ел С
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ УПРОЧНЕНИЯ ИНСТРУМЕНТА И ДЕТАЛЕЙ | 1991 |
|
RU2019575C1 |
| МНОГОСЛОЙНОЕ КОМПОЗИЦИОННОЕ ПОКРЫТИЕ НА РЕЖУЩИЙ И ШТАМПОВЫЙ ИНСТРУМЕНТ | 1992 |
|
RU2096518C1 |
| ИЗНОСОСТОЙКОЕ ПОКРЫТИЕ | 2000 |
|
RU2191220C2 |
| Способ нанесения покрытий на твердые сплавы | 2015 |
|
RU2615941C1 |
| Способ получения ионно-плазменного вакуумно-дугового керамикометаллического покрытия TiN-Ni для твердосплавного режущего инструмента расширенной области применения | 2015 |
|
RU2613837C1 |
| Режущий инструмент и способ его изготовления | 1982 |
|
SU1110212A1 |
| Способ внедрения в поверхностный слой углеродистых конструкционных сталей карбидов и оксидов тугоплавких металлов комбинированным пластическим деформированием | 2018 |
|
RU2704345C1 |
| СПОСОБ ПОЛУЧЕНИЯ ИЗНОСОСТОЙКОГО ПОКРЫТИЯ ДЛЯ РЕЖУЩЕГО ИНСТРУМЕНТА | 2009 |
|
RU2423547C2 |
| МНОГОСЛОЙНОЕ КОМПОЗИЦИОННОЕ ПОКРЫТИЕ С НАНОКРИСТАЛЛИЧЕСКОЙ СТРУКТУРОЙ НА РЕЖУЩЕМ ИНСТРУМЕНТЕ И СПОСОБ ЕГО ПОЛУЧЕНИЯ | 2009 |
|
RU2413790C2 |
| СПОСОБ ПОЛУЧЕНИЯ ИЗНОСОСТОЙКОГО ПОКРЫТИЯ НА ОСНОВЕ КВАЗИКРИСТАЛЛИЧЕСКОГО СПЛАВА СИСТЕМЫ Al-Cu-Fe | 2021 |
|
RU2781329C1 |
Использование: нанесение износостойких покрытий методом конденсации из ионизированного потока тугоплавких материалов в среде реакционного газа и может быть использовано в машиностроении. Сущность изобретения: повышение износостойкости обрабатываемых поверхностей осуществляется путем нанесения на них двухкомпонёнтной поверхностной cTpyKty- ры, включающей в себя износостойкую ячеистую сетку из твердых фаз, заполненную пластическим металлом, выполняющую функцию преграды для жидкого водорода и твердой смазки, проникающих в тончайшие трещины и раковины покрытий и способствующих изнашиванию поверхности под износостойким покрытием. 2 ил.
Изобретение относится к области нанесения износостойких покрытий и может быть использовано в машиностроении.
Цель изобретения - повышение износостойкости обрабатываемых поверхностей за счет повышения сопротивляемости водородному изнашиванию при экстремальных режимах эксплуатации.
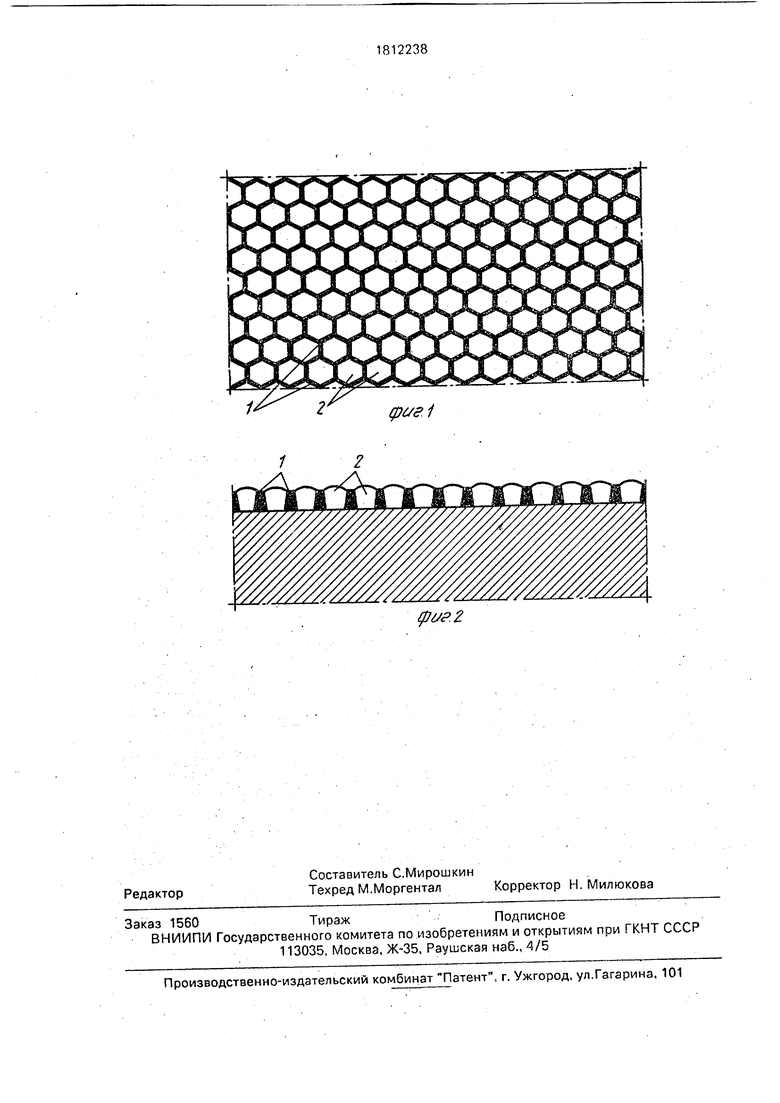
Нафиг.1 представлен общий вид покрытия; на фиг.2 - то же, в разрезе.
