Изобретение относится к общему машиностроению и может быть использовано в подшипниковой промышленности при об- ра.ботке шариков.
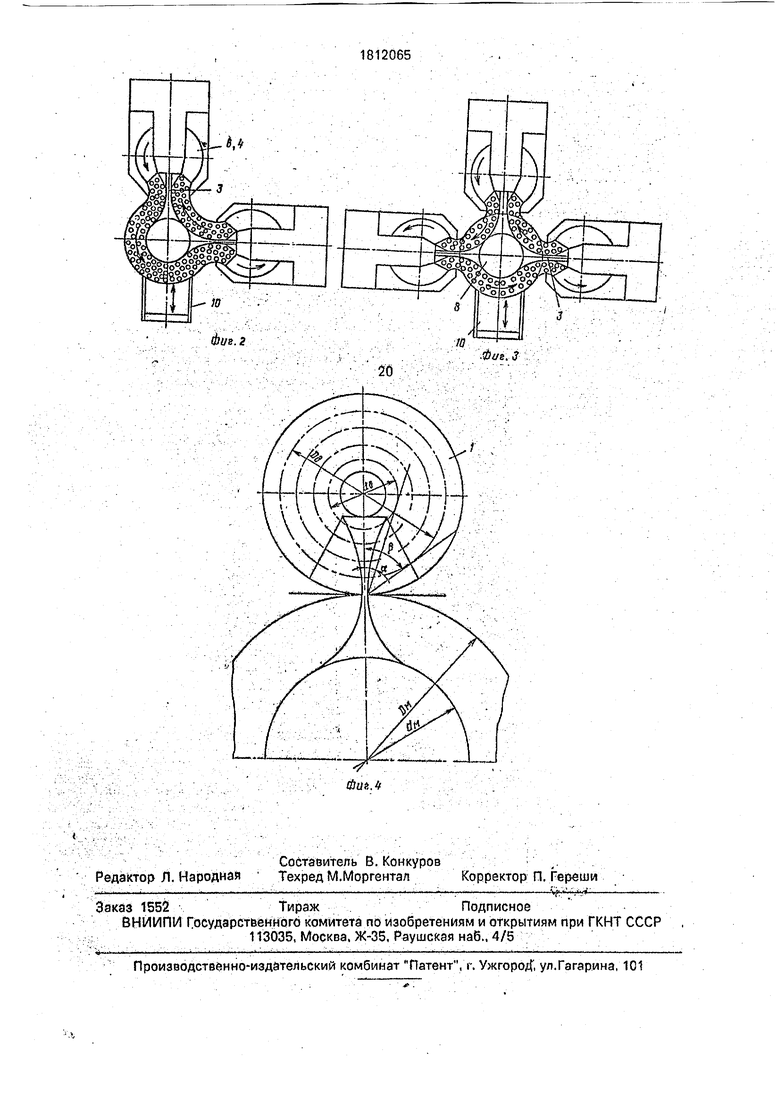
На фиг. 1 изображено описываемое ус- 5 тройство; на фиг,2 и3-тоже, план; нафиг.4 - вид сверху на нижний диск и магазин.
Устройство содержит две (фиг,2) или три (фиг.З) пары соосных дисков: нижний 1 - вращающийся с концентрическими канав- 10 ками и верхний 2 - неподвижный с пазом в виде сектора, в котором установлен распределитель 3. Параллельно дискам 1 и 2 под углом 90° установлены две или три пары соосных дисков, выполненных таким же об- 15 разом - нижние вращающиеся 4, 5, а верхний неподвижные б, 7 с окном, В промежутках между двумя или тремя парами дисков установлен тарельчатый магазин питания 8.20
В свою очередь тарельчатый магазин 8 перемещается на опорах 9 по рельсам 10 таким образом, что при обслуживании устройства он откатывается от станков, освобождая пространство перед ними для 25 снятия и установки дисков при переточках, замены изношенных на новые, для наладки станков и т.п. (При других углах, отличных от 90°, магазин питания просто не впишется в отведенные габариты для обслуживания ус- 30 тройства).
