Изобретение относится к производству резиновых технических изделий и может быть использовано для удаления облоя после вулканизации с армированных резинотехнических деталей, например, резинометаллических амортизаторов.
Цель изобретения - повышение качества обработки армированных резинометаллических изделий.
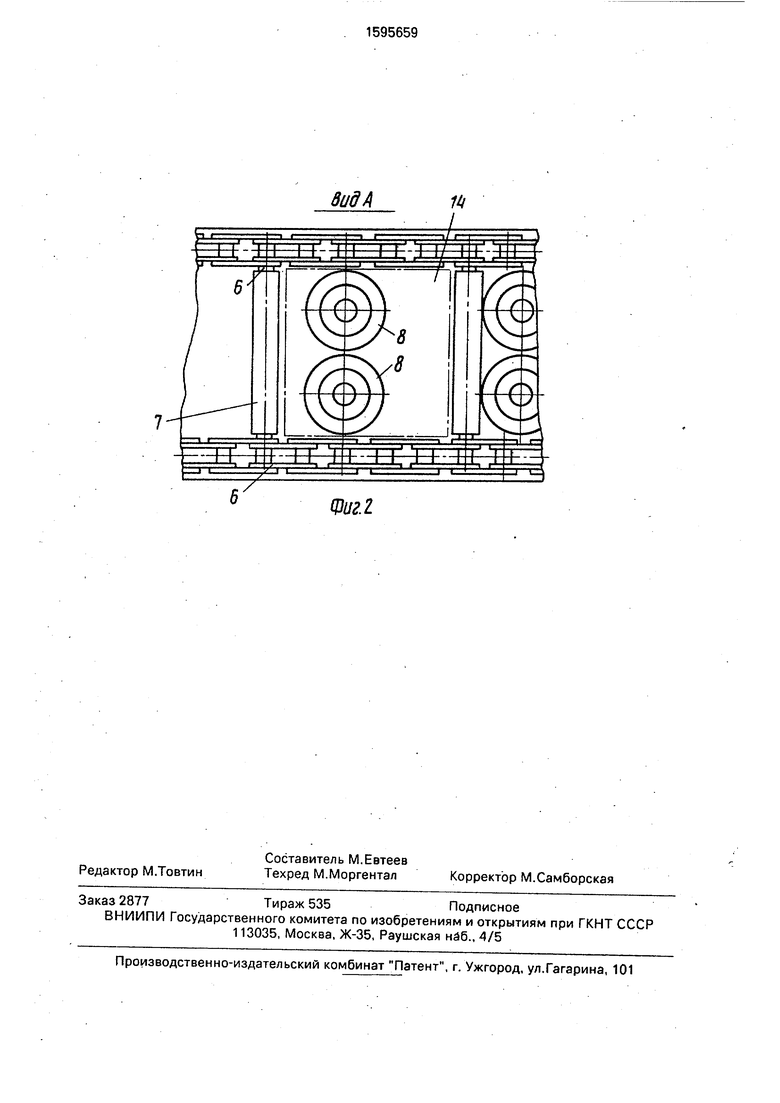
На фиг,1 представлено устройство, общий вид; на фиг,2 - вид А на фиг. 1.