Сущность данного способа нанесения несплошных износостойких покрытий состоит в том, что покрытия наносятся в виде двухкомпонентных композиций, представляющих собой ячеистую сетку 1 из твердых фаз тугоплавких металлов, заполненную пластическим металлом 2, выполняющим одновременно роль твердой смазки и надежной преграды проникновению жидкого водорода под покрытием.
Суть водородного изнашивания состоит в том, что при определенных условиях трения (температура, среда, влажность, материалы поверхностей трения, состав вторичных структур) в зоне трения возникает жидкий водород, проницающий в тончай- шиетрещины и раковины покрытий, способствуя интенсивному изнашиванию поверхности под износостойким покрытием.
Данная технология нанесения износостойких двухкомпонентных покрытий или износостойких композиционных покрытий типа нитридов титана-хром (TiN)Cr включает в себя следующие операции:
- чистка деталей в ультразвуковой ванне,
- сушка деталей в электропечи,
- нанесение на рабочие поверхности деталей затенения несплошной структуры,
- загрузка деталей в камеру установки Булат,
- ионная очистка и нагрев деталей,
00
а
к
hO СА 00
- нанесение на рабочие поверхности износостойких двухкомлонентных покрытий,
Для практического осуществления способа на установках типа Булат, Пуск, Ритм и др. на рабочие.поверхности деталей или инструментов, приготовленных для загрузки в камеру, наносится затенение в виде ячеек. Например, на перетачиваемые многогранные пластины по ГОСТ 19042-80 из твердого сплава Т15КС при нанесении покрытия в виде ячеистой сетки из нитрида титана методом КИБ на установке Булат- 20 пластины под покрытием подготавливаются по вышеуказанной технологии, перёд загрузкой в камеру на рабочие поверхности наносятся затенения в виде ячеек из смеси углерода (графитового порошка) и этилового спирта пастообразной консистенции, после чего пластины обрабатываются по традиционной технологии. После нанесения твердой сетки основы остатки графитового порошка удаляются. Затем полости сетки заполняются пластическим металлом, например, хромом из известной технологии.
Сравнительные испытания показали значительное повышение стойкости рабочих поверхностей, покрытых по данному способу. Испытания проводились при нанесении покрытий на быстрорежущий и твер- досплавный инструменты, детали штамповой оснастки и детали машин при следующих параметрах:
Давление реактивного газа (азота) в камере-1 б 6 МПа,
температура обрабатываемых поверхностей -400°С,
температура сушки - 18°С,
материал покрытия в виде твердой сетки - нитрид титана,
материал мягкого наполнителя - хром (ВХ-2К),
Повышение износостойкости - в 1,8 раза.
Давление реактивного газа (азот) в камере- МПа,
температура обрабатываемых поверхностей - 500°С,
температура сушки - 20°С,
материал покрытия в виде твердой сетки - нитрид титана,
материал мягкого наполнителя - хром (ВХ-2К).
Повышение износостойкости - в 2 раза.
давление реактивного газа (азот) - МПа.
температура обрабатываемых поверхностей - 450°С, температура сушки - 20°С,
материал покрытия в виде твердой сетки - нитрид титана,
материал мягкого наполнителя - хром (ВХ2К).
Повышение износостойкости - в 2,5 раза.
Давление реактивного газа (азота)- Ю-6
МПа,
температура в камере - 500°С, температура сушки - 22°С, материал покрытия в виде твердой сетки - нитрид титана
материал мягкого наполнителя - хром (ВК-2К).
Повышение износостойкости за счет повышения сопротивления водородному изнашиванию - в 2,1-2,4 раза.
Таким образом, данный способ нанесения двухкомпонентных ячеистых покрытий без существенных дополнительных затрат обеспечивает существенное увеличение износостойкости рабочих поверхностей деталей машин и инструментов за счет предохранения рабочей поверхности от разрушающего воздействия жидкого водорода.
Формула изобретения
Способ нанесения несплошных износостойких покрытий, включающий нанесение на обрабатываемую поверхность маски в виде островков определенной геометрической формы, генерирование ионизированного потока материала покрытия в среде реакционного газа с образованием твердых фаз нитридов, карбидов или карбонитридоа тугоплавких металлов и удаление маски, о т- л и ч а ю щ и и с я тем, что, с целью
повышения износостойкости обрабатываемых поверхностей за счет повышения сопротивления водородному изнашиванию при экстремальных режимах эксплуатации, после удаления маски наносят покрытие из
пластичных материалов, преимущественно хрома, железа или молибдена.
(pVP.Z
| Авторское свидетельство СССР №1198983, кл | |||
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| Авторское свидетельство СССР №1723837,кл | |||
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