Устройство работает следующим образом: диски 1;. 4; 5 и тарелка 11 магазина питания 8 вращаются в одну сторону, при их вращении шарики 12 поступают из магази- 35 на питания в зону обработки одной пары дисков 1 и 2, затем, выйдя, из зоны обработки, с помощью распределителя 3, направляются в магазин питания, а из него в следующую пару дисков 4 и 6 и далее в 40 третью 5 и 7, откуда снова Б магазин питания и так далее, Таким образом, за один оборот шарика в магазине питания он побывает в рабочих зонах 2-х -3-х пар дисков, /тем самым увеличивая в 2-3 раза длину до- 45 рожек качения, при обработке шариков, что повышает производительность процесса обработки и улучшает состояние поверхно- сти обрабатываемых шариков (см.таблицу).
Сферические тела, такие как шарики, 50 обрабатываются между рабочими дисками таким образом, что после каждого прохода шарика между дисками обрабатывается одна полоса шарика. Точность механической обработки и, следовательно, сферичности 55 поверхности увеличивается с увеличением числа проходов между рабочими дисками. Немаловажную роль в обработке шариков играет скорость вращения шариков в различных дорожках рабочих дисков.
Например: если рабочий диск диаметром 800 мм вращается при 60 об/мин, то дорожки наибольшего диаметра будут вращаться со скоростью 2,5 м/с, а дорожки наименьшего диаметра соответственно 1 м/с, . ... ..
Чем медленнее вращается рабочий диск, тем мягче он работает и в.силу этого быстрее изнашивается. Вследствие этого внутренние дорожки изнашиваются быстрее, чем наружные. Затем наступает момент, -когда давление между вращающимися диском, шариками и прижимным диском оказывается меньше на внутренних дорожках и шарики просто перекатываются с очень незначительным истиранием. В то же время давление на наружные дорожки поддерживается, пока они не износятся на равную величину. Это подтверждается контролем шариков, как из внутренних, так и наружных дорожек одновременно, тогда можно наблюдать, что шарики из наружных дорожек будут теплее, следовательно они подвергались большему давлению и истиранию.
Кроме того, длина наружных дорожек диска вдвое больше, чем внутренних, и поэтому в первых будет обрабатываться большее количество шариков по сравнению с дорожками меньшего диаметра. При обычном производственном цикле наибольшая степень обработки осуществляется в 3-х или 4-х наружных дорожках. Имеется и другой фактор, касающийся внутренних дорожек: угол а, образованный касательной к внутренней дорожке da и прямой, соединяющей центры диска и магазина, оказывается более острым, чем соответствующий угол Д образованный касательной к наружным дорожкам Da (фиг.4). Следовательно, касательные усилия, действующие на шарики при заходе во внутренние дорожки, оказываются больше, чем на наружных, это ведет к тому, что шарики прыгают или отскакивают при входе в зону обработки, получая поверхностные дефекты. Так как внутренние дорожки выполняют малопроизводительную работу и если увеличить диаметр отверстия, чтобы исключить внутренние дорожки, то не только сократятся поверхностные дефекты, но и будут иметь место меньшие потери в производстве. .
