Предлагаемое изобретение относится к области металлообработки, в частности к износостойким покрытиям на режущем и штамповом инструменте, наносимым ионно-плазменным методом, в частности методом конденсации вещества из плазменной фазы в вакууме с ионной бомбардировкой (КИБ).
Известен способ нанесения покрытия на режущий инструмент [1]) для резания труднообрабатываемых материалов. Известный способ нанесения покрытия осуществляется ионно-плазменным методом и представляет собой осаждение композиционного покрытия, состоящего из металлов 4 и 6, 4 и 5 групп Периодической системы элементов.
Недостатком известного технического решения является низкая стойкость к коррозионным процессам и недостаточно низкая адгезия к обрабатываемым материалам, что связано с тем, что такие композиционные слои являются твердыми растворами и поэтому обладают свойствами промежуточными между свойствами двухкомпонентных тугоплавких соединений, входящих в их состав. Известное покрытие обладает также недостаточной прочностью.
Наиболее близким техническим решением [2] является режущий инструмент с покрытием из сверхтвердых сплавов. Данное многослойное покрытие состоит из нижнего слоя карбида, нитрида или карбонитрида титана, промежуточного слоя на основе окиси алюминия и внешнего слоя на основе титана, циркония, гафния, ванадия, ниобия, тантала, хрома, молибдена, вольфрама, железа, кобальта.
Недостатком известного технического решения является низкая износостойкость в условиях резания труднообрабатываемых материалов вследствие низкой прочности покрытия и слабой адгезии его нижнего слоя к инструментальной подложке. Это вызвано наличием в нижнем слое покрытия нитридов или карбидов металла 4 группы Периодической системы, обладающих низким сопротивлением хрупкому разрушению на границе раздела покрытие -инструментальная матрица в условиях развития трещин или при сильных пластических деформациях режущей части, характерных для процесса обработки труднообрабатываемых материалов.
Происходит разрушение покрытия в результате потери формоустойчивости режущей части инструмента, микроползучести, отрыва покрытия при воздействии адгезионно усталостных явлений и коррозионных процессов.
Принципиально данные недостатки возможно решить за счет создания препятствий для движения трещин и дислокаций путем создания чередующихся слоев тугоплвких соединений, а также за счет создания адгезионных подслоев из чистого металла, обладающих значительной кристаллохимической совместимостью с верхними слоями и инструментальным материалом, снижающих напряжения на границе их раздела.
Целью предлагаемого изобретения является повышение износостойкости покрытия, нанесенного на режущий и штамповый инструмент при работе в тяжелых условиях резания при обработке изделий из труднообрабатываемых материалов.
Указанная цель обеспечивается тем, что осаждаемое покрытие состоит из чередующихся слоев тугоплавкого соединения металлов 4,5 и 4,6 групп Периодической системы элементов и слоев, содержащих тугоплавкие соединения металлов 5 или 6 группы Периодической системы и(или) слоев тугоплавких соединений металлов 4 группы.
Слои тугоплавких соединений металлов 5 или 6 группы Периодической системы имеют низкую адгезию по отношению к труднообрабатываемым материалам, однако их термостабильность, коррозионная стойкость значительно ниже, чем у тугоплавких соединений металлов 4 группы Периодической системы.
Для получения слоев покрытия, обладающих большей прочностью и одновременно большей твердостью слой покрытия из элементов 4 группы Периодической системы легируют тугоплавкими элементами 5 или 6 группы Периодической системы, эти слои имеют также большую термостабильность и коррозионную стойкость, чем тугоплавкие соединения 4 группы Периодической системы, и меньшую адгезию к обрабатываемому материалу, чем тугоплавкие соединения 4 группы.
Покрытие, состоящее из указанных чередующихся двухкомпонентных и многокомпонентных слоев в совокупности обладают повышенной прочностью и твердостью, низкой адгезией к обрабатываемым материалам и высокой термостабильностью и коррозионной стойкостью. Эти свойства реализуются только при совместной работе слоев в различных условиях резания, обеспечивая повышение стойкости инструмента в широком диапазоне изменения режимов резания. Прочность покрытия обеспечивается также благодаря наличию между двухкомпонентными слоями многокомпонентных слоев, которые имеют также повышенную адгезию к каждому из двухкомпонентных слоев.
