Изобретение относится к области металлообработки, в частности к нарезанию зубчатых колес червячными фрезами. Известен способ обработки зубчатых колес в условиях обкатки, вкл чающий движение радиального врезани инструмента в тело обрабатываемых колес и ускоренное движение возврата инструмента в исходное положение l . Однако существующий способ фрезе рования зубчатых колес не позволяет обработать зубчатые колеса с любой шириной зубчатого венца червячными фрезами с любым наружным диаметром. Это обусловлено тем, что в результа те радиального фрезерования с движением подачи червячной фрезы в средней части зубчатого венца на боковых сторонах зубьев зубчатых колес образуется вогнутость со значительной величиной стрелы по ширине зубчатого венца. Целью Изобретения является расшир ние технологических возможностей радиального метода фрезерования зубчат колес и повышение точности обработки боковых поверхностей зубьев зубчатых колес. Это достигается тем, что в положении возврата инструменту сообщают дополнительное перемещение вдоль оси зубчатых колес, после чего вновь производят радиальные врезания. На фиг; 1 изображена схема обработки (фрезерования) зубчатых колес для случая, кргда перемещение режущего. инструмента вдоль оси заготовки зубчатого колеса для изменения взаимного положения производят после отвода режущего инструмента в направлении, обратном радиальному фрезерованию зубьев-, на фиг. 2 - схема обработки, когда перемещения режущего инструмента вдоль оси заготовки зубчатого колеса производят одновременно с перемещением в направлении, обратном радиальному фрезерованию зубьев; на фиг. 3 - схема обработки, когда перемещение режущего инструмента вдоль оси заготовки зубчатого колеса производят в два этапа - ускоренно в направлении, обратном радиальному фрезерованию зубьев , и медленно при одновременном движении подачи радиального фрезерования зубьев и движении по.лачи вдоль оси заготовки/зубчатого колеса.
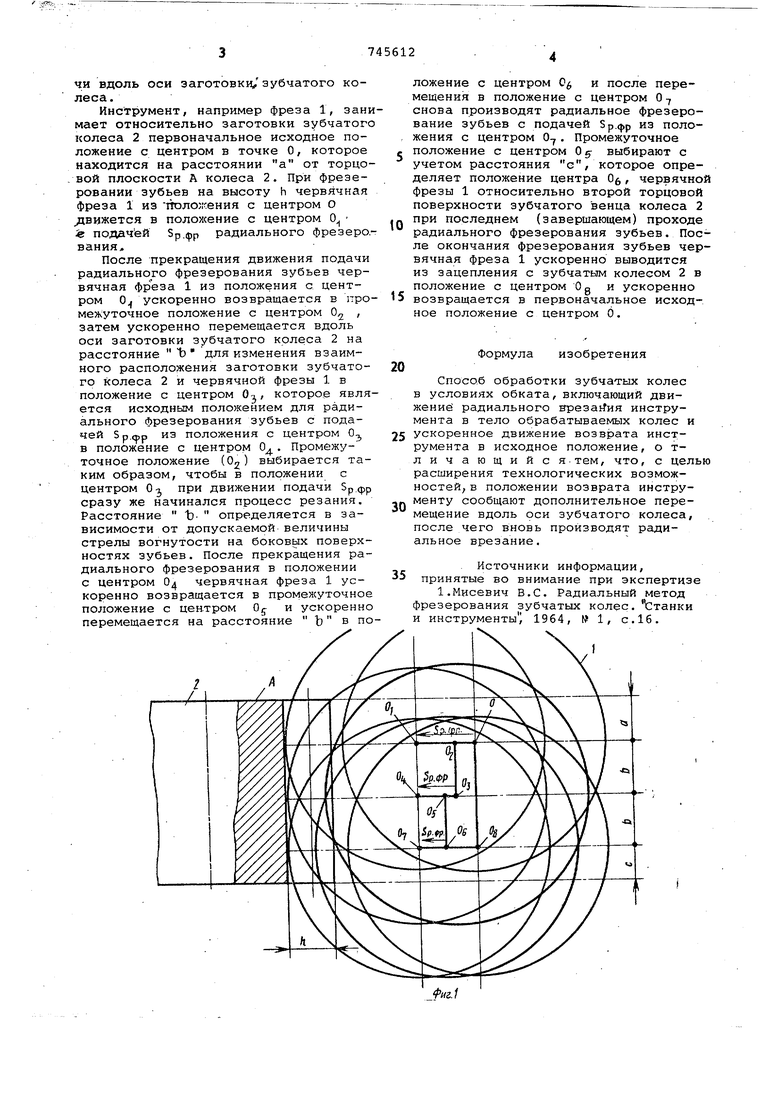
Инструмент, например фреза 1, занимает относительно заготовки зубчатого колеса 2 первоначальное исходное положение с центром в точке О, которое находится на расстоянии а от торцовой плоскости А колеса 2. При фрезеровании зубьев на высоту h червячная фреза 1 из ттоло гсения с центром О /1вижется в полох ение с центром 0 подачей Sp.p радиального фрезеро.вания.
