И io6pt Teiine синоситги к обработке .ie- тал. ЮР. резанием и можп быть испо;1ьзо- вано при фрезе;)овании узки |лубоки.х ка навок paзличн(й длины и кон(}и1гу|)ании в 3ar(jTOBKax и вязки.ч мета,1личе1-ких сплавов, нап)нмср из алюминия, на фрезер ных станках с ЧПУ. а также на обрабатывающих центрах.
Цель изобретения повын1ение производительности нри обработке указанны.х заготовок за счет прерывания процесса стружкообразования, возможности удаления стружки и охлаждения фрезы в процессе обработки.
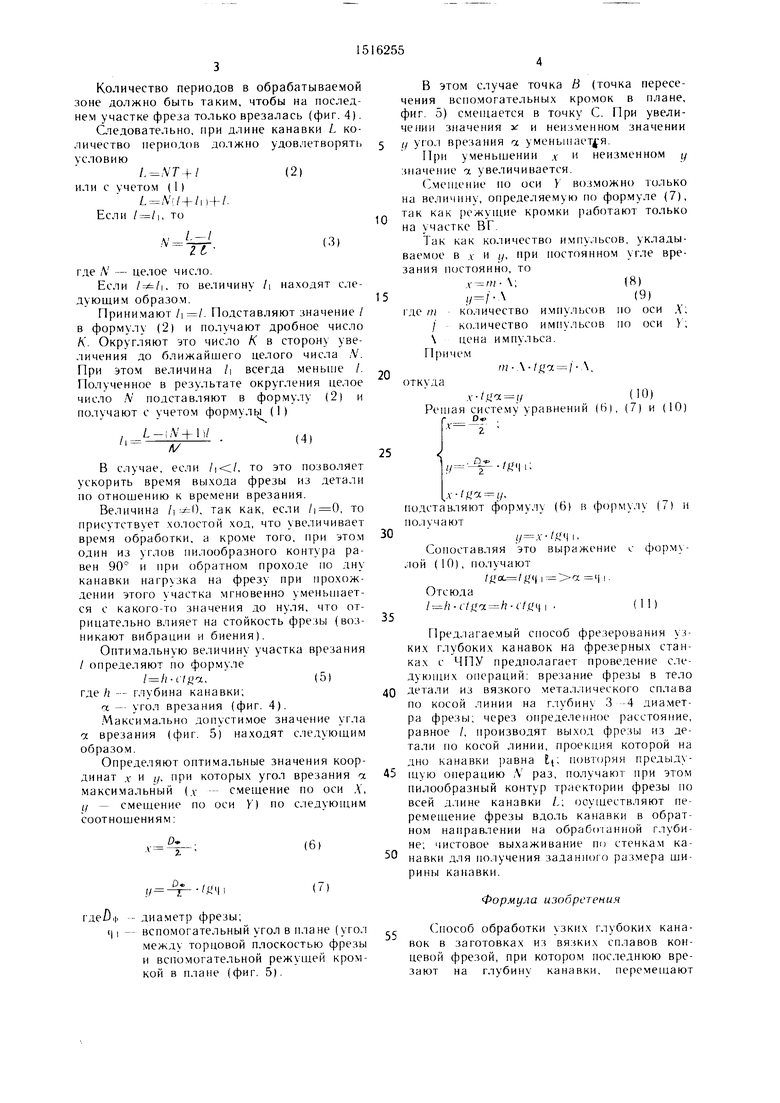
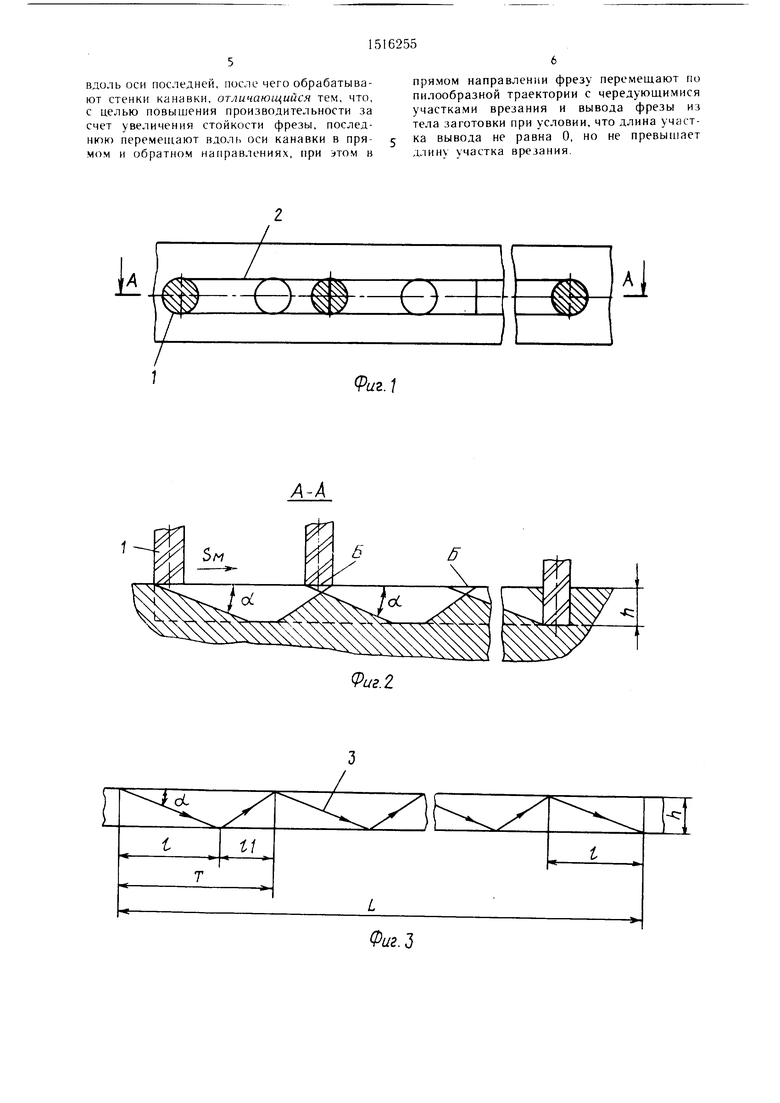
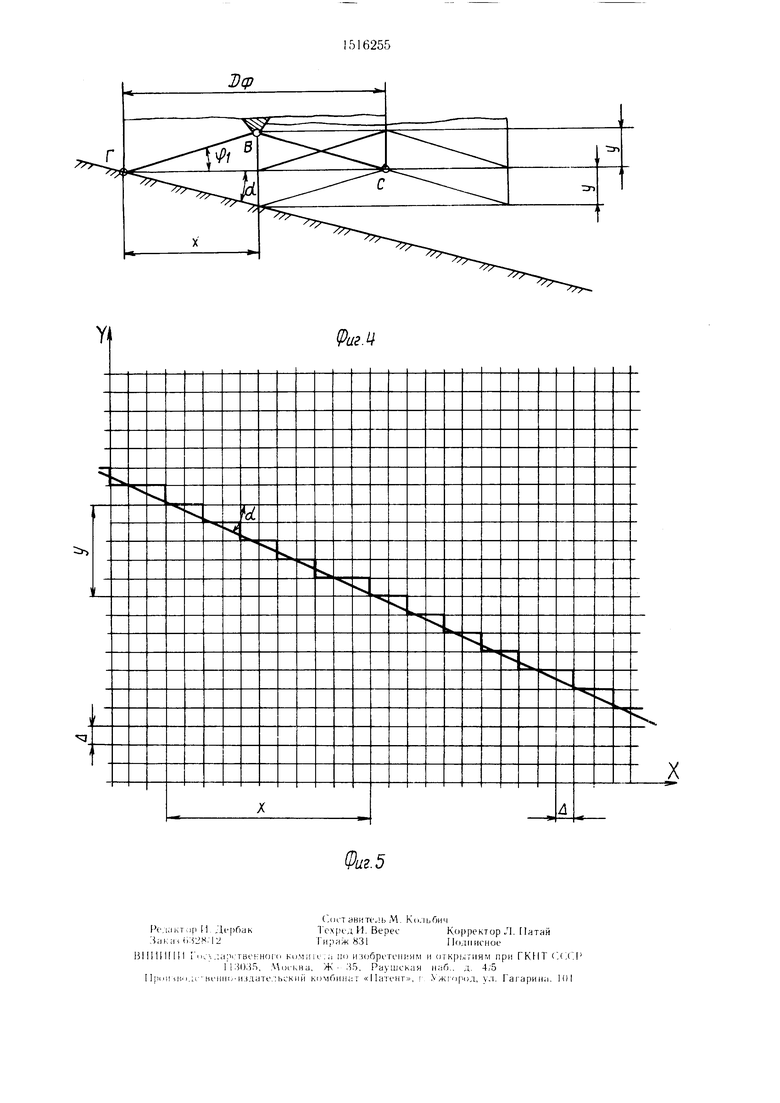
На фиг. I представлена схема О . ущест- вления пред,1агаемого способа, вид сверху: на фиг. 2 - разрез А .А на фиг. I, на фиг. 3 теоретическая граектория центра фрез1 1; на фиг, 4 - схема, поясняющая нринцип выбора угла врезания, оптимального для конкретной геометрии фрезы; на
(icij ., цикл 1грпм;у1а движения фр ;я. ао hia к 1)н ной прямой.
