Изобретение относится к оснастке для изготовления несущих корпусных конструкций из армированных пластиков и может быть использовано также в судо- и авиастроении.
Цель изобретения - расширение технологических возможностей и повышение надежности процесса прессования.
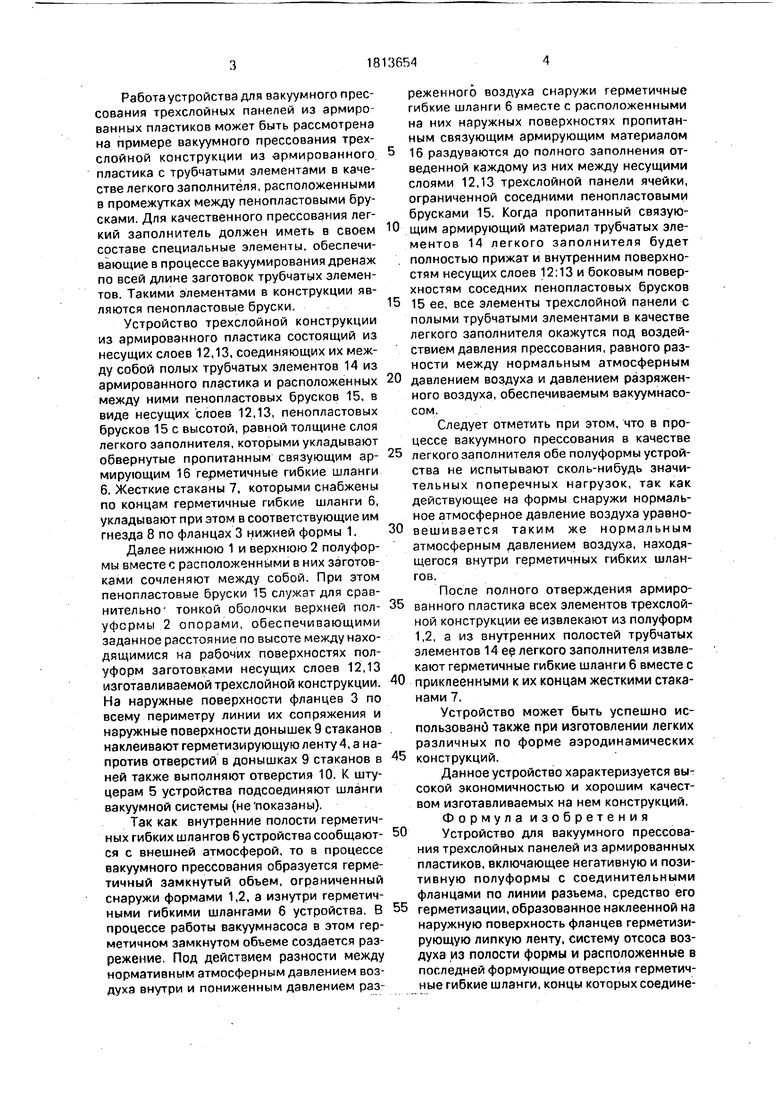
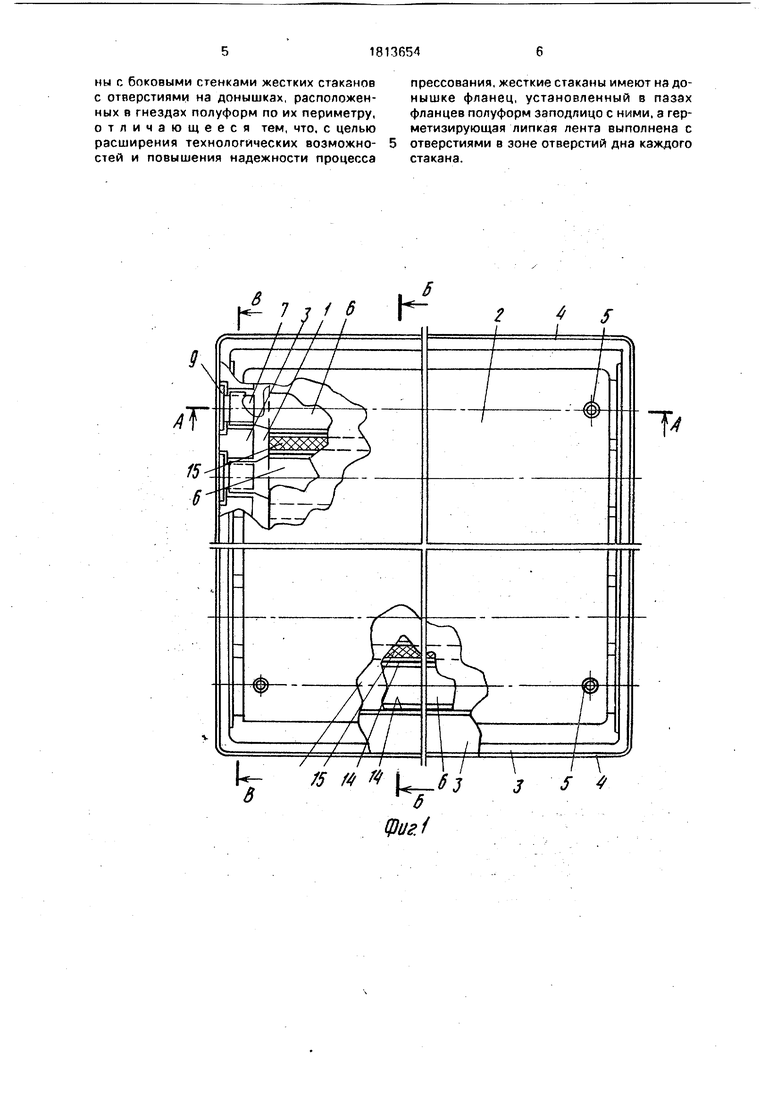
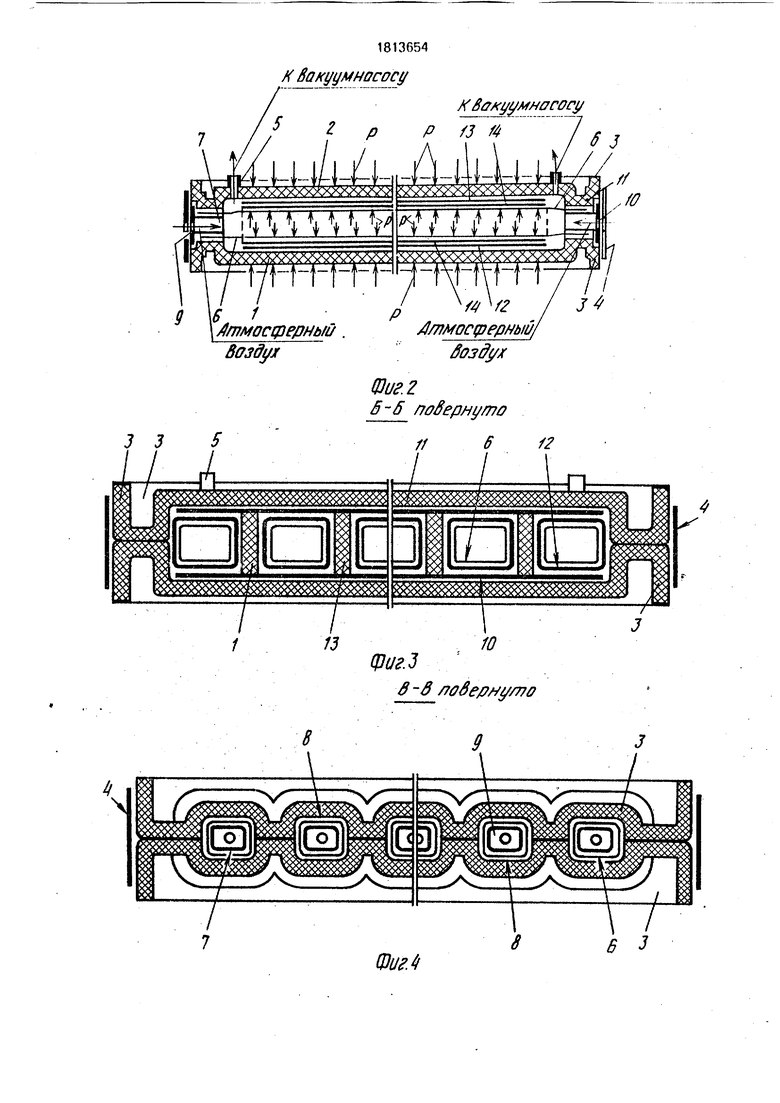
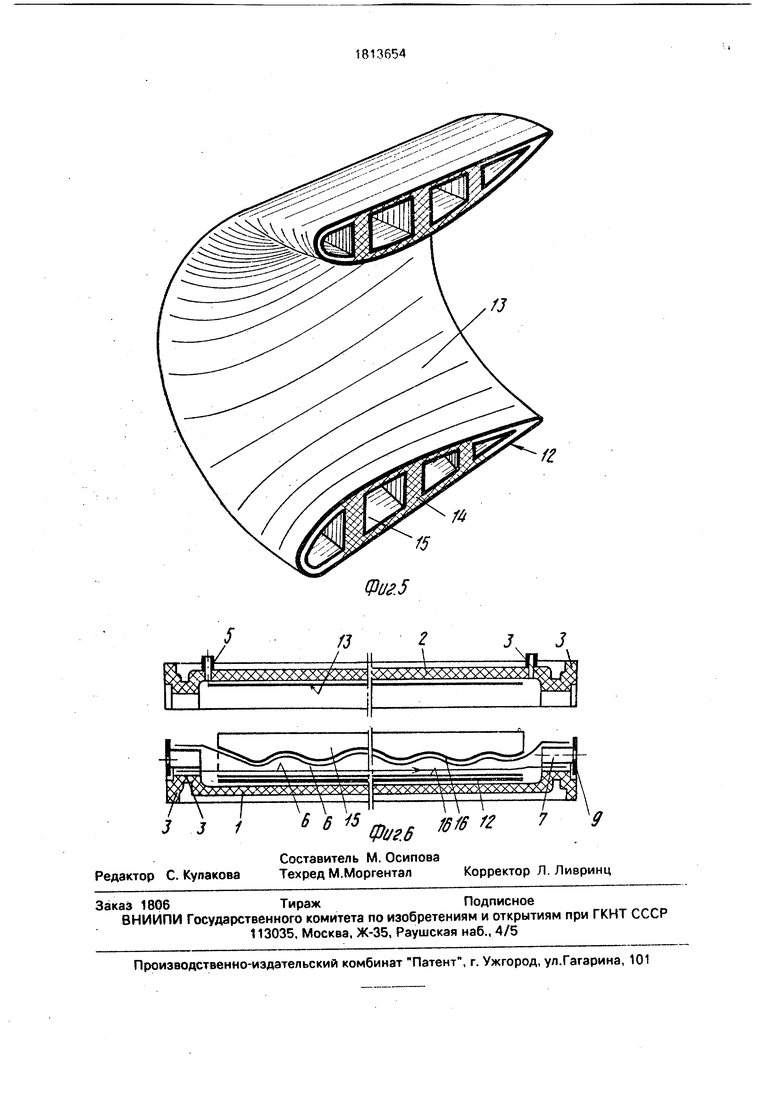
На фиг.1 изображено устройство в плане; на фиг.2 - разрез А-А на фиг.1; на фиг.З - разрез Б-Б на фиг.1; на фиг.4 - разрез В-В на фиг.1; на фиг.5 - кольцо-насадка на воздушный винт из армированного пластика.
Устройство для вакуумного прессования трехслойных панелей из армированных пластиков содержит позитивную 1 и негативную 2 прлуформы с соединительными фланцами 3, на наружные поверхности которых наклеена герметизирующая липкая лента 4, и систему отсоса воздуха из внутреннего объема форм, включающую штуцеры 5 для подключения к вакуумной системы. Во внутреннем объеме полуформ 1,2 расположены герметичные гибкие шланги 6, приклеенные по концам к боковым поверхностям жестких стаканов 7, вложенных в выполненные во фланцах 3 соответствующие им гнезда 8. Донышки 9 стаканов снабжены отверстиями 10 и выступают за боковые поверхности стаканов 7 с образованием внешних фланцев. Во фланцах 3 полуформ 1,2 выполнен паз 11 для фланцев стаканов. Герметизирующая лента 4 наклеена на наружные поверхности донышек 9 стаканов 7, а напротив отверстий 10 в донышках 9 стаканов в ней также выполнены отверстия.
