Изобретение относится к технологии производства печатных плат, точнее к измерительным устройствам для контроля величины сопротивления слоя металлизации в отверстии, в том числе и к устройствам для испытания устойчивости металлизированных отверстий к кратковременной токовой нагрузке.
Цель изобретения - повышение досто- .верности контроля, технологичности изго- тбвления и упрощение конструкции.
Совокупность признаков, отличающих
.- исполнение токовых зондов: металлическая
втулка с диэлектрической втулкой на конце;
размещение внутри втулки вокруг потенци ального зонда, расположенного в диаметральной плоскости втулки, набора упругих металлических проволочек с плоскими торцами с обеих сторон с возможностью упругого осевого перемещения, так что нерабочие торцы проволочек упираются в эластичную шайбу, а рабочие торцы выступают примерно на 0,8-1,5 мм относительно торца диэлектрической втулки - способствует до- : стижению целей изобретения, так как нет необходимости выполнять прорезь в каждом токовом зонде, а также позволяет за счет металлического кольца вокруг каждого металлизированного отверстия и проводника, примыкающего к нему, увеличить площадь контактирования как за счет большей площади контакта, так и возможности сме00
ю
О N GO
щения проволочек одной относительно другой в случае шероховатой поверхности металлического кольца. Эта особенность конструкции позволяет как измерить величину сопротивления 4-зондовым методом, так и подвергнуть слой металлизации в отверстии кратковременной токовой нагрузке при схемно разомкнутых потенциальных зондах, что также обеспечивает расширение функциональных возможностей и повышает достоверность измерения за счет более равномерной плотности измерительного тока по всему сечению слоя металлизации в отверстии.
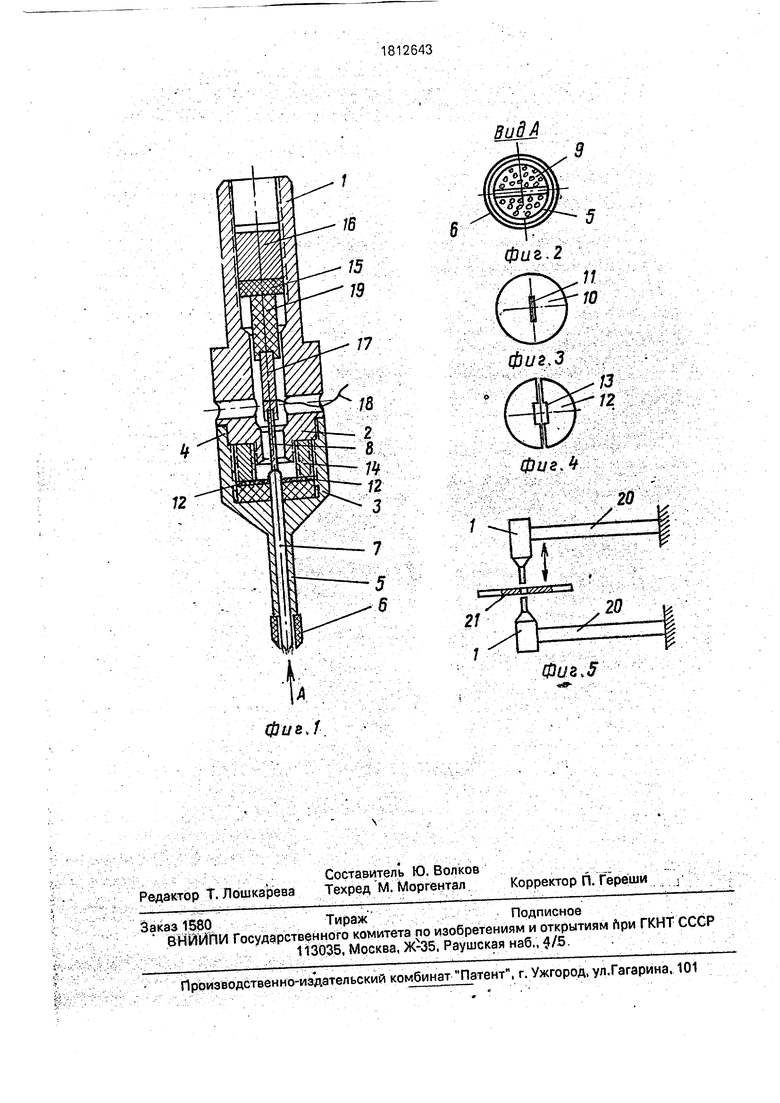
На фиг. Т изображено продольное сечение контактного зонда; на фиг. 2 - вид на торец токового зонда; на фиг. 3 - эластичная шайба; на фиг. 4 - С-образные полудиски; на фиг. 5 - расположение двух зондов в контактном устройстве.
