, дают наблюдаемую на экране УЗ-дефектоскопа серию затухающих эхо-сигналов (реверберацию). Дефект соединения (непроклей) препятствует прохождению импульсов УЗ-колебаний в металлический слой и реверберация в нем отсутствует.
Критерием выявления дефектов клеевого соединения является изменение скорости затухания (времени реверберации) эхо-сигналов на экране УЗ-дефектоскопа. (См. «Неразрушающий контроль и диагностика», справочник под редакцией проф. В.В.Клюева, Москва, Машиностроение, 656 с, 1995 г.)
Недостатком известного способа является низкая информативность при выявлении дефектов склеивания полимерного покрытия с металлическими трубами.
Известен способ выявления нарушений соединения полиэтиленового антикоррозионного покрытия заводского нанесения с металлическими трубами, взятый нами в качестве прототипа (См. патент №2188414, МПК G01N 29/10. Опубл. 27.08.2002. Бюл. №24), включающий введение посредством пьезоэлектрического преобразователя ультразвукового дефектоскопа импульсов ультразвуковых колебаний в покрытие, прием и преобразование многократно отраженных импульсов в эхо-сигналы, определение закономерности изменения амплитуды донных эхо-сигналов от толщины неметаллического слоя при нормативных параметрах приклеивания неметаллического слоя к металлическому на образцах с различной толщиной покрытия, установку пьезоэлектрического преобразователя на поверхность покрытия исследуемого конструктивного элемента и нахождение такого его положения, при котором амплитуда первого донного эхо-сигнала максимальна, корректировку чувствительности ультразвукового дефектоскопа выставлением амплитуды первого донного эхо-сигнала на экране электронно-лучевой трубки на заданный уровень, корректировку диапазона развертки для нахождения всех донных эхо-сигналов в металле в пределах экрана, осуществление анализа амплитудного распределения донных эхо-сигналов на экране и оценку сплошности соединения «металл трубы-клеевой слой-полиэтиленовое покрытие» с учетом толщины покрытия и полученной закономерности изменения амплитуды первого донного эхо-сигнала от толщины неметаллического слоя.
Недостатками способа, взятого нами в качестве прототипа, является следующее:
1. Невозможность выявления нарушений соединения полимерного покрытия с металлической трубой при отсутствии доступа со стороны покрытия.
2. Недостаточная производительность способа, ограниченная необходимостью одновременного визуального анализа амплитудного распределения донных эхо-сигналов на экране дефектоскопа и фиксирования значения толщины покрытия в процессе проведения диагностического контроля.
3. Ограниченный диапазон контролируемой толщины покрытия, нижний предел диапазона обусловлен немонотонным изменением акустического поля в ближней зоне пьезоэлектрического преобразователя, верхний - полным затуханием ультразвуковых колебаний в покрытии.
Техническим результатом изобретения является расширение возможностей способа и повышение его производительности.
Технический результат достигается тем, что в известном способе выявления нарушений соединения полиэтиленового антикоррозионного покрытия заводского нанесения с металлическими трубами, включающем введение посредством пьезоэлектрического преобразователя ультразвукового дефектоскопа импульсов ультразвуковых колебаний, прием и преобразование импульсов в эхо-сигналы, нахождение такого положения преобразователя, при котором амплитуда первого эхо-сигнала максимальна, корректировку чувствительность дефектоскопа выставлением амплитуды первого эхо-сигнала на экране дефектоскопа на заданный уровень, согласно изобретению импульсы вводят со стороны металла, корректируют диапазон развертки на участке трубы без покрытия так, чтобы в правой части экрана находился контрольный эхо-сигнал, амплитуда которого составляет примерно половину от амплитуды первого эхо-сигнала, выполняют контроль труб, выявляя места нарушения соединения покрытия с металлом по появлению контрольного эхо-сигнала.
Существенными отличительными признаками заявленного способа выявления нарушений соединения полимерного покрытия с металлическими трубами являются следующие:
- импульсы вводят со стороны металла;
- корректируют диапазон развертки на участке трубы без покрытия так, чтобы в правой части экрана находился контрольный эхо-сигнал, амплитуда которого составляет не менее половины от амплитуды первого эхо-сигнала;
- выполняют контроль труб, выявляя места нарушения соединения покрытия с металлом по появлению контрольного эхо-сигнала.
