Изобретение относится к области обработки полимерных изделий и предназначено для удаления облоя, грата и литников.
Цель изобретения - расширение технологических возможностей и ассортимента обрабатываемых изделий за счет обеспечения возможности обламывэния литников и облоя на образующей поверхности цилиндрических изделий путем прокатывания их в калибрующем пространстве переменного сечения.
Указанная цель достигается тем, что в устройстве ось ротора расположена эксцентрично относительно геометрической оси корпуса.
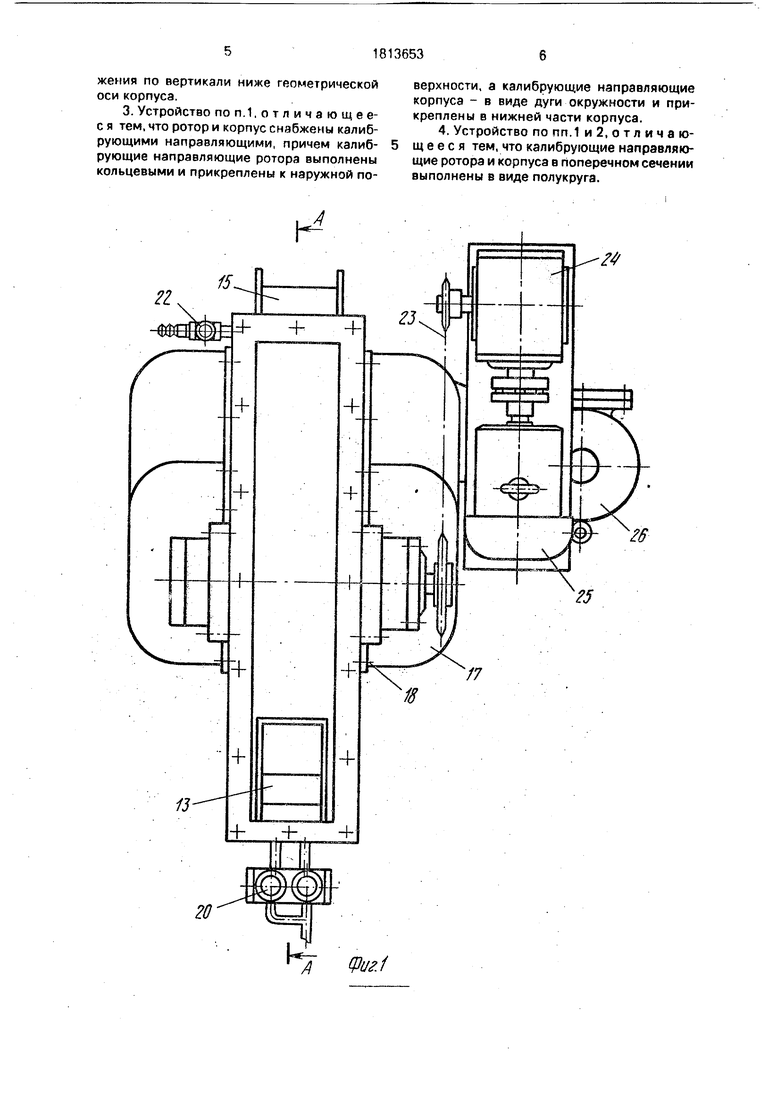
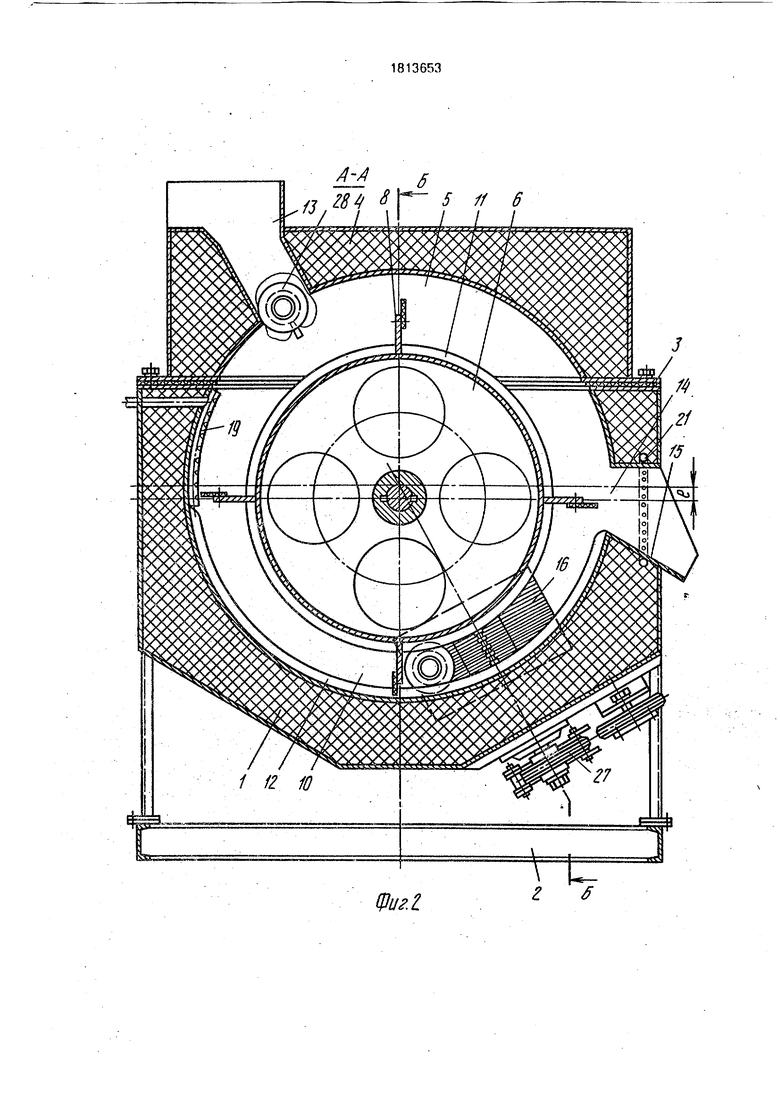
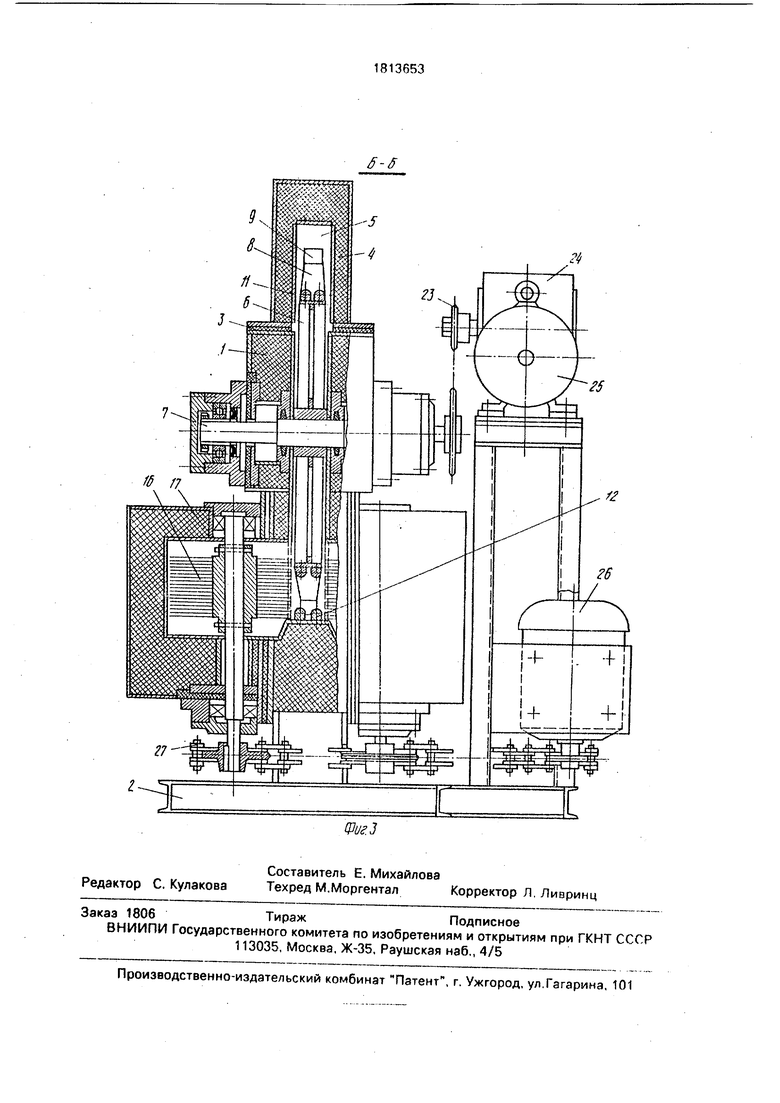
На фиг.1 изображено устройство, вид сверху; на фиг.2 - разрез А-А на фиг.1; на фиг.З - разрез Б-Б на фиг.2.