СО
ы
ON СЛ
Работа устройства для вакуумного прессования трехслойных панелей из армированных пластиков может быть рассмотрена на примере вакуумного прессования трехслойной конструкции из армированного, пластика с трубчатыми элементами в качестве легкого заполнителя, расположенными в промежутках между пенопластовыми брусками. Для качественного прессования легкий заполнитель должен иметь в своем составе специальные элементы, обеспечивающие в процессе вакуумирования дренаж по всей длине заготовок трубчатых элементов. Такими элементами в конструкции являются пенопластовые бруски.
Устройство трехслойной конструкции из армированного пластика состоящий из несущих слоев 12,13, соединяющих их между собой полых трубчатых элементов 14 из армированного пластика и расположенных между ними пенопластовых брусков 15, в виде несущих слоев 12,13, пенопластовых брусков 15с высотой, равной толщине слоя легкого заполнителя, которыми укладывают обвернутые пропитанным связующим армирующим 16 герметичные гибкие шланги 6. Жесткие стаканы 7, которыми снабжены по концам герметичные гибкие шланги 6, укладывают при этом в соответствующие им гнезда 8 по фланцах 3 нижней формы 1.
Далее нижнюю 1 и верхнюю 2 полуформы вместе с расположенными в них заготовками сочленяют между собой. При этом пенопластовые бруски 15 служат для сравнительно тонкой оболочки верхней пол- уфсрмы 2 опорами, обеспечивающими заданное расстояние по высоте между находящимися на рабочих поверхностях полуформ заготовками несущих слоев 12,13 изготавливаемой трехслойной конструкции. На наружные поверхности фланцев 3 по всему периметру линии их сопряжения и наружные поверхности донышек 9 стаканов наклеивают герметизирующую ленту 4, а напротив отверстий в донышках 9 стаканов в ней также выполняют отверстия 10. К штуцерам 5 устройства подсоединяют шланги вакуумной системы (не показаны).
Так как внутренние полости герметичных гибких шлангов 6 устройства сообщаются с внешней атмосферой, то в процессе вакуумного прессования образуется герметичный замкнутый объем, ограниченный снаружи формами 1,2, а изнутри герметичными гибкими шлангами б устройства. В процессе работы вакуумнасоса в этом герметичном замкнутом объеме создается разрежение, Под действием разности между нормативным атмосферным давлением воздуха внутри и пониженным давлением разреженного воздуха снаружи герметичные гибкие шланги 6 вместе с расположенными на них наружных поверхностях пропитанным связующим армирующим материалом
16 раздуваются до полного заполнения отведенной каждому из них между несущими слоями 12,13 трехслойной панели ячейки, ограниченной соседними пенопластовыми брусками 15. Когда пропитанный связую0 щим армирующий материал трубчатых элементов 14 легкого заполнителя будет , полностью прижат и внутренним поверхностям несущих слоев 12:13 и боковым поверхностям соседних пенопластовых брусков
5 15 ее, все элементы трехслойной панели с полыми трубчатыми элементами в качестве легкого заполнителя окажутся под воздействием давления прессования, равного разности между нормальным атмосферным
0 давлением воздуха и давлением разряженного воздуха, обеспечиваемым вакуумнасо- сом.
Следует отметить при этом, что в процессе вакуумного прессования в качестве
5 легкого заполнителя обе полуформы устройства не испытывают сколь-нибудь значительных поперечных нагрузок, так как действующее на формы снаружи нормальное атмосферное давление воздуха уравно0 вешивается таким же нормальным атмосферным давлением воздуха, находящегося внутри герметичных гибких шлангов.
После полного отверждения армиро5 ванного пластика всех элементов трехслойной конструкции ее извлекают из полуформ 1,2, а из внутренних полостей трубчатых элементов 14 ее легкого заполнителя извлекают герметичные гибкие шланги 6 вместе с
0 приклеенными к их концам жесткими стаканами 7.
Устройство может быть успешно использовано также при изготовлении легких различных по форме аэродинамических
5 конструкций.