Расширение возможностей способа достигается за счет того, что выявление нарушений соединения полимерного покрытия с металлической трубой ведут с внутренней поверхности трубы вместо контроля с наружной поверхности, что важно при отсутствии доступа со стороны покрытия. Расширение возможностей способа достигается также за счет того, что контроль может проводиться независимо от толщины и коэффициента затухания ультразвука в покрытии вместо ограниченного диапазона данных величин в прототипе. Повышение производительности способа достигается за счет того, что при контроле регистрируют только один контрольный эхо-сигнал вместо многократного распределения эхо-сигналов, что существенно облегчает процесс визуальной оценки и дает возможность сократить время на оперативную интерпретацию сигналов во время контроля за счет использования системы автоматической сигнализации.
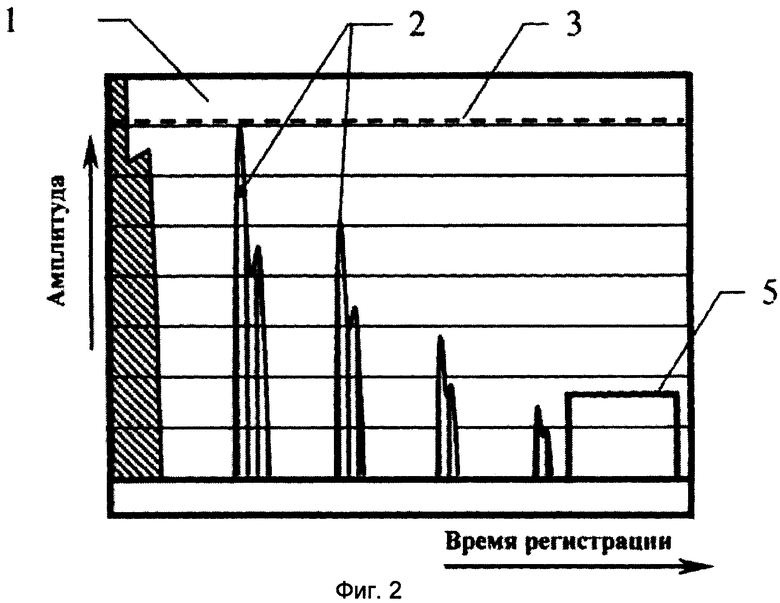
Суть способа представлена на фиг.1, 2, на которых изображен экран 1 дефектоскопа, показывающий два варианта индикации эхо-сигналов 2, соответственно, при нарушении и нормативных параметрах соединения полимерного покрытия с металлическими трубами.
Способ реализуют следующим образом. Устанавливают пьезоэлектрический преобразователь (ПЭП) со стороны металла на участке трубы без покрытия. Регистрируют на экране 1 дефектоскопа многократно отраженные от поверхности металла эхо-сигналы 2. Находят такое положение ПЭП, при котором амплитуда первого эхо-сигнала максимальна. Настраивают чувствительность дефектоскопа, выставляя амплитуду первого эхо-сигнала на заданный уровень 3, а диапазон развертки так, чтобы в правой части экрана находился контрольный эхо-сигнал 4, амплитуда которого составляет не менее половины от амплитуды первого эхо-сигнала. Перемещают ПЭП по поверхности металла на участке с полимерным покрытием, выявляя места нарушений соединения покрытия с металлом трубы по появлению контрольного эхо-сигнала на экране дефектоскопа.
Пример
Необходимо выявить места нарушений соединения наружного полимерного покрытия толщиной 5 мм с металлическими трубами диаметром 1420 мм и толщиной 16,5 мм. Трубы складированы в «седло» в три ряда, расположенных один над другим. Доступ к покрытию отсутствует.
Контроль выполняют изнутри трубы.
Применяют серийный УЗ-дефектоскоп общего назначения УД2-12 и ПЭП Ш11-2,5-12-002. Устанавливают ПЭП изнутри на краю трубы, свободном от покрытия. Регистрируют многократно отраженные от поверхности металла эхо-сигналы 2 (фиг.1). Перемещением и вращением ПЭП находят такое его положение, при котором амплитуда первого эхо-сигнала максимальна. Корректируют чувствительность дефектоскопа регуляторами «АМПЛ» и «Ослабление dB», выставляя амплитуду первого эхо-сигнала на экране 1 на заданный уровень 3 - восемь клеток разметки экрана. Настраивают диапазон развертки регуляторами «Диапазон развертки» и «Длительность развертки» так, чтобы в правой части экрана находился контрольный эхо-сигнал 4, амплитуда которого составляет не менее половины от амплитуды первого эхо-сигнала.