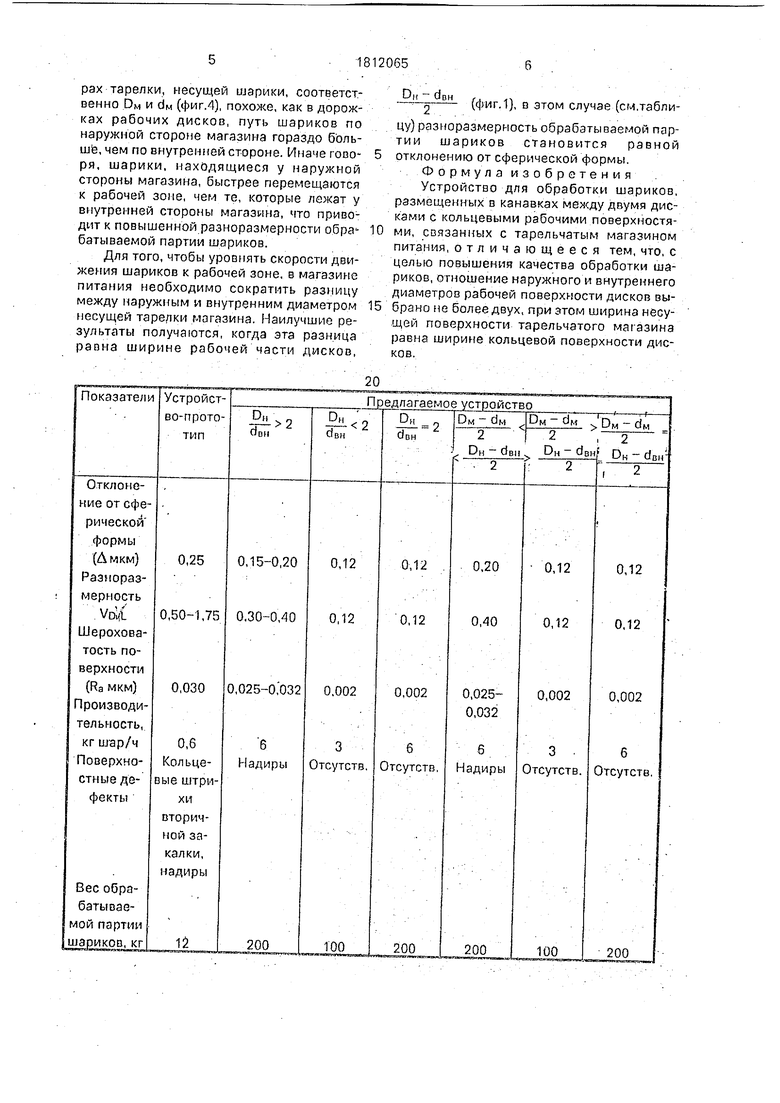
Как практически выяснилось (см.табли- цу),наиболее эффективным является соотношение наружного диаметра рабочей части Он.диска к внутреннему dBn как 2:1.
Как указывалось выше, несколько пар рабочих дисков связывает магазин питания, у которого при большой разнице в диаметpax тарелки, несущей шарики, соответственно Рм и (фиг.4), похоже, как в дорожках рабочих дисков, путь шариков по наружной стороне магазина гораздо больше, чем по внутренней стороне. Иначе гопо- ря, шарики, находящиеся у наружной стороны магазина, быстрее перемещаются к рабочей зоне, чем те, которые лежат у внутренней стороны магазина, что приводит к повышенной разноразмерное™ обра батываемой партии шариков.
Для того, чтобы уровнять скорости движения шариков к рабочей зоне, в магазине питания необходимо сократить разницу между наружным и внутренним диаметром несущей тарелки магазина. Наилучшие результаты получаются, когда эта разница рапна ширине рабочей части дисков,
О,, - dD
0
(фиг.1), в этом случае (см.табли ..
цу) разноразмерность обрабатываемой партии шариков становится равной отклонению от сферической формы.
Фор мула изобретения .
