(Л
С
| название | год | авторы | номер документа |
|---|---|---|---|
| Шатунно-поршневая группа | 1990 |
|
SU1770596A1 |
| Способ изготовления шатуна | 1990 |
|
SU1731567A1 |
| СПОСОБ СБОРКИ ДВИГАТЕЛЯ ВНУТРЕННЕГО СГОРАНИЯ | 2006 |
|
RU2318142C1 |
| Шатунно-поршневая группа | 1990 |
|
SU1749519A2 |
| КРИВОШИПНО-ШАТУННЫЙ МЕХАНИЗМ | 2003 |
|
RU2256112C2 |
| Составной коленчатый вал | 2021 |
|
RU2751470C1 |
| УПРОЧНЕННОЕ МЕТАЛЛИЧЕСКОЕ ИЗДЕЛИЕ И СПОСОБ ПОЛУЧЕНИЯ ИЗДЕЛИЙ | 1994 |
|
RU2109994C1 |
| Способ испытания на долговечность шатуна | 1988 |
|
SU1523944A1 |
| ШАТУН ДЕЗАКСИАЛЬНОГО МЕХАНИЗМА | 2010 |
|
RU2442912C1 |
| Шатунно-кривошипный узел двигателя внутреннего сгорания и способ его сборки | 1989 |
|
SU1716209A1 |
Использование: в области машиностроения при изготовлении шатуна поршневой машины, преимущественно двигателя внутреннего сгорания. Сущность изобретения: способ изготовления шатуна включает изготовление стержня с поршневой и разъемной кривошипными головками, соединение частей последней шатунными болтами, выполнение в стержне перпендикулярно его оси над кривошипной головкой сквозного отверстия и установку в последнюю подшипника. Отверстие в теле стержня выполняют в плоскости качания шатуна. В теле крышки выполняют паз, параллельный отверстию в стержне. Отверстие и паз располагают симметрично относительно центра отверстия кривошипной головки шатуна. При этом отверстие в стержне и паз в крышке могут пересекаться с отверстием кривошипной головки или разделяться с ним через перемычки, 2 з.п. ф-лы, 4 ил, 2 табл.
Изобретение относится к машиностроению и касается изготовления шатуна поршневой машины, преимущественно двигателя внутреннего сгорания.
Цель изобретения - повышение долговечности подшипникового узла и снижение металлоемкости шатуна.
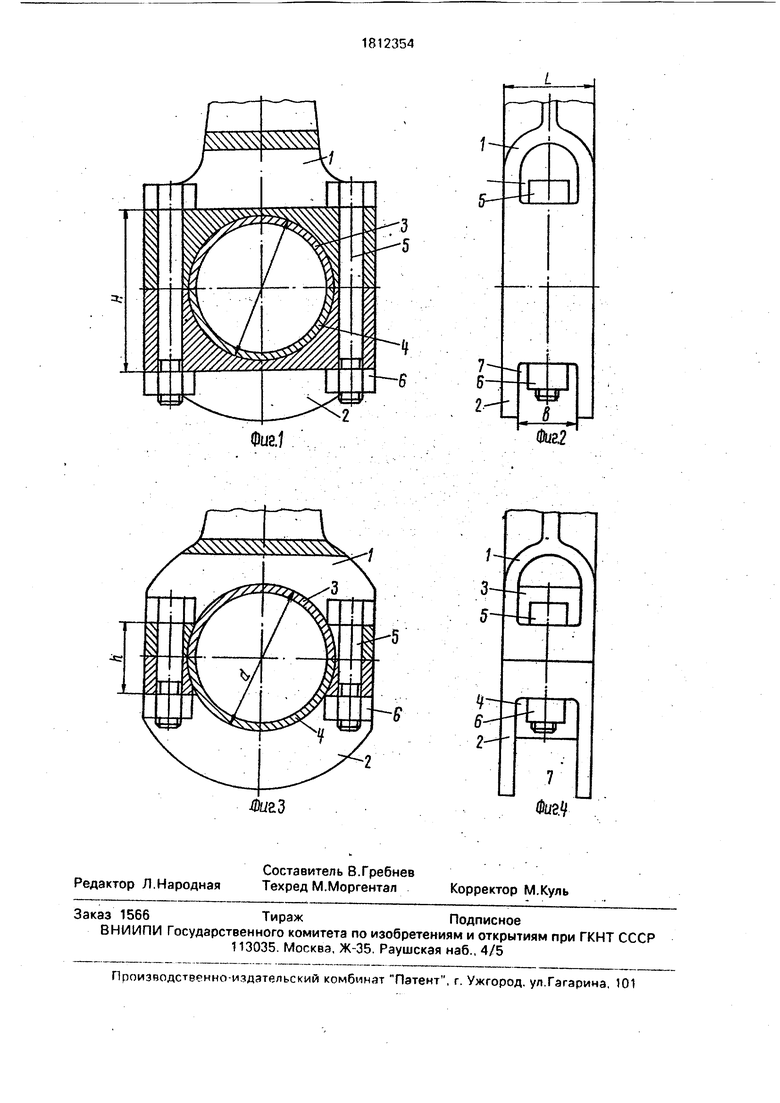
На фиг. 1 представлена кривошипная головка шатуна, изготовленного по предлагаемому способу, разрезанная по плоскости качания, в которой отверстие в стержне и паз в крышке выполнены с образованием перемычек разделяющих их с отверстием кривошипной головки; на фиг. 2 - головка, вид сбоку; на фиг. 3 - кривошипная головка шатуна, изготовленного по предлагаемому способу, разрезанная по плоскости качания, в которой отверстие в стержне и паз в крышке выполнены пересекающимися с отверстием кривошипной головки; на фиг. 4 - то же, вид сбоку.