Устройство состоит из рамы 1, на которой закреплен корпус 2 с теплоизолирующей наружной поверхностью. Корпус закрыт теплоизолирующей крышкой 3. так. что между ними образуется камера охлаждения 4. Корпус и крышка выполнены корытообразными, В камере охлаждения
установлен конвейер 5 для транспортирования изделий. Конвейер состоит из двух тяговых цепей 6, соединенных перемычками 7. и служит для транспортирования изделий 8. Открытая часть конвейера между боковыми стенками корпуса образует загрузочную горловину 9. Конвейер имеет рабочую ветвь 10 и холостую ветвь 11. Внутри камеры охлаждения 4 установлены пара цилиндрических вращаемых щеток 12 и 13. причем нижняя щетка более густая и с меньшей длиной ворса, чем верхняя. Под рабочей ветвью конвейера установлен жесткий настил 14, который в месте установления щеток имеет поперечный паз 15 для прохождения щеток. Привод цепного конвейера-5 осуществляется от механизма 16 привода, установленного на раме 1. Мехаел о ел о ел о
низм привода щеток 17такжеустановлен на раме 1. В камеру охлаждения 4 введен трубопровод с распылителями для подачи хладагента 18, которые установлены перед обрабатывающими,, щетками к корпусу 2 в месте разгрузки, прикреплен наклонный лоток 19 для разгрузки изделий, который имеет отверстия 20 для просыпки облоя в съемной поддон 21. В нижней части корпуса выполнен люк для осмотра рабочих органов И периодического удаления остатков облоя, закрытый крышкой 22,
Устройство работает следующим образом,
Резинометаллические амортизаторы 8 загружаются в загрузочную горловину 9 из бункера (не показан), захватываются перемычкой 7 транспортера 5 и-перемещаютс.я плоской стороной по жесткому настилу 14. Под действием хладагента, подаваемого в камеру охлахсдения 4 из си стемы 18, облой на амортизаторах промерзает и становится хрупким. Далее замороженные детали конвейером проталкивают между двумя вращаемыми цилиндрическими щетками 12 и 13, причем верхняя длинноворсовая щетка 12 сдирает облой сверху амортизатора, а нижняя щетка 13 более коротким ворсом через поперечный паз 15 в настиле 14 обрабатывает нижнюю плоскость амортизатора. При этом обработка изделий происходит в свободно-плавающем состоянии. Затем амортизатор совместно со снятым с него облоем транспортируется конвейером к месту выгрузки и по наклонному лотку 19 попадает в контейнер готовой продукции (не показан), в то время, как облой, просыпаясь через отверстия 20 в лотке 19, накапливается в съемном поддоне 21, который периодически опорожняется.
Формула изобретения
1.Устройство для удаления облоя t формовых резиновых изделий, содержащее установленный в корпусе конвейер для транспортирования изделий, приводную цилиндрическую щетку для удаления замороженного облоя, расположенную над конвейером, и систему подачи хладагента, отличающееся тем, что, с целью повышения качества обработки армированных ре- зинометаллических изделий, оно снабжено закрепленным под конвейером жестким настилом и смонтированной.под настилом второй приводной щеткой с более коротким ворсом, чем верхняя, при этом в настиле выполнен поперечный паз в плоскости, проходящей через оси щеток, а конвейер выполнен в виде двух тяговых цепей, соединенных перемычками.
2.Устройство по П.1, о т л и ч а ю щ е е- с я тем, что корпус и настил выполнены корытообразными.

| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для удаления облоя с формовых резиновых изделий | 1989 |
|
SU1682192A1 |
| Устройство для удаления облоя с резиновых изделий | 1990 |
|
SU1763218A1 |
| Устройство для удаления облоя с формовых резиновых изделий | 1989 |
|
SU1719235A2 |
| Устройство для удаления облоя с формовых резиновых изделий | 1989 |
|
SU1692850A1 |
| Устройство для удаления облоя с формовых резиновых изделий | 1989 |
|
SU1699786A1 |
| Устройство для удаления облоя с резиновых технических изделий | 1991 |
|
SU1816697A1 |
| Устройство для удаления облоя с формовых резиновых изделий | 1989 |
|
SU1775298A1 |
| Устройство для удаления облоя с резиновых изделий | 1989 |
|
SU1713818A1 |
| Устройство для удаления облоя с резиновых технических изделий | 1988 |
|
SU1565710A1 |
| Устройство для удаления облоя с резиновых изделий | 1989 |
|
SU1706880A1 |
Изобретение относится к области производства резиновых технических изделий и может быть использовано для удаления облоя после вулканизации с армированных резинотехнических деталей, например резинометаллических амортизаторов. Цель - повышение качества обработки армированных резинометаллических изделий. Для этого оно снабжено закрепленным под конвейером жестким настилом. Под настилом смонтирована вторая приводная щетка с более коротким ворсом, чем верхняя щетка. В настиле выполнен поперечный паз в плоскости, проходящей через оси щеток. Конвейер выполнен в виде двух тяговых цепей, соединенных перемычками. Корпус и настил выполнены корытообразными. При работе изделие с замороженным облоем транспортируется конвейером между щетками, которые производят удаление облоя с двух противоположных плоскостей детали. 1 з.п.ф-лы, 2 ил.
1В
ZO
Фиг. 1
ВидА
Щиг.2
| Устройство для удаления облоя с деталейиз пОлиМЕРНыХ МАТЕРиАлОВ | 1979 |
|
SU852616A1 |
| кл | |||
| Солесос | 1922 |
|
SU29A1 |
| Способ удаления облоя с формовых резиновых деталей | 1974 |
|
SU487780A1 |
| Солесос | 1922 |
|
SU29A1 |
| Планшайба для точной расточки лекал и выработок | 1922 |
|
SU1976A1 |
