Изобретение относится к производству резиновых технических изделий и может быть использовано для удаления облоя после вулканизации с армированных резинотехнических деталей, например подушек опор двигателей, резинометаллических амортизаторов и т.п.
Известно устройство для удаления облоя с формовых резиновых изделий, содержащее установленный в корпусе конвейер для транспортирования изделий, приводную цилиндрическую щетку для удаления замороженного облоя, расположенную над конвейером, систему подачи хладагента, закрепленный над ведущей ветвью конвейера жесткий настил, смонтированную под настилом вторую приводную щетку, при этом в настиле имеется поперечный паз в плоскостях, проходящих через оси щеток, а конвейер выполнен в виде двух тяговых цепей, соединенных перемычками.
Недостаток известного устройства состоит в том, что при наличии в настиле паза определенной ширины для прохождения ворса нижней щетки ограничивается номенклатура обрабатываемых изделий, так как диаметр обрабатываемых изделий не должен быть меньше ширины паза. При малой ширине паза ограничена высота ворса, выступающего через паз над настилом, что приводит к ухудшению качества обработки. Ворс щеток повреждается о края поперечного паза, что снижает срок службы щеток.
Наиболее близким к изобретению является устройство для удаления облоя с резиновыхизделий,имеющее теплоизолированный корпус с крышкой, лопастной ротор для транспортирования изделий с горизонтальной осью вращения, две приводные щетки для удаления облоя, расположенные с двух сторон ротора, и смонтированную перед щетками систему подачи хладагента.