Данное устройство характеризуется высокой экономичностью и хорошим качеством изготавливаемых на нем конструкций. Формула изобретения
0 Устройство для вакуумного прессования трехслойных панелей из армированных пластиков, включающее негативную и позитивную полуформы с соединительными фланцами по линии разъема, средство его
5 герметизации, образованное наклеенной на наружную поверхность фланцев герметизирующую липкую ленту, систему отсоса воздуха из полости формы и расположенные в последней формующие отверстия герметичные гибкие шланги, концы которых соедине
мы с боковыми стенками жестких стаканов с отверстиями на донышках, расположенных в гнездах полуформ по их периметру, отличающееся тем, что. с целью расширения технологических возможностей и повышения надежности процесса
прессования, жесткие стаканы имеют на донышке фланец, установленный в пазах фланцев полуформ заподлицо с ними, а герметизирующая липкая лента выполнена с отверстиями в зоне отверстий дна каждого стакана.
Фиг.5
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ТРЕХСЛОЙНОЙ ОБШИВКИ КОРПУСНОЙ КОНСТРУКЦИИ ИЗ АРМИРОВАННОГО ПЛАСТИКА | 1995 |
|
RU2084370C1 |
| КОНСТРУКЦИОННЫЙ МАТЕРИАЛ, СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ И СПОСОБ ИЗГОТОВЛЕНИЯ КОМПОЗИЦИОННОГО МАТЕРИАЛА ЗАПОЛНИТЕЛЯ ТРЁХСЛОЙНОЙ ОБОЛОЧКИ НЕСУЩЕЙ КОРПУСНОЙ КОНСТРУКЦИИ | 2017 |
|
RU2665001C1 |
| Пресс-форма для изготовления изделий из полимерного материала | 1989 |
|
SU1712171A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТРЕХСЛОЙНОЙ ПАНЕЛИ ИЗ АРМИРОВАННОГО ПЛАСТИКА С ЗАПОЛНИТЕЛЕМ ИЗ ТРУБЧАТЫХ ЭЛЕМЕНТОВ | 2003 |
|
RU2250824C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СРЕДНЕГО СЛОЯ ТРЕХСЛОЙНЫХ ПАНЕЛЕЙ ИЗ КОМПОЗИЦИОННОГО МАТЕРИАЛА С ПОЛИМЕРНЫМ СВЯЗУЮЩИМ | 2008 |
|
RU2381132C1 |
| СПОСОБ ПОЛУЧЕНИЯ МНОГОСЛОЙНОЙ РАДИОПРОЗРАЧНОЙ ПАНЕЛИ СО СРЕДНИМ СЛОЕМ КАЛИБРОВАННОГО ПЕНОПЛАСТА | 2011 |
|
RU2486060C2 |
| ПОДКИЛЬНЫЙ ОБТЕКАТЕЛЬ АНТЕННЫ СУДОВОЙ ГИДРОАКУСТИЧЕСКОЙ СТАНЦИИ | 2018 |
|
RU2685743C1 |
| Контейнер из композитного материала для транспортировки живого краба | 2023 |
|
RU2809368C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СРЕДНЕГО СЛОЯ ТРЕХСЛОЙНОЙ ПАНЕЛИ | 2010 |
|
RU2445228C1 |
| ПАНЕЛЬ СРЕДНЕГО СЛОЯ И СПОСОБ ЕЕ ПОЛУЧЕНИЯ | 2012 |
|
RU2507352C1 |
Изобретение относится к оборудованию для изготовления несущих корпусных конструкций.из армированных пластиков. Существо изобретения: устройство для вакуумного прессования трехслойных панелей содержит позитивную и негативную полуформы с фланцами, по линии разъема на наружные поверхности которых наклеена герметизирующая лента, и штуцеры для подключения к вакуумной системе/Во внутреннем объеме пресс-формы расположены герметичные гибкие шланги, приклеенные по концам к жестким стаканам, вложенным в выполненные во фланцах полуформ гнезда. Донышки стаканов снабжены отверстиями и выступают за боковые поверхности стаканов с образованием внешних фланцев. Поперечные размеры гнезд во фланцах форм меньше наружных размеров фланцев стаканов. Герметизирующая лента наклеена также и на наружные поверхности донышек стаканов, напротив отверстий в которых выполнены также отверстия. 6 ил.
| Устройство для гидростатического прессования цилиндрических изделий из полимерных порошковых материалов | 1980 |
|
SU887219A1 |
| Солесос | 1922 |
|
SU29A1 |