Ф)езу 1 устанавливают на iiirniibie.ie ci;iiiKa (не показан) с возможностьк 1Ч ре- мещен.чя вдоль ь-брабатываемой канавки 2 г))и черновом нр ххоле в прямом и .Is oopaTiiOM на11рав;1е))ии, причем нри прямом нрохоле i дополнительно сообщаю; в(.).)впатно поступательноеперемещение
ндо. и, .)Си фре;(ы (пернендику.лярно п.юскос- 1и дна канавки), в результате траекто)- фрезы имеет пилообра;1 ый конт р 3 (фиг. 4) и дно кананки получается так.же пилообразным после прохода фрезы и MOM направлении (фиг. 3).
.А.мплитуда пилообразной траектории центра фрезы при прямой подаче равна 3 4 диаметра фрезы, а период Г (фиг. 4) состоит из длины врезания / и длины выхода фрезы /:;
Г /-|-/,.(И
СП
05 ND СЛ СП
Количество периодов в обрабатываемой зоне должно быть таким, чтобы на последнем участке фреза только врезалась (фиг. 4).
Следовательно, при длине канавки L количество периодов должно удовлетворять условию
/.ЛТ-+/(2)
или с учетом (1)
L ,Vi/ + /ii+/.
Если / /|, то
Л
/,-/ 2
(3)
где Л - целое число.
Если . то величину /i находят следующим образо.м.
Принимают . Подставляют значение / в формулу (2) и получают дробное число К. Округляют это число К в сторону увеличения до ближайшего целого числа Л . При этом величина /: всегда меньше /. Полученное в результате округления целое число . V подставляют в формулу (2) и получают с
учетом формулы (I)
L-i, +)l Л/
(4)
5
В этом случае точка 8 (точка пересечения вспомогательных кро.мок в плане, фиг. 5) смещается в точку С. При увеличении значения х: и неизменном значении II угол врезания а. уменьпкн т я.
При уменьщении д- и неизменном у значение а увеличивается.
(меп.ение по оси У возможно только на величину, определяемую по формуле (7), так как режупще кромки работают только на участке ВГ.
Так как количество и.мпульсов, укладываемое в д- и у, при постоянном угле врезания постоянно, то
(8)
(9)
где /п количество импульсов но оси Л ; / количество импульсов по оси У; цена импульса.