Устройство для обработки шариков, размещенных в канавках между двумя дисками с кольцевыми рабочими поверхностями, связанных с тарельчатым магазином питания, отличающееся тем, что, с целью повышения качества обработки шариков, отношение наружного и внутреннего диаметров рабочей поверхности дисков выбрано не более двух, при этом ширина несущей поверхности тарельчатого магазина равна ширине кольцевой поверхности дисков.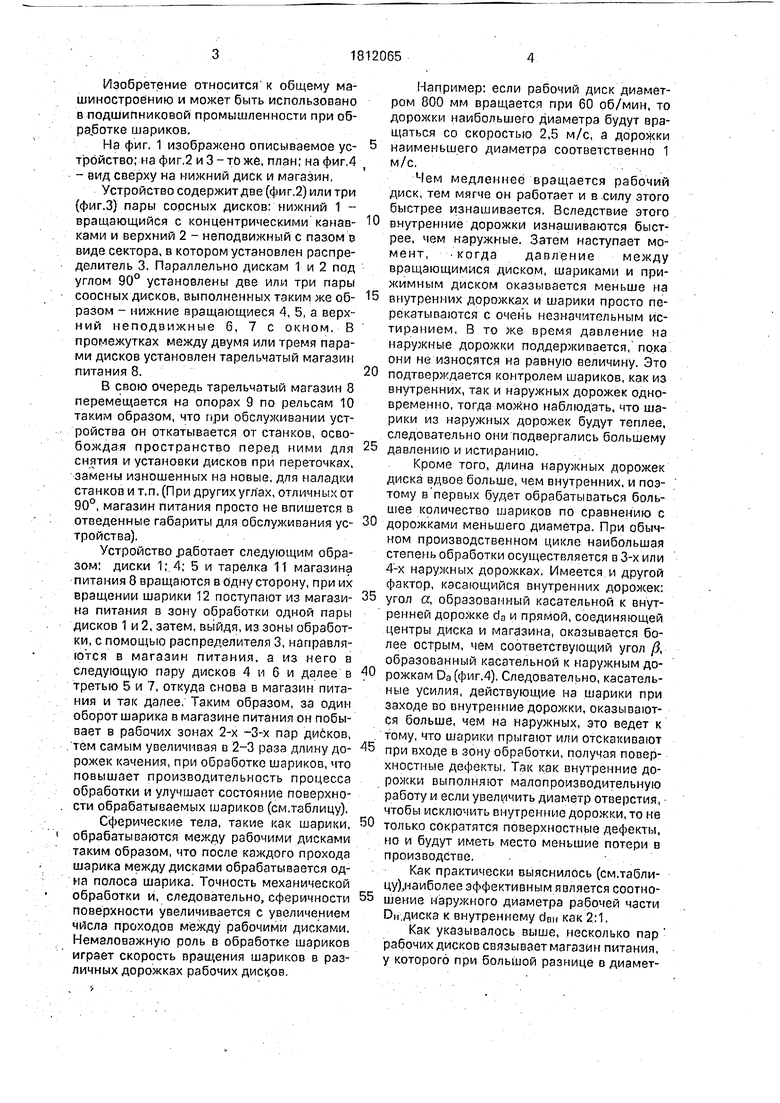
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ доводки шариков | 1980 |
|
SU948627A1 |
| СПОСОБ ПРЕРЫВИСТОЙ АЛМАЗНО-АБРАЗИВНОЙ ОБРАБОТКИ КАНАВОК ОТВЕРСТИЙ ВРЕЗАНИЕМ | 2004 |
|
RU2276003C1 |
| СБОРНЫЙ ПРЕРЫВИСТЫЙ АЛМАЗНО-АБРАЗИВНЫЙ КРУГ ДЛЯ ВНУТРЕННЕЙ ОБРАБОТКИ КАНАВОК ВРЕЗАНИЕМ | 2004 |
|
RU2275296C1 |
| Способ сборки подшипника качения | 2016 |
|
RU2627258C1 |
| УСТРОЙСТВО для ПРИТИРКИ и ШЛИФОВАНИЯ ШАРИКОВ | 1968 |
|
SU213715A1 |
| УСТРОЙСТВО для ОБРАБОТКИ МИНИАТЮРНЫХ ШАРИКОВ | 1971 |