Устройство для обработки полимерных изделий состоит из теплоизолирующегоци- линдрического корпуса 1, закрепленного на раме 2 и соединенного через прокладку 3 с крышкой 4. Корпус 1 совместно с крышкой 4 образуют цилиндрическую камеру 5 охлаждения. В корпусе установлен вертикальный ротор 6 на горизонтальной оси 7 с четырьмя жесткими лопастями 8, которые на концах имеют эластичные накладки 9.
Ось 7 ротора эксцентрично смещена на величину е относительно геометрической оси корпуса 1 вниз к днищу корпуса, при этом между боковой цилиндрическойтювер- хностью ротора и днищем корпуса образуется убываюа ее, а затем возрастающее калибрующее пространство 10. Поскольку ось ротора смещена относительно геометрической оси корпуса по оси симметрии вертикально вниз, то на этой вертикальной оси симметрии находится наименьшая калибрующая щель (расстояние между ротором и днищем корпуса), определяющая максимальный размер диаметра обрабатываемых изделий.
На образующей ротора установлены кольцевые калибрующие направляющие 11, причем эти направляющие могут изготовляться совместно с ротором или быть съемными. В нижней части корпуса на его днище прикреплены калибрующие направляющие 12 в виде дуги окружности. Калибрующие
fe
ОЭ
О) О СЛ Сд
направляющие 11 и 12 ротора и корпуса в поперечном сечении имеют форму полукруга.
В крышке выполнена загрузочная горловина 13, а в корпусе - выгрузной люк 14с наклонным лотком 15.
В камере охлаждения, охватывая ротор в обеих сторон, установлены приводные цилиндрические ворсовые щетки 16 для удаления охрупченного облоя, которые помещены в объемные блоки 17. присоединенные к корпусу 1 разъемным соединением 18.
Оси щеток 16 расположены в одной радиальной плоскости с осью 7 ротора 6 и перпендикулярны оси ротора.
При этом радиальная плоскость расположения осей щеток 16 может быть верти- кальной или смещена i на угол 15-30° относительно вертикали по ходу движения ротора к выгрузному люку.
В камеру 5 охлаждения введены трубопроводы 19 подачи хладагента, прикрепленные к днищу корпуса. Трубопроводы хладагента соединены с клапанами 20 под- ачи хладагента, через которые жидкий хладагент поступает из емкости для хранения хладагента. На выходе из корпуса в выгрузном люке 14 установлен трубопровод 21 подачи сжатого воздуха для обдува обрабо- тайных изделий и создания воздушной за- взсы, который соединен с вентилем 22, регулирующим величину подаваемого воздушного потока.
Привод ротора осуществляется от меха- низма привода, включаюагего цепную передачу 23, редуктор 24 и электродвигатель 25. Механизм привода установлен на раме 2. На раме 2 закреплен также механизм при- вода щеток, включающий электродвигатель 26 и цепную передачу 27.
Устройство работает следующим образом.
Изделия 28 из пластмассы или резино- металлические цилиндрические формы за- гружаются через загрузочную горловину 13 и под своим весом скатываются в камеру 5 охлаждения корпуса 1 не вращающийся ротор 6. Перекатываясь по днищу корпуса 1, они орошаются хладагентом из трубопрово- дов 19. .
Попадая в уменьшающееся калибрующее пространство, изделие начинает принудительно перекатываться ротором, причем при прохождении калибрующего простран- ства происходит обламывание охрупченных холодом литников и облоя у основания путем проглаживания изделия между ротором и днищем корпуса.
