Изобретение относится к металлообработке, в частности к технологии обработки открытых пазов в тонхих стенках корпусных деталей на станках с числовым программным управлением,
Цель изобретения - повышение стойкости фрезы за счет улучшения условий срезания перемычки.
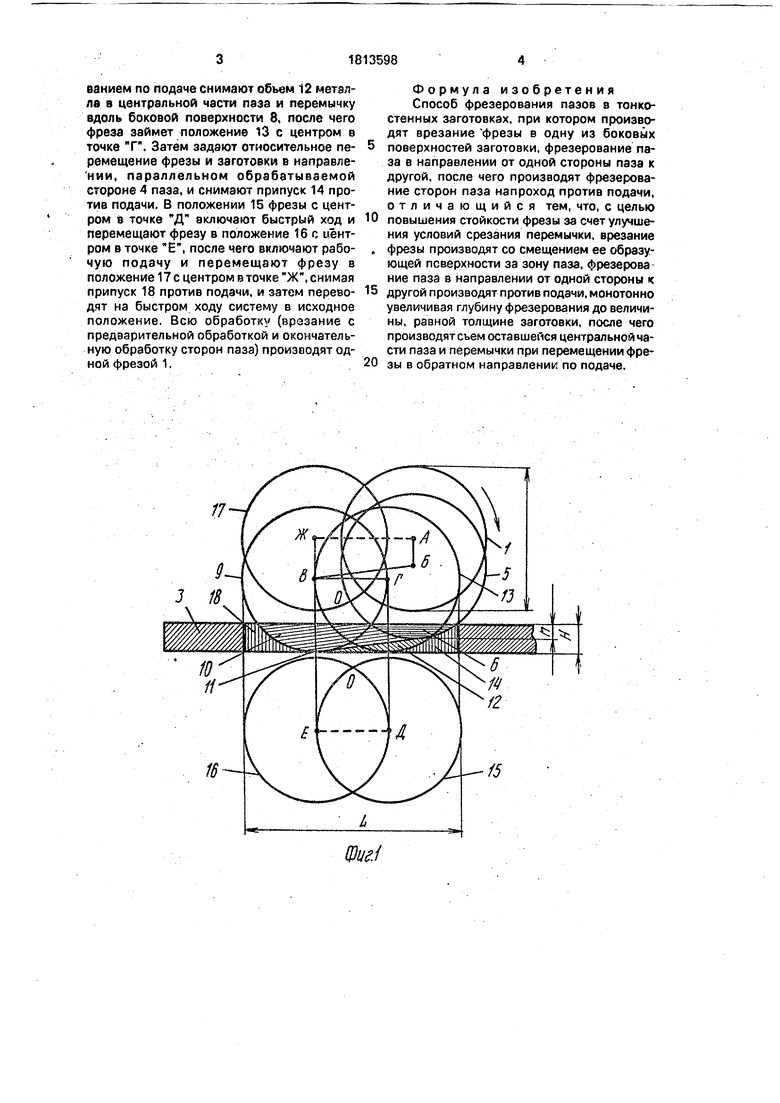
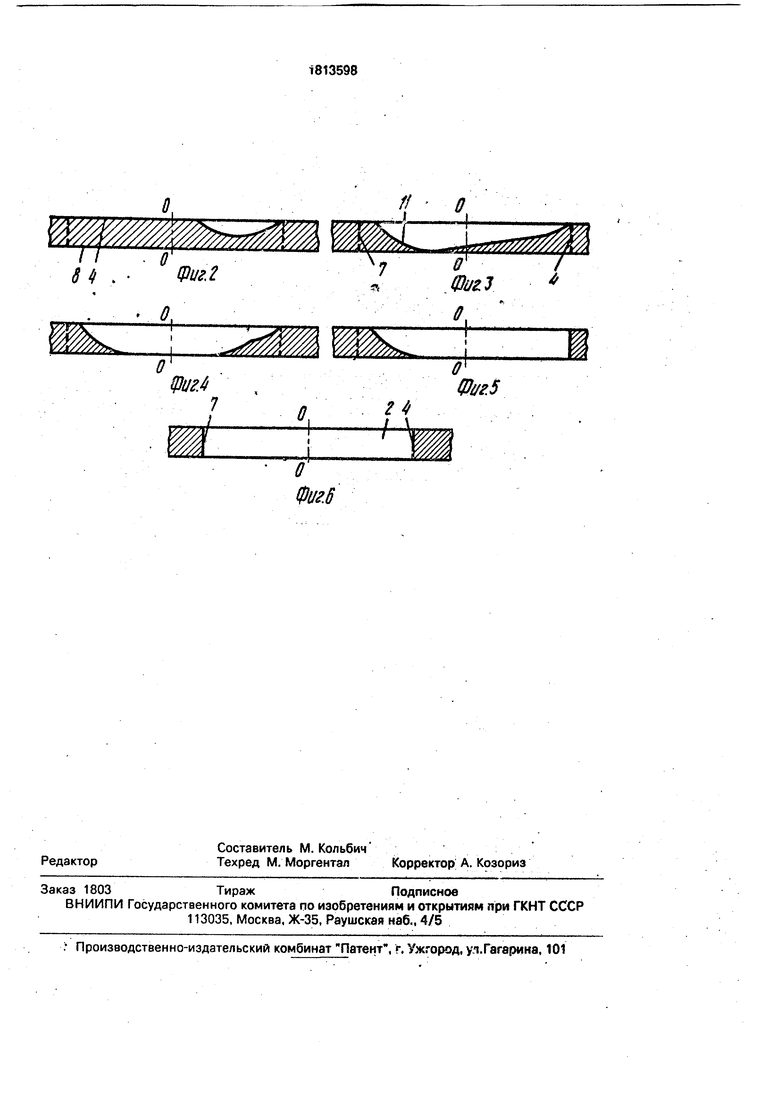
На фиг. 1 приведена схема фрезерования; на фиг. 2 - заготовка после врезания; на фиг, 3 - то же, после фрезерования до разрыва стенки; на фиг. 4 - то же, после фрезерования по подаче; на фиг. 5 - паз с одной фрезерованной поверхностью; на фиг. 6 - заготовка после окончательной обработки паза.