Такое выполнение устройства позволяет производить обработку изделий цилиндрической формы, у которых облой выступает только на торцовые плоские стороны изделия. Однако у армированных изделий облой выступает на кольцевую поверхность, и в этом случае обработка либо совсем невозсо
С
VJ
О
СО
ю
00
можна на данном устройстве, либо производится некачественно.
Возможна обработка изделий только одного типоразмера по диаметру, так как детали закладываются в карманы, выполненные на диске, которые соответствуют размеру изделий.
Цель изобретения - улучшение качества обработки и расширение ассортимента обрабатываемых изделий.
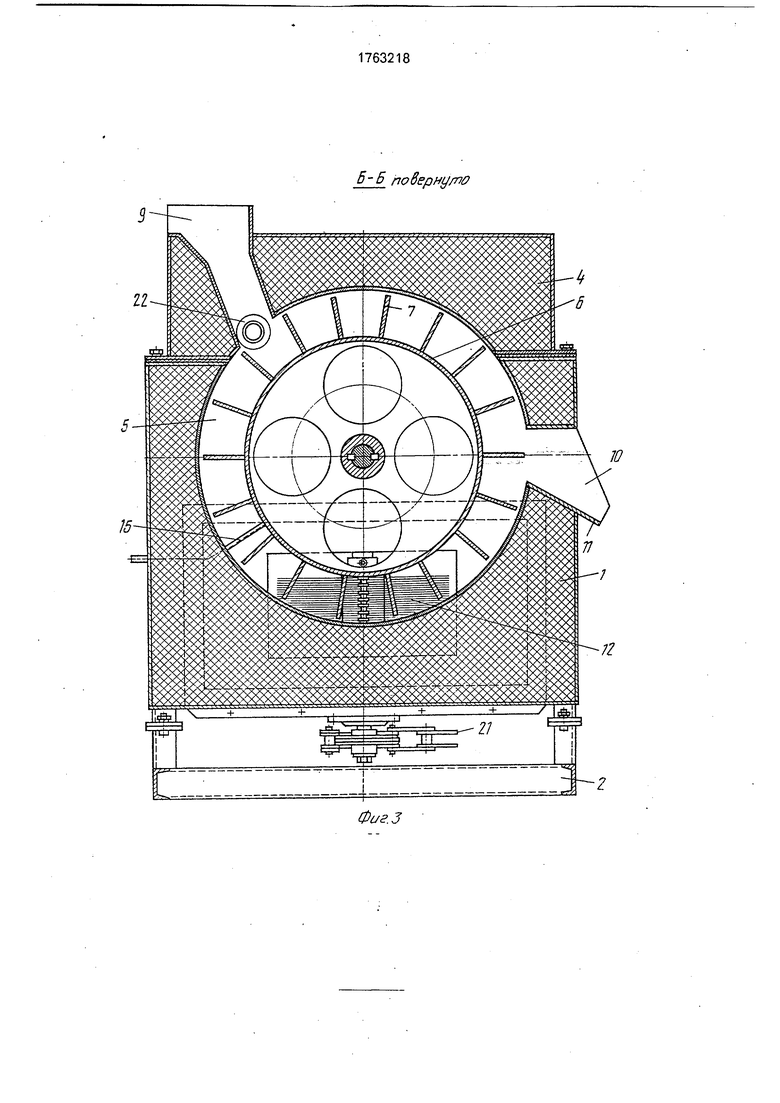
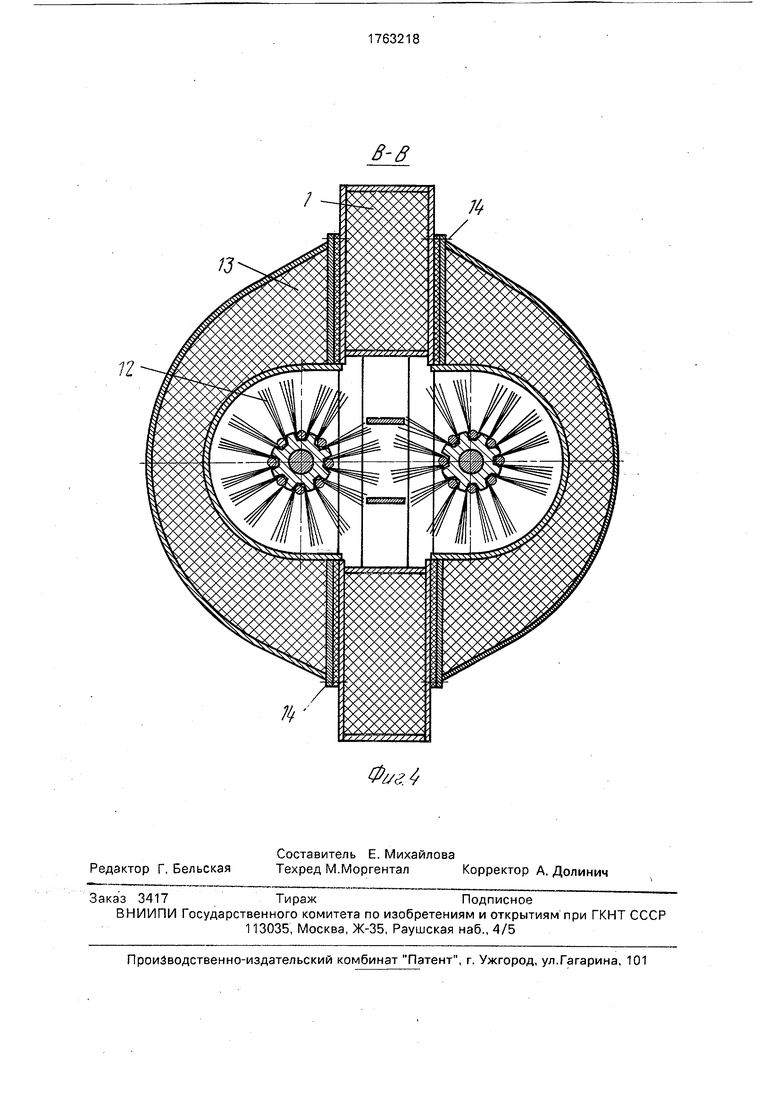
Поставленная цель достигается тем, что в устройстве оси щеток расположены в радиальной плоскости относительно оси вращения ротора и перпендикулярны к последней. Система подачи хладагента снабжена трубопроводами, установленными на стенках корпуса по обе стороны от ротора. На фиг.1 показано предлагаемое устройство, вид сверху: на фиг.2 - разрез А-А на фиг,1; на фиг.З - разрез Б-Б на фиг.1; на фиг.4 - разрез В-В на фиг.2.
Устройство для удаления облоя с резиновых изделий имеет теплоизолирующий корпус 1, закрепленный на раме 2 и соединенный через прокладку 3 с теплоизолирующей крышкой 4. Корпус 1 вместе с крышкой 4 образует цилиндрическую камеру 5 охлаждения. В камере 5 установлено средство для транспортирования изделий, выполненное в виде ротора 6 с лопастями 7. Ротор установлен вертикально на горизонтальном валу 8. В крышке 4 выполнена загрузочная горловина 9, а на корпусе с противоположной стороны от загрузочной горловины имеется выгрузной люк 10 с на- .клонным лотком 11.