Когда устройство выполнено с кольцевыми калибрующими направляющими 11 на роторе и направляющими 12 на корпусе, обработка происходит следующим образом. Изделие 28, имеющее литники, расположенные в кольцевых канавках, выполненных на образующих изделия, из загрузочной горловины попадают в камеру 5 охлаждения, причем направляющие 11 ротора входят в кольцевые канавки изделия. При свободном перекатывании изделия происходит его орошение хладагентом из трубопроводов 19. При дальнейшем перекатывании изделия по днищу корпуса 1 оно входит в калибрующее пространство 10, где изделие начинает принудительно прокатываться между направляющими 11 ротора и направляющими 12 корпуса. Происходит обламывание литников и облоя с изделий у основания. Далее изделия 28 в обоих описанных случаях проходят между щетками 16, которые сдирают облой с торцев и образующих по краям изделия.
Затем изделие 28 транспортируется лопастями 8 ротора 6 к выгрузному люку 14. Очищенный с изделий облой эластичными накладками 9 ротора также перемещается к выгрузному люку 14. В выгрузном люке 14 изделия обдуваются из трубопровода 21 сжатым (подогретым) воздухом для удаления с изделий конденсата, и происходит их предварительная сушка, затем изделия 28 по наклонному лотку 15 скатываются в контейнер для готовой продукции (не показан), который периодически заменяют.
Пластмассовые изделия можно обрабатывать без орошения хладагентом.
Формула изобретения
1. Устройство для обработки полимерных изделий, содержащее цилиндрический теплоизолированный корпус с крышкой, расположенный в нем приводной вертикальный ротор для транспортирования изделий, две приводные цилиндрические щетки для удаления облоя, расположенные с двух сторон ротора, и систему подачи хладагента, отличающееся тем, что, с целью расширения технологических возможностей и ассортимента обрабатываемых изделий за счет обеспечения возможности обламывания литников и облоя на образующей поверхности цилиндрических изделий, путем прокатывания их в калибрующем пространстве переменного сечения, ось вращения ротора расположена эксцентрично к геометрической оси корпуса.
2. Устройство поп,1,отличающее- с я тем, что ось вращения ротора расположения по вертикали ниже геометрической оси корпуса.
3. Устройство поп.1.отличающее- с я тем, что ротор и корпус снабжены калибрующими направляющими, причем калибрующие направляющие ротора выполнены кольцевыми и прикреплены к наружной поверхности, а калибрующие направляющие корпуса - в виде дуги окружности и прикреплен ы в нижней части корпуса.
4. Устройство попп.1 и2,отличаю- щ е е с я тем, что калибрующие направляющие ротора и корпуса в поперечном сечении выполнены в виде полукруга.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для обработки полимерных изделий | 1991 |
|
SU1808710A1 |
| Устройство для удаления облоя с резиновых изделий | 1990 |
|
SU1763218A1 |
| Устройство для удаления облоя с резиновых изделий | 1989 |
|
SU1713818A1 |
| Устройство для удаления облоя с формовых резиновых изделий | 1989 |
|
SU1775298A1 |
| Устройство для удаления облоя с резиновых технических изделий | 1991 |
|
SU1816697A1 |
| Устройство для удаления облоя с формовых резиновых изделий | 1988 |
|
SU1595659A1 |
| Устройство для удаления облоя с резиновых технических изделий | 1988 |
|
SU1565710A1 |
| Устройство для удаления облоя с формовых резиновых изделий | 1989 |
|
SU1682192A1 |
| Устройство для удаления облоя с формовых резиновых изделий | 1989 |
|
SU1719235A2 |
| Устройство для удаления облоя с формовых резиновых изделий | 1974 |
|
SU523806A1 |
Использование: обработка полимерных изделий, удаление грата и литников. Сущность изобретения: ось вращения ротора для транспортирования изделий расположена эксцентрично относительно геометрической оси корпуса, ниже этой оси. На роторе и в корпусе закреплены калибрующие направляющие. В калибрующем пространстве между ротором и днищем корпуса происходит обламывание облоя. 3 з.п.ф-лы, Зил.
| Патент США № 3112851, «л | |||
| Синхронизирующее устройство для аппарата, служащего для передачи изображений на расстояние | 1920 |
|
SU225A1 |
| Приспособление к комнатным печам для постепенного сгорания топлива | 1925 |
|
SU1963A1 |
| Устройство для удаления облоя с резиновых изделий | 1990 |
|
SU1763218A1 |
| Солесос | 1922 |
|
SU29A1 |