Причем
т Л-/|, а / vN,
откуда
v./tra (/
Ре1пая систему уравнений (6)
(10) 7) и
:10)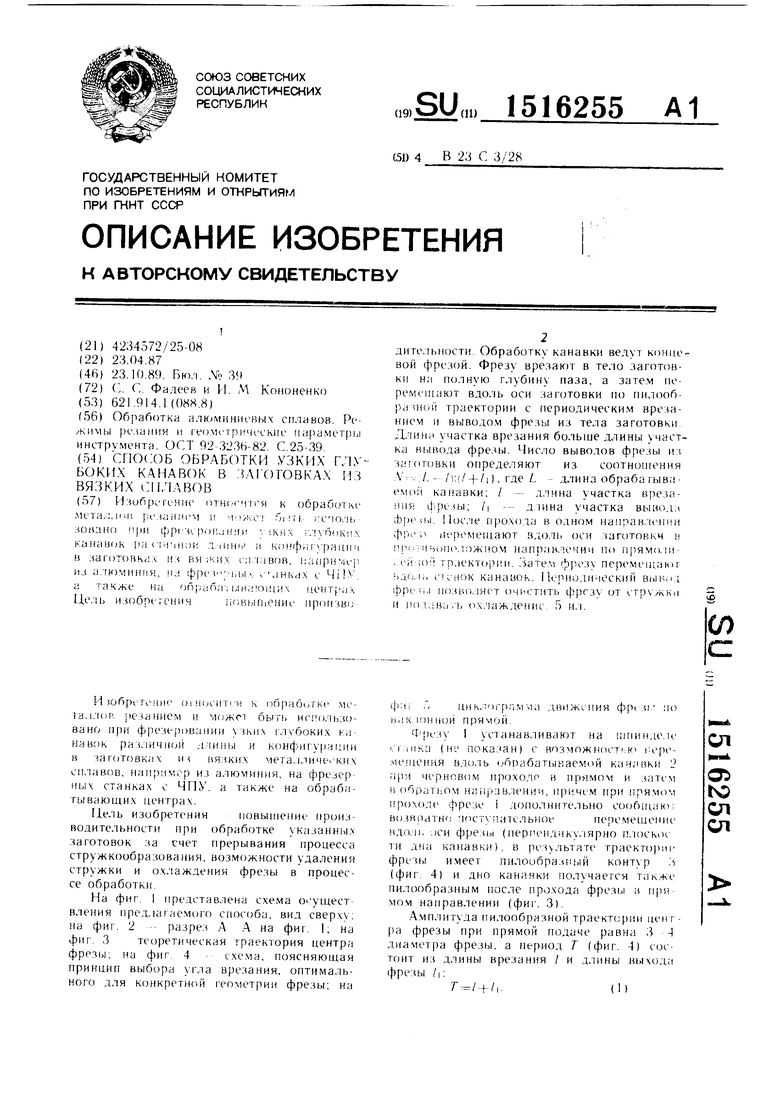
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ фрезерования поверхностей заготовок и обрабатывающий центр для его осуществления | 2014 |
|
RU2615387C2 |
| УСТРОЙСТВО ДЛЯ ОБРАБОТКИ ДЕТАЛЕЙ НА ФРЕЗЕРНОМ СТАНКЕ С ЧПУ | 2013 |
|
RU2571553C2 |
| ПАТРОН С РАДИАЛЬНЫМ ПЕРЕМЕЩЕНИЕМ РЕЗЦА | 2012 |
|
RU2509631C1 |
| Способ фрезерования пазов в тонких стенках заготовок | 1988 |
|
SU1540957A1 |
| СПОСОБ ФРЕЗЕРОВАНИЯ РЕЗЬБЫ ФРЕЗОЙ | 2023 |
|
RU2814129C1 |
| СТАНОК ДЛЯ ОБРАБОТКИ СЛОЖНЫХ ПОВЕРХНОСТЕЙ ВЫСОКОСКОРОСТНЫМ ФРЕЗЕРОВАНИЕМ | 2012 |
|
RU2544710C2 |
| СПОСОБ УПРАВЛЕНИЯ ОБРАБОТКОЙ ЗАГОТОВОК ПЕРЕМЕННОЙ ШИРИНЫ МНОГОЛЕЗВИЙНЫМ ИНСТРУМЕНТОМ | 1992 |
|
RU2028909C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ДЕКОРАТИВНЫХ ДРЕВЕСНЫХ ИЗДЕЛИЙ И ЕГО ВАРИАНТЫ | 1993 |
|
RU2065811C1 |
| Способ обработки отверстий с наклонной образующей | 1991 |
|
SU1836999A1 |
| СПОСОБ ОБРАБОТКИ ВИНТОВЫХ КАНАВОК ДУГООБРАЗНОГО ПРОФИЛЯ | 2014 |
|
RU2571297C1 |
Изобретение относится к обработке металлов резанием и может быть использовано при фрезеровании узких глубоких канавок различной длины и конфигурации в заготовках из вязких сплавов, например, из алюминия на фрезерных станках с ЧПУ, а также на обрабатывающих центрах. Цель изобретения - повышение производительности. Обработку канавки ведут концевой фрезой. Фрезу врезают в тело заготовки на полную глубину паза, а затем перемещают вдоль оси заготовки по пилообразной траектории с периодическим врезанием и выводом фрезы из тела заготовки. Длина участка врезания больше длины участка вывода фрезы. Число выводов фрезы из заготовки определяют из соотношения N=(L-L):(L+L1), где L - длина обрабатываемой канавки
L - длина участка врезания фрезы
L1 - длина участка вывода фрезы. После прохода в одном направлении фрезу перемещают вдоль оси заготовки в противоположном направлении по прямолинейной траектории. Затем фрезу перемещают вдоль стенок канавок. Периодический вывод фрезы позволяет очистить фрезу от стружки и подавать охлаждение. 5 ил.