Предлагаемая композиция покрытия чрезвычайно эффективно сопротивляется различным видам изнашивания, особенно адгезионно-усталостному изнашиванию в условиях действия переменных термомеханических нагрузок. А режущий инструмент с покрытием описанного вида имеет повышенную стойкость, особенно при резании труднообрабатываемых материалов. Кроме того, инструмент с предлагаемым покрытием, обладая низкой адгезионной способностью по отношению к обрабатываемому материалу, повышает качество и точность обработки за счет снижения склонности к наростообразованию и вследствие уменьшения трения и напряжения сдвига непосредственно в зоне формирования поверхности изделия.
Предлагаемое техническое решение реализуется следующим образом.
Изготовленный режущий и штамповый инструмент с тщательно подготовленной поверхностью, очищенной от физических и химических загрязнений, помещали в вакуумную камеру установки ННВ 6,6-И1, реализующей метод конденсации из плазмы дугового разряда с ионной бомбардировкой (КИБ). Установка снабжена тремя испарителями, работающими одновременно.
При нанесении покрытий из нитридов и карбонитридов в камеру установки вводился соответственно азот, ацетилен и смесь азота с ацетиленом. Скорость вращения инструмента в камере установки составляла около 2,5-50 об/мин.
Технологический процесс конденсации проводился по следующим вариантам.
Вариант 1. Устанавливали два катода из циркония и один из ниобия. Напряжение смещения устанавливали не ниже 200 В. Вакуумную камеру стачивали до давления 10-5 мм рт.ст. Затем осаждали металлический слой из циркония и ниобия толщиной 0,3-2,5 мкм при давлении 10-5-10-4 мм рт.ст. и тока дуги 80-120 А. При этом толщина подслоя зависит от вида механообработки и формы рабочей поверхности инструмента. После этого в камеру установки подавался реакционный газ до давления 1-5•10-3 мм рт.ст. и осаждалось покрытие заданного химического состава толщиной 1 10 мкм.
При этом в условиях нанесения нитридных покрытий на малых скоростях вращения инструменты, прошедшие в момент остановки катод из циркония, имели покрытие золотистого цвета, а прошедшие катод из ниобия серебристого. На больших скоростях вращения инструмента в камере установки осажденное покрытие имело "соломенный" цвет. Это свидетельствовало о том, что слои нитрида циркония и нитрида ниобия диффундируют друг в друга, причем на малых скоростях вращения диффундируют не полностью.
Вариант 2. При нанесении покрытия на стальной инструмент, когда недопустима высокая температура процесса осаждения покрытия и диффузия слоев в связи с этим недостаточна, использовали два катода из сплава на основе ниобия титана с добавками алюминия, циркония, молибдена в малых количествах, а третий катод из титана. Технологический процесс осуществляли аналогично варианту N 1 при температуре инструмента до 350oC.
Затем инструмент подвергали стойкостным испытаниям.
Испытания проводились при продольном точении твердосплавными пластинками квадратной формы (03125 120408 ГОСТ 19051-80) из сплава МС 321 заготовок из никелида титана ТН 1 и пластинами квадратной формы из Р6М5К5 с задним углом α 18 при обработке труднообрабатываемого материала ЭП741НП на токарном станке модели 16К20.
Механически закрепленные твердосплавные пластины в державках обеспечивали следующие значения геометрических параметров инструмента: g -5; a 8; v = Φ1= 45; r 0,8 мм, быстрорежущих пластин γ 10, v = Φ 1 = 45, r 1,2 мм.
Испытания проводили твердосплавных пластин на следующих режимах резания: v 20 м/мин, s 0,3 мм/об, t 1мм, с использованием СОЖ сульфофрезол.
Испытания быстрорежущих пластин проводили на следующих режимах: v 5 м/мин, s 0,1мм/об, t 1мм, с использованием СОЖ сульфофрезол.
