Изобретение относится к контрольно-измерительной технике и может быть использовано для калибровки устройств контроля толщины металлизации в отверстиях печатных плат, работающих по четырехзондовому методу измерения величины ее электрического сопротивления.
Цель изобретения - повышение точности калибровки за счет включения в цепь контроля контактных зондов и обеспечения равномерного распределе- ,ния тока в элементе сопротивления контрольного образца.
На чертеже представлена принципиальная схема контрольного образца.
Контрольный образец для калибров- ки устройств контроля толщины металлизации в отверстиях печатных плат содержит выполненное из диэлектрического материала основание 1 со сквоным отверстием 2, в котором размещен элемент сопротивления, выполненный в виде слоя металла, нанесенного на внутреннюю поверхность сквозного отверстия 2. К верхней и нижней торцовым кромкам слоя металла через равны угловые интервалы подключены одними концами выполненные в виде проводников 3 токоподводы, другими концами проводники 3 через резисторы 4 одинаковой величины подключены к токовым клеммам 5, выполненным в виде двух замкнутых кольцевых проводников.
25 разца, зависящего от конструктивных особенностей применяемых контактных зондов). Уравнивают эти показания с предыдущими показаниями путем изменения величины тока калибруемого уст ройства Ш1И определяют поправочный коэффициент, равный отношению указанных показаний. В последнем случае показания, получаемые при контроле толщины металлизации в отверстиях реальных печатных плат, умножают на поправочный коэффициент.Введение поправочного коэффициента позволяет повысить точность измерений. Формула изобретения
Контрольный образец для калибровки устройств контроля толщины металлизации в отверстиях печатных плат, содержащий основание, размещенный на нем элемент сопротивления, токоподводы и токовые клеммы, о т л и ч а ю
40
На чертеже представлено девять пар проводников 3, при увеличении числа которых обеспечивается более высокая равномерность распределения тока. К клеммам 5 в процессе контроля периодически подключается источник (не показан) стабилизированного тока. Толщина диэлектрического основания
и диаметр сквозного отверстия 2 выби- 45 щ и и. с я тем, что, с целью повы- раются в пределах наиболее часто шения точности калибровки, основание встречающихся толщин печатных плат (1,5-2 мм) и диаметров сквозных металлизированных отверстий в них (0,8- 1,2 мм).50
Контрольный образец используется при калибровке устройств контроля толщины металлизации в отверстиях печатных плат следующим образом.
Источник стабилизированного тока 55 калибруемого устройства контроля тол- EijiHH отключают от контактных зондов этого устройства (не показано) и подключают к клеммам 5. В связи с
выполнено диэлектрическим со сквозным отверстием в нем, элемент сопротивления выполнен в виде слоя металла, нанесенного на внутреннюю поверх ность сквозного отверстия, а токопод воды выполнены в виде проводников, которые подключены одними концами к торцовым кромкам слоя металла через равные угловые интервалы, а другими концами они подключены через резисторы одинаковой величины к токовым клеммам, выполненным в виде замкнутых кольцевых проводников.
тем, что подвод тока к элементу сопротивления производится по большому количеству пар.проводников 3 через резисторы 4 одинаковой величины,распределение тока в элементе сопротивления будет практически равномерным. Далее в соприкосновение с контрольным образцом приводятся контактные зонды, как и при контроле толщины слоя металлизации в отверстиях реаль- ньпг печатных плат, и фиксируют пока- зания калибруемого устройства (величину электрического сопротивления металлизации при равномерном распределении тока в элементе сопротивления контрольного образца). Затем переключают источник стабилизированного тока в исходное положение и вновь
фиксируют показания калибруемого устройства (теперь уже величину элект- рического сопротивления слоя металлизации при распределении тока в менте сопротивления контрольного образца, зависящего от конструктивных особенностей применяемых контактных зондов). Уравнивают эти показания с предыдущими показаниями путем изменения величины тока калибруемого устройства Ш1И определяют поправочный коэффициент, равный отношению указанных показаний. В последнем случае показания, получаемые при контроле толщины металлизации в отверстиях реальных печатных плат, умножают на поправочный коэффициент.Введение поправочного коэффициента поз, воляет повысить точность измерений. Формула изобретения.