В случае, если , то это позволяет ускорить время выхода фрезы из детали но отношению к времени врезания.
Величина , так как, если , то присутствует холостой ход, что увеличивает время обработки, а кро.ме того, при этом один из углов пилообразного контура равен 90 и при обратном проходе по дну канавки нагрузка па фрезу при прохождении этого участка мгновенно уменыиает- ся с какого-то значения до нуля, что отрицательно влияет на стойкость фрезы (возникают вибрации и биения).
Оптимальную величину участка врезания / определяют по формуле
1 ,(5)
где Л - глубина канавки;
а - угол врезания (фиг. 4).
Максимально допустимое значение угла а врезания (фиг. 5) находят следующим образом.
Определяют оптимальные значения координат Л и I/, при которых угол врезания а максимальный (д- - смещение по оси .V, (/ - смещение по оси У) по следующим соотношениям:
О
(61
(/
диаметр фрезы;
вспомогательный угол в плане (угол между торцовой плоскостью фрезы и вспомогательной режущей кромкой в плане (фиг. 5).
/Я 11;
0
5
0
5
0
5
подставляют формулу (6) в формулу (7) и получают
//.v/,i, 4 I.
Сопоставляя это выражение е формулой (10), получают
((.
Отсюда
/ /г-г/, а /7-с/яч1 (1 1)
Предлагаемый способ фрезерования узких глубоких канавок на фрезерных станках с ЧПУ предполагает проведение сле- дук)П1Их операций: врезание фрезы в тело детали из вязкого металлического сплава по косой линии на глубину 3 -4 диаметра фрезы; через определенное расстояние, равное /, производят выход фрезы из детали по косой линии, проекция которой на дно канавки равна t(; повторяя предыдущую операцию Л раз, получают при этом пилообразный контур траектории фрезы по всей длине канавки /,; осу цествляют перемещение фрезы вдоль канавки в обратном направлении на обработанной глубине; чистовое выхаживание по стенкам канавки для получения заданного размера ширины канавки.
Формула изобретения
(люсоб обработки узких глубоки.х канавок в заготовках из вязких сплавов концевой фрезой, при котором последнюю врезают на глубину канавки, перемещают
вдоль оси последней, после чего обрабатывают стенки канавки, отличающийся тем, что, с целью повышения производительности за счет увеличения стойкости фрезы, последнюю перемешают вдоль оси канавки в прямом и обратном направлениях, при этом в
t
ti
прямом направлении фрезу перемещают по пилообразной траектории с чередующимися участками врезания и вывода фрезы из тела заготовки при условии, что длина участка вывода не равна О, но не превышает длину участка врезания.
(РигЛ
9ц г. 2
te.J
-
Y
(Раг.Ц
З
| Обработка алюминиевых сплавов | |||
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Автоматический огнетушитель | 0 |
|
SU92A1 |
| Видоизменение пишущей машины для тюркско-арабского шрифта | 1923 |
|
SU25A1 |
