Изобретение относится к способу формования углеродистых блоков многоосевым уплотнением, в частности, анодов, предназначенных для производства алюминия электролизом по способу Холла-Геру, для его осуществления. .- .- . . . .
В настоящее время углеродистые блоки, например, аноды, применяемые для производства алюминия, получают требованием прессованием,виброуплотнением для вибропрессования углеродистой массы, состоящей из конгломерата кокса и (или антрацита) в измельченном состоянии и смолы.
Эти четыре способа исходят из одного и того же принципа: углеродистую массу вводят при температуре порядка 120-140 С в недеформирующуюся (так называемую . одометрическую) форму и подвергают ее вертикальному напряжению или последовательности напряжений.
Приложение напряжения, называемого : нагрузкой может быть единственным: это имеет место при прессовании, и многократным: два или три последовательных прессования в некоторых случаях и до нескольких сотен раз при виброуплотнении,
Уровень нагрузок, применяемых в различных случаях, различен, например, 28 МПа в прессе с одним циклов, 2 х двумя циклами, 0.5-2,5 МПа в Ъиброуплотнителе. Но во всех случаях уровень уплотнения ог-. раничен или содержанием смолы, когда достигается насыщение смолой межзерен ного пространства конгломерата кокса, или при содержании смолы, меньшем насыщения, тем, что зерна кокса вступают в контакт друг с другом и более не могут приблизиться друг к другу. Следовательно, при одноосевом уплотнении, т,е. при нагрузке, приложенной в одном направлении, имеется физический
00
шА
оэ
ю
СА
предел, не позволяющий выходить за рамки определенной объемной плотности уплотненного материала.
Изобретение относится к способу многоосевого уплотнения, который заключается в последовательном приложении к уплотняемому материалу нагрузок в различных направлениях, так чтобы вызвать последовательные изменения положения зерен конгломерата, результатом чего является полное заполнение пространства, допускаемое формой зерен, составляющих конгломерат, и содержанием связующего вещества, и к устройству для его осуществления.. .
Более точно первым предметом изобре-. тения является способ формования многоосевым уплотнением углеродистых блоков, состоящих из углеродистой массы на основе углеродистого конгломерата, например, кокса, антрацита, графита, коксуемого органического связующего, например, смолы и добавок, отличающийся тем, что углеродистую массу вводят в форму, некоторые стенки которой могут реверсивно перемещаться относительно их первоначального положен ния, и последовательно прилегают к указанной массе по меньшей мере одну нагрузку оь по оси An, затем по меньшей мере одну нагрузку оь -I-1 по оси Ап-м, не совпадающей с осью An, затем по меньшей мере одну нагрузку 7П +2 по оси Ап+2. не совпадающей с осью An+i и так далее, повторяя, при этом каждая нагрузка о прилагается после по меньшей мере частичного снятия нагрузки 7(к1).
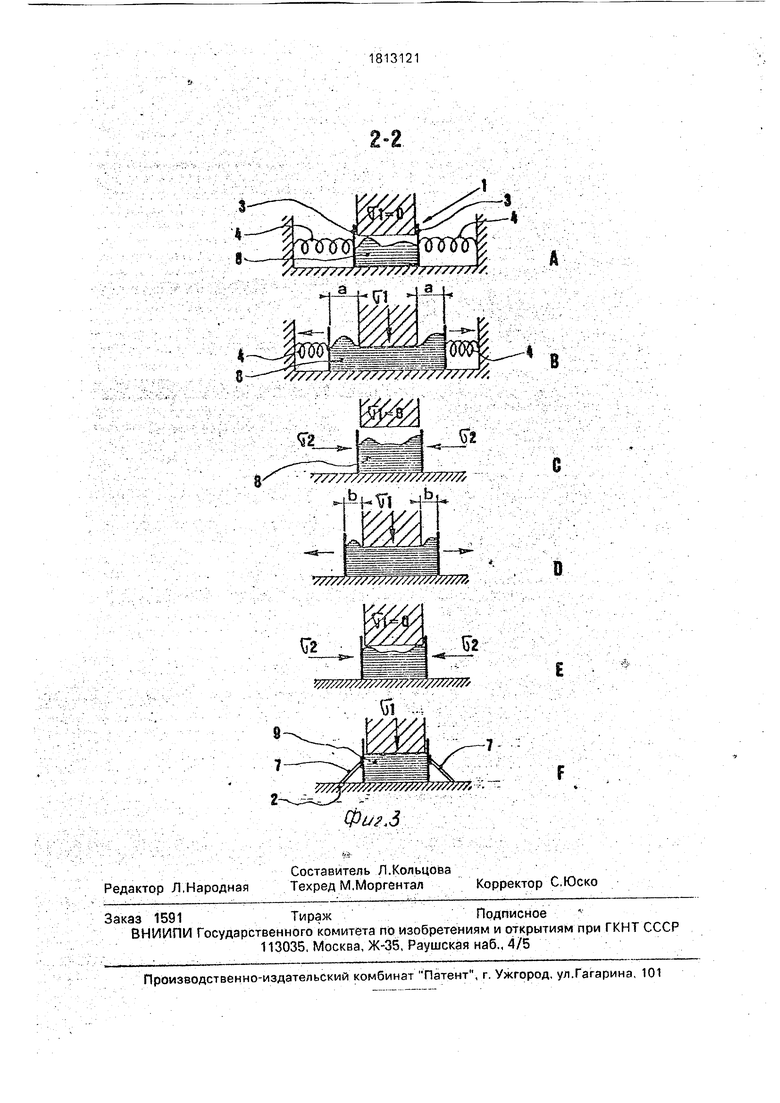
На фиг. 1 изображено движение сближения зерен конгломерата, разбросанных в связующем под действием первой нагрузки (например, вертикальной) о, затем второй нагрузки 2, например, горизонтальной (перпендикулярной O2J: на фиг.2 - двухосевое уплотнение согласно изобретению; на фйг.З- этапы двухосевого уплотнения с различной амплитудой согласно изобретению. Для ясности чертежа амплитуда перемещения боковых стенок также изображена преувеличенной.