Настраивают систему автоматической сигнализации дефектов (АСД) дефектоскопа, устанавливая строб-импульс 5 в правой части экрана и настраивая порог срабатывания системы АСД на 1/4 от амплитуды первого эхо-сигнала. Сканируют внутреннюю поверхность трубы перемещением ПЭП, при срабатывании системы АСД устанавливают положение границы нарушения соединения полимерного покрытия с металлом трубы.
Эффект изобретения проявляется в следующем. За счет проведения контроля со стороны металла удается выявлять нарушения соединения при отсутствии доступа к покрытию, например, при контроле труб с наружным полимерным покрытием, уложенных в штабель, или засыпанного грунтом участка трубопровода со свободной торцовой частью. При этом повышается производительность контроля за счет сокращения времени на анализ получаемых данных и возможности его проведения с применением автоматических сигнализирующих систем.
Способ может быть также использован при контроле покрытий изнутри трубопроводов при помощи внутритрубных снарядов-дефектоскопов.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ВЫЯВЛЕНИЯ НАРУШЕНИЙ СОЕДИНЕНИЯ ПОЛИЭТИЛЕНОВОГО АНТИКОРРОЗИОННОГО ПОКРЫТИЯ ЗАВОДСКОГО НАНЕСЕНИЯ С МЕТАЛЛИЧЕСКИМИ ТРУБАМИ | 1999 |
|
RU2188414C2 |
| СПОСОБ ВЫЯВЛЕНИЯ НАРУШЕНИЙ СОЕДИНЕНИЯ ПОЛИМЕРНОГО ПОКРЫТИЯ С МЕТАЛЛИЧЕСКИМИ ТРУБАМИ | 2005 |
|
RU2278378C1 |
| СПОСОБ ВЫЯВЛЕНИЯ НАРУШЕНИЙ СОЕДИНЕНИЯ ПОЛИМЕРНОГО ПОКРЫТИЯ С МЕТАЛЛИЧЕСКИМИ ТРУБАМИ | 2008 |
|
RU2457480C2 |
| СПОСОБ ОПРЕДЕЛЕНИЯ КОЭФФИЦИЕНТА ЗАТУХАНИЯ ПРОДОЛЬНЫХ УЛЬТРАЗВУКОВЫХ КОЛЕБАНИЙ В МАТЕРИАЛЕ | 2005 |
|
RU2301420C2 |
| СПОСОБ ОБНАРУЖЕНИЯ ДЕФЕКТОВ В КЛЕЕВЫХ СОЕДИНЕНИЯХ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2009 |
|
RU2451289C2 |
| Способ контроля сплошности в многослойных клеевых соединениях элементов конструкций летательных аппаратов из разнородных материалов | 2020 |
|
RU2755565C1 |
| СПОСОБ ПРЕДОТВРАЩЕНИЯ РАЗВИТИЯ ДЕФЕКТОВ СТЕНОК ТРУБОПРОВОДОВ | 2007 |
|
RU2343337C1 |
| СПОСОБ УЛЬТРАЗВУКОВОГО КОНТРОЛЯ СТЫКОВЫХ, НАХЛЕСТОЧНЫХ И ТАВРОВЫХ СВАРНЫХ СОЕДИНЕНИЙ ТОНКОСТЕННЫХ ТРУБ МАЛОГО ДИАМЕТРА | 2011 |
|
RU2488108C2 |
| СПОСОБ УЛЬТРАЗВУКОВОГО КОНТРОЛЯ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1997 |
|
RU2137120C1 |
| Способ неразрушающего контроля клеевого соединения монолитных листов из полимерных композиционных материалов | 2016 |
|
RU2627539C1 |