Шатун содержит стержень 1, крышку 2, вкладыш 3, болты 5 крепления крышки 2 и гайки 6, отверстие 4 и паз 7. Обозначены: h - расстояние между ближними к центру кривошипной головки поверхностями отверстия 4 и паза 7; d - диаметр расточки кривошипной головки под вкладыши 3; в - ширина отверстия 4 и паза 7; I - ширина кривошипной головки шатуна.
Изготовленный по предлагаемому способу шатун работает следующим образом.
При восприятии усилий от действия максимальных газовых и инерционных сил, приложенных соответственно к стержню и крышке шатуна, гидродинамическое давление воздействует на тело, имеющее разную податливость по ширине по дшипника - босо
&
ю
СА) СЛ
Ј
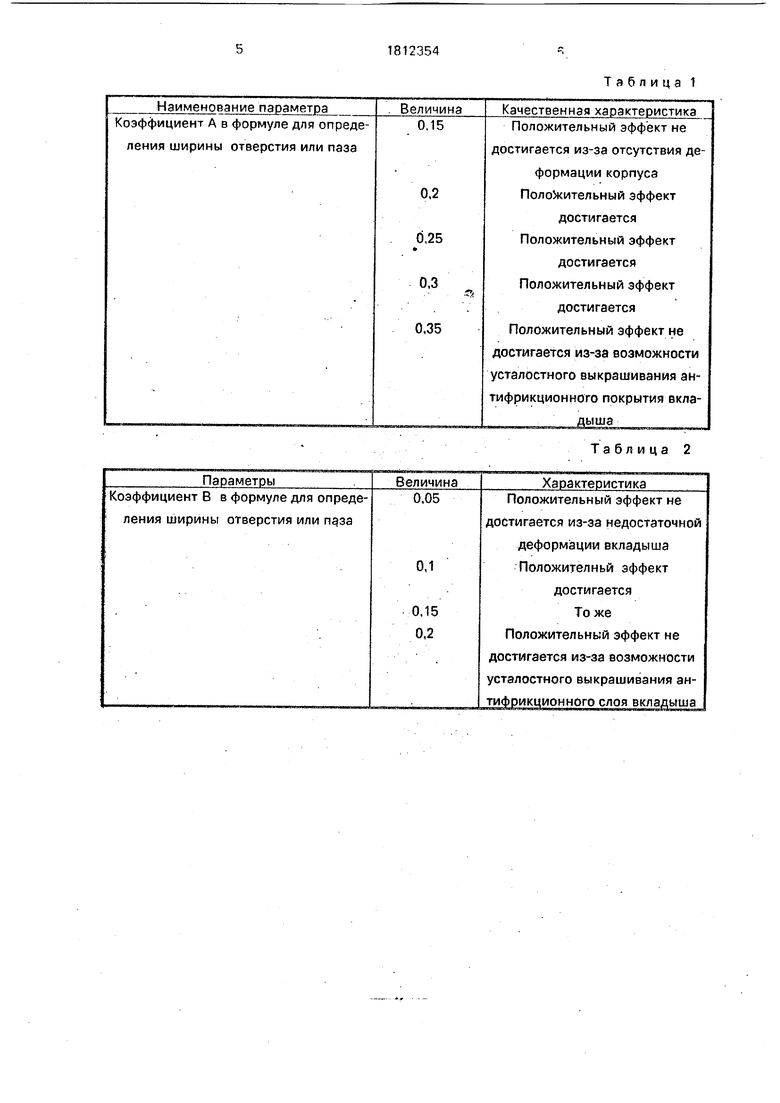
Наименование параметра
Коэффициент А в формуле для определения ширины отверстия или паза
Параметры
Коэффициент В в формуле для определения ширины отверстия или паза
Таблица 1
Величина
Качественная характеристика
.15
0,2 ,25
0,3 ,35
Положительный эффект не достигается из-за отсутствия деформации корпуса Положительный эффект
достигается Положительный эффект
достигается Положительный эффект
достигается
Положительный эффект не достигается из-за возможности усталостного выкрашивания антифрикционного покрытия вкладыша
Таблица 2
Величина
Характеристика
Положительный эффект не
достигается из-за недостаточной
деформации вкладыша
Положителньй эффект
достигается
Тоже
Положительный эффект не достигается из-за возможности усталостного выкрашивания ан- тифрикционного слоя вкладыша
| 0 |
|
SU285208A1 | |
| Способ восстановления хромовой кислоты, в частности для получения хромовых квасцов | 1921 |
|
SU7A1 |