Согласно изобретению уплотняемый блок размещают в форйе пресса, причем, параллелепипедной формы 1, имеющей не- подвижноедно 5, две боковые жесткие противоположные и неподвижные стенки (не видны на разрезе ,фиг2) и две другие боковые стенки 3. подвижные относительно уплотняемого блока, под действием домкратов или пружин 4, Во время загрузки эти упругие средства 4 контролируют и ограничивают расхождение боковых подвижных
стенок и после снятия первой нагрузки 0ч они оказывают обратное воздействие, которое стремится вернуть стенки в первоначальное положение. Эти средства 4
производят также нагрузки «2 . когда нагрузка (7i уменьшена или снята.
Повторное изменение положения зерен кокса 5, покрытых связующим 6. схематически изображено на фиг.2А, 2В, 2С.
В первом варианте осуществления изобретения уплотнение двухосевое и включает в себя первые нагрузки GI, затем вторые нагрузки О2 в последовательности на две противоположные стенки 3 формы.
Первая нагрузка 1 может быть, например, вертикальной, но ничто не препятствует тому, чтобы расположить поршень пресса горизонтально.
Во втором варианте осуществления изобретения уплотнение трехосевое и включает в себя, например, последовательность вертикальных, затем боковых нагрузок на две противоположные стенки, затем боковых нагрузок на две другие стенки, затем снова вертикальных нагрузок или в варианте вертикальных, боковых нагрузок на две противоположные стенки, вертикальных, боковых нагрузок на две другие стенки, снова вертикальных и т.д. 1/1 в данном случае поршень пресса может перемещаться в направлении, отличающемся от вертикального, что не выходит за рамки изобретения, он может быть расположен горизонтально.
На практике критерием выбора одного или другого из этих вариантов будет природа материала и сложность промышленной
аппаратуры, способной осуществлять эти последовательные операции.
Вначале уровень уплотнения углероди- стой массы, введенной в форму, незначителен: следовательно, можно регулировать
:.: опускание поршня и перемещение боковых
..::.: стенок с относительно большой амплитудой (а) для обеспечения эффективного перемешивания заготовки 8 углеродистого блока (фиг,2А,ЗВ). Затем постепенно уменьшают эту амплитуду (Ь) (фиг.ЗС, ЗД). По меньшей мере для последовательного цикла боковые
стенки должны быть полностью блокированы Съемным средством, изображенным символически элементом 7 (фиг.ЗЕ, ЗГ), так, чтобы придать углеродистому блоку точные окончательные размеры 9. .
0
5
0
5
Плотность в сухом состоянии (DS) определяется отношением:
DS DA (100% смола) 100
DA - объемная плотность сырой углеродистой массы, какой ее замеряют и % смолы содержание смолы в весовых процентах в сырой массе.
Выигрыш очень показателен и соответствует значительному улучшению качества анодов.
Многоосевое уплотнение позволяет работать с меньшими нагрузками (при равном числе анодов) по сравнению с обычными способами, что позволяет изготовить аноды больших размеров данным прессом, просто заменяя форму.
Многоосевое уплотнение позволяет уменьшить анизотропию прессованных анодов. В частности, отмечено, что удельное сопротивление обожженных анодов обычно больше в направлении прессования, чем удельное сопротивление в направлении, перпендикулярном направлению прессования, и стремиться выравниваться в двух направлениях,
. Наконец, многоосевое уплотнение увеличивает степень уплотнения анода, следовательно, срок его службы в электролизной ванне, что уменьшает частоту смены анода.
0
5
0
-2
которая, как известно нарушает тепловое равновесие ванны.
Формула изобретения
Способ формования угольных блоков уплотнением, включающий введение углеродистой массы на основе углеродсодержа- щего наполнителя и коксующегося органического связующего в пресс-форму и ее уплотнение по трем взаимно перпендикулярным осям Ап, An-и. АП42 последовательными нагрузками он, оь+ 1. oh +2. прикладываемыми путем перемещения стенок пресс-формы и поршнем пресса, отличающийся тем. что, с целью повышения качества углеродных блоков, каждую нагрузку оь . оь +1, оь +2. прикладывают после частичного снятия предыдущей нагрузки, а амплитуду каждого перемещения стенок по осям Ап, Ап+1, Ап+2 уменьшают в ходе последовательных циклов уплотнения и доводят до нуля при достижении угольным блоком заданных размеров.
W777 7 /7w77//77/7,

Использование: производство угольных электродов, применяемых для электролитического получения алюминия. Сущность: углеродистую массу помещают в пресс-форму и уплотняют по трем взаимно перпендикулярным осям An, An+l, An+2 последовательными нагрузками crn ,(7n-И . 0h+2 прикладываемыми путем перемещения стенок пресс-формы и поршнем пресса, причем каждая нагрузка прикладывается после частичного снятия предыдущей нагрузки, а амплитуда каждого перемещения стенок по осям An, Ап+1, Ап+2 уменьшается в ходе последовательных циклов уплотнения и обращается в ноль при достижении угольным блоком указанных размеров. 3 ил. ;
ffiW7 W77Z 7/ //// /////7ff/
.::V- -ffii:: ;V-.-v.
| Колодин ЭХ, Свердлин В.А., Свобода Р.В | |||
| Производство обожженных анодов алюминиевых электролизеров | |||
| М.: Металлургия,1980,с.58-64.: |