|
SU299334A1 |
| Способ обработки сферических поверхностей | 1986 |
|
SU1458171A1 |
| БЕСКРИВОШИПНЫЙ ДВУХТАКТНЫЙ ДИЗЕЛЬ | 1997 |
|
RU2128774C1 |
| СПОСОБ ИМПУЛЬСНОГО РАСКАТЫВАНИЯ ДОРОЖКИ КАЧЕНИЯ КОЛЬЦА УПОРНОГО ШАРИКОПОДШИПНИКА | 2012 |
|
RU2522996C2 |
| ШАРИКОВАЯ ПЛАНЕТАРНАЯ ПЕРЕДАЧА (ВАРИАНТЫ) | 2000 |
|
RU2184289C2 |
Использование: в подшипниковой промышленности для обработки шариков. Сущность: шарики размещают в канавках между двумя дисками 1, 3 и 5, 7 с кольцевыми рабочими поверхностями, связанными с тарельчатым магазином 8 питания. Отношение наружного и внутреннего диаметров рабочей поверхности дисков выбрано не более 2-х, при этом ширина несущей поверхности тарельчатого магазина равна ширине кольцевой поверхности дисков. 4 ил., 1 табл.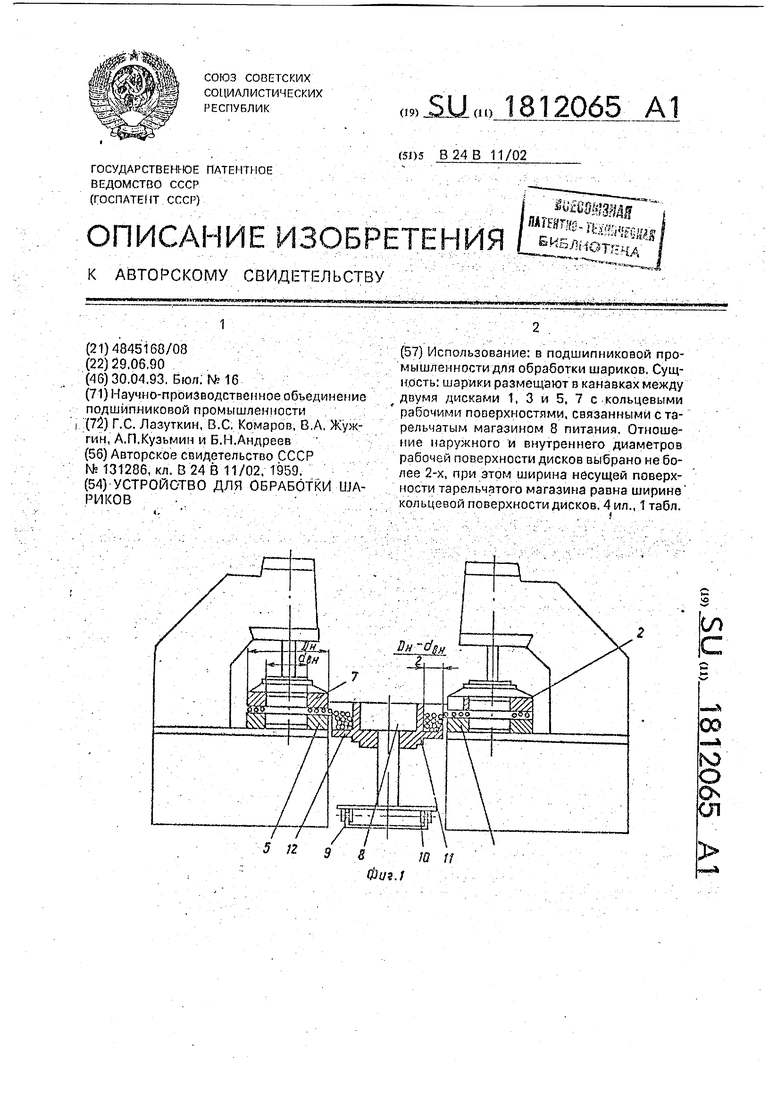
| Станок для доводки изделий типа шаров | 1959 |
|
SU131286A1 |
| Пишущая машина для тюркско-арабского шрифта | 1922 |
|
SU24A1 |