Контрольный образец для калибровки устройств контроля толщины металлизации в отверстиях печатных плат, содержащий основание, размещенный на нем элемент сопротивления, токоподводы и токовые клеммы, о т л и ч а ю
щ и и. с я тем, что, с целью повы- шения точности калибровки, основание
щ и и. с я тем, что, с целью повы- шения точности калибровки, основание
выполнено диэлектрическим со сквозным отверстием в нем, элемент сопротивления выполнен в виде слоя металла, нанесенного на внутреннюю поверхность сквозного отверстия, а токоподводы выполнены в виде проводников, которые подключены одними концами к торцовым кромкам слоя металла через равные угловые интервалы, а другими концами они подключены через резисторы одинаковой величины к токовым клеммам, выполненным в виде замкнутых кольцевых проводников.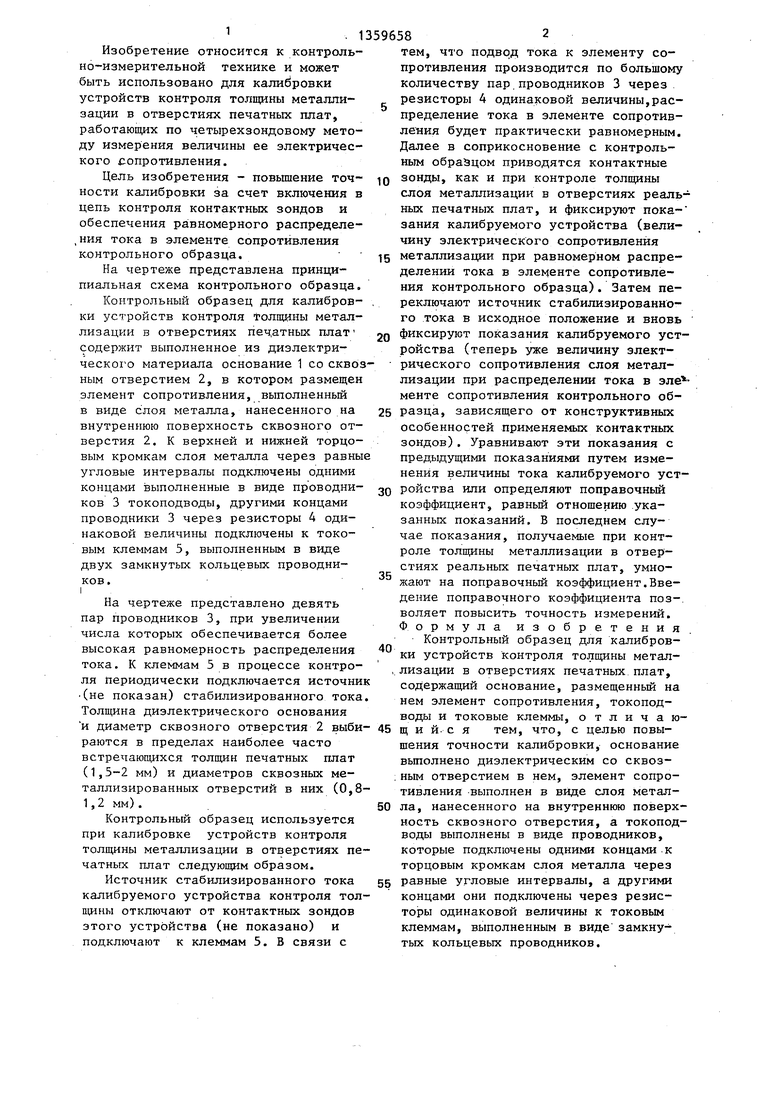
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для косвенных измерений | 1977 |
|
SU731275A1 |
| Устройство для косвенных измерений | 1978 |
|
SU872946A2 |
| Устройство для измерения сопротивления металлизации в сквозных отверстиях печатных плат | 1983 |
|
SU1120499A1 |
| Устройство для косвенных измерений толщины | 1979 |
|
SU890064A2 |
| Контактные зонды для контроля слоя металлизации в отверстии печатной платы | 1990 |
|
SU1812643A1 |
| КОНТРОЛЬНЫЙ ОБРАЗЕЦ ТОЛЩИНЫ СЛОЯ МЕТАЛЛИЗАЦИИ В ОТВЕРСТИЯХ ПЕЧАТНЫХ ПЛАТ | 1991 |
|
RU2044262C1 |
| Способ неразрушающего контроля соединений электрических цепей печатных плат | 1989 |
|
SU1723679A1 |
| Устройство для контроля печатных плат | 1987 |
|
SU1510112A1 |
| Устройство для контроля качестваМЕТАллизАции СКВОзНыХ ОТВЕРСТийпЕчАТНыХ плАТ | 1979 |
|
SU853509A1 |
| СИЛЬНОТОЧНАЯ МНОГОСЛОЙНАЯ ПЕЧАТНАЯ ПЛАТА, СОДЕРЖАЩАЯ СЛАБОТОЧНЫЕ ЦЕПИ УПРАВЛЕНИЯ | 2015 |
|
RU2630680C2 |
Изобретение относится к контрольно-измерительной технике и позволяет повысить точность калибровки устройств контроля толщины металлизации в отверстиях печатных плат, работающих по четырехзондовому методу измерения величины ее электрического сопротивления. Контрольный образец содержит диэлектрическое основание 1 со сквозным отверстием .2, в котором размещен элемент сопротивления, вьшолненный в виде слоя металла, нанесенного на внутреннюю поверхность этого отверстия. К верхней и нижней торцовым кромкам слоя металла через равные угловые интервалы подключены проводники 3, которые другим концом через резисторы 4 равной величины подключены к клеммам 5, выполненным в виде двух замкнутых кольцевых проводников. К клеммам 5 в процессе контроля периодически подключается источник стабилизированного тока калибруемого устройства. Полученные значения сопротивления слоя металлизации контрольного образца, в котором обеспечивается равномерное распределение тока, сравниваются с результатами обмеров калибруемого устройства, после чего вычисляется поправочный коэффициент, учитываемый при контроле реальных печатных плат. Это позволяет исключить погрешности, обусловленные особенностями конструктивного выполнения контактных зондов калибруемых устройств контроля толщины металлизации. 1 ил. (Л
| КОЛПАЧЕК ДЛЯ ПАРОПЕРЕГРЕВАТЕЛЬНЫХ ЭЛЕМЕНТОВ | 1923 |
|
SU634A1 |
| Очаг для массовой варки пищи, выпечки хлеба и кипячения воды | 1921 |
|
SU4A1 |