После прекращения движения подачи радиального фрезерования зубьев червячная фреза 1 из положения с центром 0 ускоренно возвращается в промежуточное положение с центром 0 , затем ускоренно перемещается вдоль оси заготовки зубчатого колеса 2 на расстояние Ъ для изменения взаимного расположения заготовки зубчатого колеса 2 и червячной фрезы 1 в положение с центром О-,, которое является исходным положением для радиального фрезерования зубьев с подачей Sp.(p из положения с центром 0.,, в положение с центром Од. Промежуточное положение (Oj) выбирается таким образом, чтобы в положении с центром 02, при движении подачи Sp фр сразу же начинался процесс резания. Расстояние Ъ- определяется в зависимости от допускаемой величины стрелы вогнутости на боковых поверхностях зубьев. После прекращения радиального фрезерования в положении с центром 0 червячная фреза 1 ускоренно возвращается в промежуточное положение с центром 0 и ускоренно перемещается на расстояние Ъ в положение с центром 0 и после перемещения в положение с центром 0-, снова производят радиальное фрезерование зубьев с подачей Sp.j,p из положения с центром 0-, . Промежуточное J положение с центром Og- выбирают с учетом расстояния с, которое определяет положение центра 0, червячной фрезы 1 относительно второй торцовой поверхности зубчатого венца колеса 2
Q при последнем (завершающем) проходе радиального фрезерования зубьев. После окончания фрезерования зубьев червячная фреза 1 ускоренно выводится из зацепления с зубчатым колесом 2 в положение с центром Од и ускоренно
J возвращается в первоначальное исходное положение с центром 6.
Формула изобретения
20
Способ обработки зубчатых колес в условиях обката, включающий движение радиального врезания инструмента в тело обрабатываемых колес и
25 ускоренное движение возврата инструмента в исходное положение, о тличающийс я.тем, что, с цел расширения технологических возможностей, в положении возврата инстру.JQ менту сообщают дополнительное перемещение вдоль оси зубчатого колеса, после чего вновь производят радиальное врезание.
Источники информации,
35 принятые во внимание при экспертизе
1.Мисевич B.C. Радиальный метод фрезерования зубчатых колес. Станки и инструменты; 1964, № 1, с. 16.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ обработки зубчатых колес иуСТРОйСТВО для ОбРАбОТКи зубчАТыХКОлЕС | 1979 |
|
SU841820A1 |
| СПОСОБ НЕПРЕРЫВНОГО ИЗГОТОВЛЕНИЯ ПЛОСКИХ ЗУБЧАТЫХ КОЛЕС | 2011 |
|
RU2518818C2 |
| Способ обработки зубьев зубчатых колес дисковым лезвийным инструментом | 2021 |
|
RU2763831C1 |
| ДВУХПРОХОДНАЯ КОМБИНИРОВАННАЯ СБОРНАЯ ЧЕРВЯЧНАЯ ФРЕЗА С УПРОЧНЕНИЕМ | 2011 |
|
RU2456137C1 |
| СПОСОБ ДВУХПРОХОДНОГО ЗУБОФРЕЗЕРОВАНИЯ С УПРОЧНЕНИЕМ | 2011 |
|
RU2464132C1 |
| Способ чистовой обработки цилиндрических зубчатых колес | 1986 |
|
SU1419833A1 |
| СПОСОБ И ИНСТРУМЕНТ ДЛЯ ИЗГОТОВЛЕНИЯ ПЛОСКИХ ЗУБЧАТЫХ КОЛЕС | 2010 |
|
RU2542040C2 |
| СПОСОБ ЗУБОНАРЕЗАНИЯ ЦИЛИНДРИЧЕСКИХ КОЛЕС С МОДИФИЦИРОВАННЫМ ПРОФИЛЕМ ЗУБЬЕВ | 2012 |
|
RU2527109C1 |
| Способ фрезерования врезных зубьев колеса | 1990 |
|
SU1819195A3 |
| ЗУБОРЕЗНАЯ ФРЕЗА, КОНЦЕВАЯ ФРЕЗА И СПОСОБ ФАСОННОГО ФРЕЗЕРОВАНИЯ | 2012 |
|
RU2593882C2 |