Каждый контактный зонд содержит металлический корпус 1, на резьбовой выступ 2 которого навинчен металлический токовый зонд 3, верхней частью сцентрирбван- ный посредством проточек 4. Нижняя часть токового зонда 3 выполнена в виде тонкостенной металлической втулки 5 диаметром 2-2,5 мм, снабжённой диэлектрической втулкой 6, нижняя часть которой на 0,2-0,3 мм выступает относительно торца втулки 5. В полости втулки 5 диаметрально расположён потенциальный зонд 7 в виде пластины из нержавеющей стали толщиной 0,1-0,14 мм, рабочая часть которой заострена под углом, например, 130°, и выступает на 1-1,5 мм из втулки 5. На потенциальный зонд со всех сторон, кроме торца рабочей части и примерно 1,5 мм в верхней части, где к нему припаян контактный штырь 8 (медная трубка 1 мм), нанесен слойтемпературостойкой изоляции толщиной 20-50 мкм, которая обеспечивает его электрическую развязку от токового зонда 3.
В оставшихся полостях втулки 5 с обеих сторон потенциального зонда 7 и параллельно ему размещено 20-30 металлических проволочек 9 диаметром 0,1-0,2 мм. Они набиваются до такой степени, чтобы не выпадали. Со стороны диэлектрической втулки 6 торцы всех проволочек 9 и вершина потенциального зонда 7 совпадают и должны выступать в нерабочем состоянии на 1- 1,5 мм от торца диэлектрической втулки 6. Отметим, что торцы металлических прово- ло.чек 9 предварительно обрабатываются так, чтобы они были перпендикулярны оси каждой проволочки, а длина устанавливаемых проволочек выдерживалась бы с точностью 0,03-0,05 мм.
Верхняя часть каждой проволочки 9 на выходе из верхнего отверстия втулки б упирается в эластичную шайбу 10, а потенциальный зонд 7 проходит через узкую щель 11, расположенную по ее центру.
Для обеспечения одинаковых условий . для упора металлических проволочек эластичная шайба 10 прижата двумя фигурными С-образнымй полудисками 12, которые в прижатом состоянии имеют щель 13 для прохода потенциального зонда 7. Поджатие полудисков 12 осуществляется предварительно ввинченной в токовый зонд 3 гайкой
.14,, :.. . : . ; ; . .- .
Эластичное поджатие потенциального зонда 7 осуществляется за счет упора резиновой прокладки 15 в винт 16 и последовательно расположенных с упором друг в друга контактного штыря 8, стержня 17 с
токоотводом диэлектрической вставки
19. . -.. : ,: . :. . --.. ; .
Как и в прототипе, два контактных зонда располагаются соосно навстречу диэлект-. рическиМи втулками друг к другу (см. фиг. 5),
причем потенциальные зонды желательно располагать под 90° один Относительно другого. Такое размещение контактных зондов может быть конструктивно выполнено посредством двух кронштейнов 20, снабженных средством (не показано) для приближения их друг к другу с некоторым усилием. v J
При работе плата 21 с металлизирован- . ными отверстиями размещается между контактными зондами, проверяемое отверстие (не показано) визуально центрируется между зондами, и они упруго сжимаются с обеих сторон к металлическому кольцу вокруг от- .верстия..
При этом потенциальные .зонды 7 вместе с металлическими проволочками 9 утапливаются в эластичные шайбы 10 И осуществляется одновременный контакт потенциальных зондов с обеих сторон металлизированного отверстия, а часть проволочек 9 - с металлическим кольцом вокруг отверстия.
Необходимость в выступающей диэлектрической втулке 6 обусловлена тем, что она
устраняет непосредственный контакт торца металлической втулки 5 к подходящему к металлизированному отверстию печатному проводнику и тем самым повышает равномерность подачи тока к металлмзированному отверстию и, как следствие, достоверность измерения.
Измерительный или испытательный, ток посредством любого конструктивного элемента, например разрезной втулки (не показана), поступает на корпус 1 и через
металлические проволочки 9 на кольцо вокруг металлизированного отверстия, проходит через него и обратным путем выходит из другого контактного зонда.
Падение напряжения снимается парой токоотводов 18. При кратковременном токовом воздействии потенциальные зонды 7 должны быть разомкнуты, а испытательный ток большой величины, как было проверено на опытных образцах, без нагрева рабочей части токового зонда проходит через слой металлизации в отверстии.