Способ осуществляют следующим образом,
Концевую фрезу 1 диаметром d, равным 2/3 ширины L паза 2 заг.отовки 3, из исходного положения с центром в точке А подводят к боковой поверхности 4 заготовки и врезаются в нее на глубину h со смещением ее от оси симметрии 0-0 паза. После того как фреза займет положение 5° с центром в точке Б и выберет объем 6 металла, меняют направление относительного перемещения заготовки 3 и фрезы 1, при этом фрезерование производят против подачи со стороны врезания в направлении к противоположной стороне 7 паза и противоположной врезанию боковой поверхности 8 с монотонно увеличивающейся глубиной фрезерования до величины, равной толщине Н стенки заготовки, которая достигается, когда фреза займет положение 9 с центром в точке В и выберет объем 10 металла. В этот момент произойдет разрыв перемычки в точке 11 заготовки 3, После этого меняют направление подачи на обратное и фрезероО
04 СЛ Ч 00
ванием по подаче снимают объем 12 металле а центральной части паза и перемычку вдоль боковой поверхности 8, после чего фреза займет положение 13 с центром в точке Г. Затем задают относительное пе- ремещение фрезы и заготовки в направлении, параллельном обрабатываемой стороне 4 паза, и снимают припуск 14 против подачи. В положении 15 фрезы с центром в точке Д включают быстрый ход и перемещают фрезу в положение 16с центром в точке Б, после чего включают рабо- чую подачу и перемещают фрезу в положение 17с центром в точке Ж, снимая припуск 18 против подачи, и затем перево- дят на быстром ходу систему в исходное положение. Всю обработку (вразание с предварительной обработкой и окончательную обработку сторон паза) производят одной фрезой 1.
Формула изобретения Способ фрезерования пазов в тонкостенных заготовках, при котором производят врезание фрезы в одну из боковых поверхностей заготовки, фрезерование паза в направлении от одной стороны паза к другой, после чего производят фрезерование сторон паза напроход против подачи, отличающийся тем, что, с целью повышения стойкости фрезы за счет улучшения условий срезания перемычки, врезание фрезы производят со смещением ее образующей поверхности за зону паза, фрезерова ние паза в направлении от одной стороны к другой производят против подачи, монотонно увеличивая глубину фрезерования до величины, равной толщине заготовки, после чего производят съем оставшейся центральной части паза и перемычки при перемещении фрезы в обратном направление по подаче.
фиг.4
24
(Dt/t.5
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ФРЕЗЕРОВАНИЯ ПАЗОВ В ТОНКОСТЕННЫХ ДЕТАЛЯХ | 2016 |
|
RU2645827C2 |
| Способ фрезерования пазов в тонкостенных деталях | 2020 |
|
RU2740068C1 |
| Способ фрезерования пазов в тонких стенках заготовок | 1988 |
|
SU1540957A1 |
| Способ обработки узких глубоких канавок в заготовках из вязких сплавов | 1987 |
|
SU1516255A1 |
| РЕЖУЩАЯ ПЛАСТИНА ДЛЯ ФРЕЗЫ | 1993 |
|
RU2110370C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ДЕТАЛИ ИЗ ЗАГОТОВКИ ПОСРЕДСТВОМ ФРЕЗЕРНОГО ИНСТРУМЕНТА | 2009 |
|
RU2465103C2 |
| Способ обработки зубчатых колес | 1978 |
|
SU745612A1 |
| Способ обработки | 1987 |
|
SU1484476A1 |
| СПОСОБ ФРЕЗЕРОВАНИЯ ВИНТОВ С ПОЛУОТКРЫТОЙ ПОВЕРХНОСТЬЮ | 2008 |
|
RU2366545C1 |
| СПОСОБ ОБРАБОТКИ ЗАГОТОВКИ ДЕТАЛИ С ПАЗАМИ | 2010 |
|
RU2476296C2 |
Использование: металлообработка, технология обработки открытых пазов в тонких стенках корпусных деталей концевыми фрезами на станках с числовым программным управлением. Сущность изобретения: фрезой, установленной со смещением относительно оси паза, врезаются в боковую поверхность и, монотонно увеличивая глубину фрезерования до величины, равной толщине стенки, производят фрезерование против подачи в направлении к противоположной стороне паза до разрыва перемычки. Затем фрезерование ведут в обратном направлении вдоль боковой поверхности, производя съем металла центральной части паза и перемычки при попутном фрезеровании. Той же фрезой обрабатывают стороны паза. 6 ил.
| Способ фрезерования пазов в тонкостенных заготовках | 1987 |
|
SU1583228A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