В нижней части камеры охлаждения, с охватом ротора 6 с двух сторон, установлены вертикальные приводные цилиндрические щетки 12 для удаления замороженного облоя,
Оси щеток расположены в одной радиальной плоскости относительно оси вращения ротора и перпендикулярны последней. Каждая цилиндрическая щетка смонтирована в съемном блоке 13, который присоединяется к корпусу 1 разъемным соединением 14. В камеру 5 охлаждения введены трубопроводы 15 системы подачи хладагента с рас- пылителями, которые соединены с клапанами 16 жидкого хладагента, установленными снаружи корпуса 1. Трубопроводы 15 расположены на боковых стенках корпуса по обе стороны от ротора в пространстве, где проходят лопасти ротора.
Привод ротора осуществляется от механизма привода, включающего цепную передачу 17, редуктор 18 и электродвигатель 19. Механизм привода установлен на раме 2.
На раме 2 закреплен также механизм
привода щеток, содержащий электродвигатель 20 и цепную передачу 21.
Устройство работает следующим образом.
Резинометаллические изделия 22 цилиндрической формы загружают в загрузочную горловину 9 и оттуда поступают в цилиндрическую камеру 5 охлаждения, где захватываются лопастями 7 ротора 6 и перекрываются по камере 5. Под действием хладагента, поступающего от клапанов 16 и распыляемого из трубопроводов 15с двух сторон на изделие, облой промерзает и становится хрупким. Далее детали с замороженным облоем проталкиваются лопастями 7 ротора 6 между двумя вертикальными щетками 16, которые, вращаясь навстречу движению ротора, счищают облой с обеих сторон изделия. Затем изделие вместе со
снятым с него облоем транспортируется к выгрузному люку 10 и по наклонному лотку 11 поступает в конвейер готовой продукции (не показан). Облой ссыпается в отдельный поддон через отверстия на наклонном лотке
(не показаны).
На этом устройстве можно обрабатывать детали различных типоразмеров с хорошим качеством За счет радиального расположения щеток улучшаются условия
их работы и ворс меньше изнашивается, Формула изобретения
1.Устройство для удаления облоя с резиновых изделий, содержащее теплоизолированный корпус с крышкой, лопастной
ротор для транспортирования изделий с горизонтальной осью вращения, две приводные щетки для удаления облоя, расположенные с двух сторон ротора и смонтированную перед щетками систему
подачи хладагента, отличающееся тем, что, с целью улучшения качества обработки и расширение ассортимента обрабатываемых изделий, оси щеток расположены в радиальной плоскости относительно оси
вращения ротора и перпендикулярны последней.
2.Устройство поп.1,отличающее- с я тем, что система подачи хладагента снабжена трубопроводами, установленными на
стенках корпуса по обе стороны от ротора.
16
tf
20
IA
81
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для удаления облоя с формовых резиновых изделий | 1988 |
|
SU1595659A1 |
| Устройство для удаления облоя с формовых резиновых изделий | 1989 |
|
SU1682192A1 |
| Устройство для удаления облоя с формовых резиновых изделий | 1989 |
|
SU1719235A2 |
| Устройство для удаления облоя с формовых резиновых изделий | 1989 |
|
SU1699786A1 |
| Устройство для удаления облоя с формовых резиновых изделий | 1989 |
|
SU1692850A1 |
| Устройство для удаления облоя с формовых резиновых изделий | 1989 |
|
SU1775298A1 |
| Устройство для удаления облоя с резиновых изделий | 1989 |
|
SU1713818A1 |
| Устройство для обработки полимерных изделий | 1990 |
|
SU1813653A1 |
| Устройство для удаления облоя с резиновых технических изделий | 1991 |
|
SU1816697A1 |
| Устройство для обработки полимерных изделий | 1991 |
|
SU1808710A1 |


Использование: удаление облоя с армированных резинотехнических деталей с улучшенным качеством. Сущность изобретения: оси щеток расположены в радиальной плоскости относительно оси вращения ротора и перпендикулярны последней. При обработке детали обрабатываются при прохождении между щетками, 1 з.п. ф-лы, 4 ил.
Bisegii
И
Б-Б поверну/по
2
Фиг.З
13
#
#
| Устройство для удаления облоя с формовых резиновых изделий | 1988 |
|
SU1595659A1 |
| Солесос | 1922 |
|
SU29A1 |
| Патент США №3112851, кл | |||
| Солесос | 1922 |
|
SU29A1 |