Использование: для выявления нарушений соединения полимерного покрытия с металлическими трубами. Сущность заключается в том, что посредством пьезоэлектрического преобразователя ультразвукового дефектоскопа вводят импульсы ультразвуковых колебаний, принимают и преобразовывают импульсы в эхо-сигналы, находят такое положения преобразователя, при котором амплитуда первого эхо-сигнала максимальна, корректируют чувствительность дефектоскопа, выставляя амплитуду первого эхо-сигнала на экране дефектоскопа на заданный уровень, при этом импульсы вводят со стороны металла, корректируют диапазон развертки на участке трубы без покрытия так, чтобы в правой части экрана находился контрольный эхо-сигнал, амплитуда которого составляет не менее половины от амплитуды первого эхо-сигнала, выполняют контроль труб, выявляя места нарушения соединения покрытия с металлом по появлению контрольного эхо-сигнала. Технический результат: обеспечение возможности выявления нарушений соединения полимерного покрытия с металлической трубой при отсутствии доступа со стороны покрытия, повышение производительности контроля, расширение диапазона контролируемых толщин покрытия. 2 ил.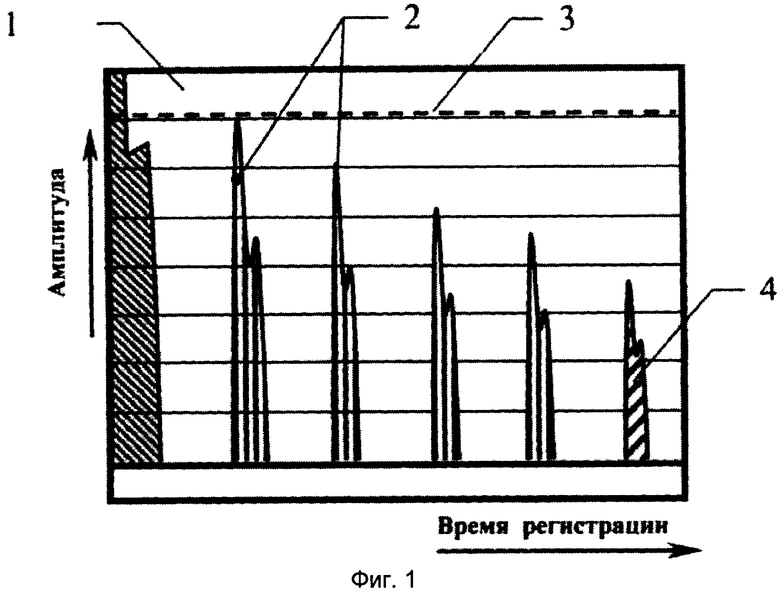
Способ выявления нарушений соединения полимерного покрытия с металлическими трубами, заключающийся в том, что посредством пьезоэлектрического преобразователя ультразвукового дефектоскопа вводят импульсы ультразвуковых колебаний, принимают и преобразовывают импульсы в эхо-сигналы, находят такое положения преобразователя, при котором амплитуда первого эхо-сигнала максимальна, корректируют чувствительность дефектоскопа, выставляя амплитуду первого эхо-сигнала на экране дефектоскопа на заданный уровень, отличающийся тем, что импульсы вводят со стороны металла, корректируют диапазон развертки на участке трубы без покрытия так, чтобы в правой части экрана находился контрольный эхо-сигнал, амплитуда которого составляет не менее половины амплитуды первого эхо-сигнала, выполняют контроль труб, выявляя места нарушения соединения покрытия с металлом по появлению контрольного эхо-сигнала.
| СПОСОБ ВЫЯВЛЕНИЯ НАРУШЕНИЙ СОЕДИНЕНИЯ ПОЛИЭТИЛЕНОВОГО АНТИКОРРОЗИОННОГО ПОКРЫТИЯ ЗАВОДСКОГО НАНЕСЕНИЯ С МЕТАЛЛИЧЕСКИМИ ТРУБАМИ | 1999 |
|
RU2188414C2 |
| СПОСОБ ВЫЯВЛЕНИЯ НАРУШЕНИЙ СОЕДИНЕНИЯ ПОЛИМЕРНОГО ПОКРЫТИЯ С МЕТАЛЛИЧЕСКИМИ ТРУБАМИ | 2005 |
|
RU2278378C1 |
| Способ ультразвукового контроля соединений металлических изделий с неметаллическим покрытием | 1978 |
|
SU771540A1 |
| Способ ультразвукового контроля сплошности соединения двух материалов с различным акустическим сопротивлением | 1989 |
|
SU1698746A1 |
| JP 2001226707 A, 21.08.2001 | |||
| US 2002162395 A1, 07.11.2002. | |||