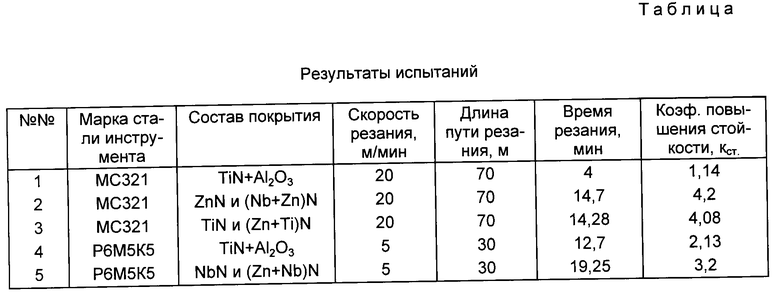
В процессе работы инструмента периодически измеряли величину износа инструмента по контактным поверхностям в зависимости от длины пути резания. Измерение износа проводили на оптическом приборе МБС-2. За критерий стойкости принимали длину пути резания до износа 0,5 мм. Коэффициент повышения стойкости определяли как отношение времени резания инструмента до износа с покрытием к времени резания инструмента без покрытия.
Результаты испытаний представлены в таблице.
Сравнительный анализ данных, приведенных в таблице, показывает, что стойкость инструмента с предлагаемым составом и конструкцией покрытия возрастает на 30 50% по сравнению с прототипом, что свидетельствует о достижении цели изобретения.
Источники информации, принятые во внимание
Верещака А.С. и Третьяков И.П. Режущие инструменты с износостойкими покрытиями. М. Машиностроение, 1986, с. 188.
Заявка Японии N 56-52110, кл. С 23 С 11108, 1981.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПОЛУЧЕНИЯ ПОКРЫТИЙ НА ИЗДЕЛИЯ ИЗ ТВЕРДЫХ СПЛАВОВ | 1992 |
|
RU2090312C1 |
| СПОСОБ ОБРАБОТКИ РЕЗАНИЕМ | 2004 |
|
RU2280538C2 |
| МНОГОСЛОЙНО-КОМПОЗИЦИОННОЕ ИЗНОСОСТОЙКОЕ ПОКРЫТИЕ | 1998 |
|
RU2198243C2 |
| МНОГОСЛОЙНОЕ КОМПОЗИЦИОННОЕ ПОКРЫТИЕ С НАНОКРИСТАЛЛИЧЕСКОЙ СТРУКТУРОЙ НА РЕЖУЩЕМ ИНСТРУМЕНТЕ И СПОСОБ ЕГО ПОЛУЧЕНИЯ | 2009 |
|
RU2413790C2 |
| Способ нанесения многослойного износостойкого покрытия на рабочую поверхность металлического изделия | 2017 |
|
RU2708726C2 |
| Многослойно-композиционное покрытие металлического изделия | 2017 |
|
RU2673687C1 |
| Многослойно-композиционное покрытие для режущего инструмента для обработки титановых сплавов в условиях прерывистого резания | 2019 |
|
RU2725467C1 |
| МНОГОСЛОЙНОЕ ИЗНОСОСТОЙКОЕ ПОКРЫТИЕ | 1991 |
|
RU2061090C1 |
| РЕЖУЩИЙ ИНСТРУМЕНТ С МНОГОСЛОЙНЫМ ПОКРЫТИЕМ | 2012 |
|
RU2478731C1 |
| СПОСОБ ПОЛУЧЕНИЯ ИЗНОСОСТОЙКОГО И ТЕРМОДИНАМИЧЕСКИ УСТОЙЧИВОГО МНОГОСЛОЙНОГО ПОКРЫТИЯ НА ОСНОВЕ ТУГОПЛАВКИХ МЕТАЛЛОВ И ИХ СОЕДИНЕНИЙ | 2010 |
|
RU2433209C1 |
Многослойное композиционное покрытие на режущий и штамповый инструмент состоит из чередующихся слоев тугоплавких соединений 4,5 или 4,6 групп Периодической системы элементов и тугоплавких соединений 4,5 или 6 групп, при этом толщина слоев составляет 1 - 10 мкм. 1 табл.
Многослойное композиционное покрытие на режущий и штамповый инструмент, состоящее из чередующихся слоев тугоплавких соединений, отличающееся тем, что один из чередующихся слоев содержит тугоплавкие соединения металлов IV, V или IV, VI групп Периодической системы элементов, а другой тугоплавкие соединения металлов IV, V, или VI групп, при этом толщина слоев составляет 1
10 мкм.
| Приспособление для разматывания лент с семенами при укладке их в почву | 1922 |
|
SU56A1 |
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