Технико-экономические преимущества предлагаемой конструкции контактнь/х зондов состоят в том, что: конструкция проста и технологична в изготовлений; позволяет пропускать десятки ампер; одна и та же пара згрндов может быть сконструирована и использрва.н а для плат толщиной 0,2-2,0 мм и диаметромi- pfбёрстйй 0,4-2,0 мм, что перекрывает веЬь диапазон практически используемых пдат; при соответствующем измерителе еёлйчйнь сопротивления, способного измерять сопротивление плате невытравленной металлизацией с обеих сторон, что важно для контроля техпроцес- са; повышает достоверность проведения испытаний на кратковременное воздействие в связи и тем, что предварительное измерение величины сопротивления, токовое испытание и последующее измерение выполняются за однократный прижим контактных зондов к плате. (Обычно используются два вида контактных зондов: один для измерения, а другой для подачи испытательного тока).
. . .
Формула изобретения
Контактные зонды для контроля слоя металлизации в отверстии печатной платы, каждый из которых содержит корпус с
размещенными в нем и раздельно подпружиненными узлами прижима и изолированными друг от друга токовыми и плоским потенциальным зондами, причем контактные зонды расположены соосно,зеркально
и с зазором между собой, отличающиеся тем, что, с целью повышения достоверности контроля, технологичности изготовления и упрощения конструкции, каждый токовый зонд выполнен в виде тонкостенной втулки с диэлектрической втулкой на конце и набора металлических проволочек, расположённых во втулке симметрично с обеих сторон потенциального зонда с выступающими из диэлектрической втулки рабочими концами, противоположные концы металлических проволочек размещены с возможностью упора в узел прижима потенциального зонда, выполненного в виде эластичной шайбы с прорезью в центре, в
которой размещен потенциальный зонд,и двух полудисков С-образной формы, охватывающих потенциальный зонд.
шШ
| название | год | авторы | номер документа |
|---|---|---|---|
| Контактное устройство струнного типа | 1988 |
|
SU1596495A1 |
| Контактная головка для контроля металлизированных отверстий печатных плат | 1980 |
|
SU890570A1 |
| Устройство для косвенных измерений толщины | 1979 |
|
SU890064A2 |
| ЭЛЕМЕНТ ФАЗИРОВАННОЙ АНТЕННОЙ РЕШЕТКИ | 2015 |
|
RU2592054C1 |
| ВИХРЕТОКОВЫЙ ДАТЧИК ДЛЯ НЕРАЗРУШАЮЩЕГО КОНТРОЛЯ МЕТАЛЛИЗАЦИИ ОТВЕРСТИЙ И ТРУБОК И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 1993 |
|
RU2040788C1 |
| Способ изготовления эластичной прокладки из фольгированного диэлектрика с монослоями алмаза для контактирующих устройств СВЧ-диапазона | 2023 |
|
RU2808223C1 |
| Способ сборки кристаллов МФПУ | 2016 |
|
RU2619362C1 |
| СПОСОБ МЕТАЛЛИЗАЦИИ ПЛОСКИХ МАТЕРИАЛОВ | 2011 |
|
RU2479681C2 |
| ВАРИКАП | 2006 |
|
RU2320050C1 |
| Контрольный образец | 1984 |
|
SU1359658A1 |
Сущность изобретения: контактные зонды для контроля слоя металлизации в отверстии- печатной платы, каждый из которых содержит корпус с размещенными в нем и раздельно подпружиненными узлами прижима и изолированными друг от друга токовыми и плоским потенциальным зондами, причем каждый токовый зонд выполнен в виде тонкостенной втулки с диэлектрической втулкой на конце и набора металлических проволочек, расположенных во втулке симметрично с обеих сторон потенциального зонда с выступающими из диэлектрической втулки рабочими концами, противоположные концы металлических проволочек размещены с возможностью упора в узел прижима потенциального зонда, выполненного в виде эластичной шайбы, с прорезью в центре, в которой размещен потенциальный зонд и двух полудисков С- образной формы, охватывающих потенциальный зонд. ел с
| Медведев A.M | |||
| Надежность и контроль качества печатного монтажа | |||
| М.: Радио и связь, 1986, с.85-89 | |||
| Медведев A.M | |||
| Надежность и контроль качества печатного монтажа | |||
| М., Радио и связь, 1986, с.88, рис | |||
| Переносная печь для варки пищи и отопления в окопах, походных помещениях и т.п. | 1921 |
|
SU3A1 |
| Видоизменение прибора для получения стереоскопических впечатлений от двух изображений различного масштаба | 1919 |
|
SU54A1 |
