Изобретение относится к судостроению и касается технологии изготовления крупногабаритных несущих корпусных конструкций с криволинейными поверхностями двоякой кривизны, например, аэродинамических конструкций судов на воздушной подушке. Изобретение может быть использовано также в самолетостроении.
Известен способ изготовления трехслойной панели из армированного пластика с заполнителем из трубчатых элементов, заключающийся в следующей последовательности технологических операций: формование наружных несущих слоев трехслойной панели, каждого в своей форме; их отверждение; расположение между ними с определенным шагом заготовок трубчатых элементов заполнителя; их раздутие путем подачи в их внутренние полости сжатого воздуха до соприкосновения с внутренними поверхностями обоих несущих слоев; их отверждение и заполнение промежутков между образованным таким образом трубчатыми элементами из армированного пластика пенопластом путем введения в эти промежутки вспенивающейся полимерной композиции [1].
Вследствие того, что боковые стенки трубчатых элементов из армированного пластика, образующихся во внутреннем объеме изготавливаемой таким образом трехслойной панели, выполняющие функцию внутренних ребер жесткости, соединяющих ее несущие слои между собой, имеют не плоскую, а цилиндрическую форму, несущая способность такой трехслойной панели под действием внешних поперечных нагрузок не высока.
Известны способы изготовления трехслойных панелей из армированного пластика с заполнителем из трубчатых элементов, в основу которых заложена следующая общая для них последовательность основных технологических операций: формование наружных несущих слоев трехслойной панели, каждого в своей форме; расположение между ними вплотную друг к другу заготовок трубчатых элементов заполнителя; их раздутие путем подачи в их внутренние полости сжатого воздуха до соприкосновения с внутренними поверхностями обоих несущих слоев и с боковыми стенками смежных трубчатых элементов и отверждение всей заготовки трехслойной панели [2], [3], [4].
При реализации этих способов изготовления трехслойной панели внутренние ребра жесткости из армированного пластика, образуемые склеенными между собой боковыми стенками смежных трубчатых элементов заполнителя, могут иметь плоскую форму. Это существенно повышает несущую способность трехслойной панели под действием внешних поперечных нагрузок.
Однако, очевидно, что процесс формообразования внутренних ребер жесткости из армированного пластика в соответствии с данными способами изготовления трехслойной панели неконтролируем, так как происходит в процессе раздутия заготовок трубчатых элементов заполнителя с помощью сжатого воздуха в замкнутом внутреннем объеме между находящимися в своих формах заготовками несущих слоев изготавливаемой трехслойной панели. Следствием этого может быть возникновение различных неустранимых впоследствии дефектов заполнителя изготавливаемой трехслойной панели таких, например, как наличие нерасправившихся складок боковых стенок бесформенных заготовок трубчатых элементов в процессе их раздутия, отклонения от расчетного шага расположения внутренних ребер жесткости, отклонения от расчетного угла притыкания плоскостей внутренних ребер жесткости к несущим слоям трехслойной панели и т.д. Эти дефекты не позволяют в полной мере реализовать расчетную несущую способность трехслойной панели под действием внешних поперечных нагрузок.
К этому следует добавить также, что, благодаря применению для формообразования трубчатых элементов заполнителя сжатого воздуха для реализации всех вышеупомянутых способов изготовления трехслойной панели [1], [2], [3], [4] требуется применение дорогостоящих пресс-форм, имеющих большую изгибную жесткость, обеспечивающую восприятие больших внутренних давлений без заметной изгибной деформации их оболочек. Это существенно снижает технологичность этих способов.
Указанных недостатков в значительной степени лишен известный способ изготовления трехслойной панели из армированного пластика с заполнителем из трубчатых элементов, являющийся прототипом предлагаемого способа. Он заключается в следующей последовательности технологических операций: формование на поверхности формы нижнего несущего слоя трехслойной панели; формование трубчатых элементов заполнителя трехслойной панели путем обворачивания пенопластовых брусков пропитанным связующим армирующим материалом; укладка образованных таким образом заготовок трубчатых элементов заполнителя вплотную друг к другу поверх заготовки нижнего несущего слоя; формование поверх образованного таким образом сплошного, слоя заполнителя верхнего несущего слоя и одновременное отверждение всей заготовки трехслойной панели [5].
Действительно, при изготовлении трехслойной панели из армированного пластика в соответствии с данным способом могут быть получены внутренние ребра жесткости из армированного пластика, соединяющие несущие слои изготавливаемой трехслойной панели между собой, с геометрическими и механическими характеристиками, более точно соответствующими расчету, что способствует повышению несущей способности трехслойной панели под действием внешних поперечных нагрузок. А возможность реализации данного способа с помощью лишь одной формы, без применения дорогостоящей пресс-формы, делает этот способ значительно более технологичным.
Однако и этот способ изготовления трехслойной панели из армированного пластика имеет существенные недостатки. Из-за необходимости выполнения всех технологических операций по изготовлению панели, включая формование всех трубчатых элементов заполнителя, за один технологический цикл, т.е. до одновременного отверждения стеклопластика всех ее элементов, данный способ не предоставляет никаких возможностей для изготовления трехслойных панелей с относительно большими габаритными размерами и для организации пооперационного контроля технологического процесса изготовления трехслойной панели, что является одним из важнейших условий обеспечения высокой несущей способности изготавливаемой трехслойной панели. Достижение относительно низкой трудоемкости изготовления трехслойной панели за счет частичной механизации отдельных технологических операций ее изготовления по этому способу, также проблематично.
Целью изобретения является повышение несущей способности трехслойной панели из армированного пластика с заполнителем из трубчатых элементов, имеющей относительно большие габаритные размеры и сложную форму криволинейных наружных поверхностей, при одновременном снижении трудоемкости ее изготовления.
Указанная цель достигается тем, что в способе изготовления трехслойной панели из армированного пластика с заполнителем из трубчатых элементов, включающем формование нижнего несущего слоя, укладку вплотную друг к другу трубчатых элементов заполнителя, формование поверх них верхнего несущего слоя и отверждение всех элементов трехслойной панели, устанавливается следующая последовательность основных технологических операций: сначала из предварительно отформованных и отвержденных трубчатых элементов заполнителя изготавливают блоки, имеющие кривизну наружных поверхностей, идентичную кривизне соответствующих поверхностей изготавливаемой трехслойной панели; блоки выкладывают в форме, рабочая поверхность которой имеет кривизну, идентичную кривизне соответствующей поверхности изготавливаемой трехслойной панели; блоки прижимают к рабочей поверхности формы и фиксируют друг относительно друга; в образовавшиеся между блоками зазоры вводят вплотную к боковым граням соседних блоков предварительно отформованные, но еще неотвержденные заготовки забойных трубчатых элементов заполнителя с последующим их отверждением; поверх образованного таким образом сплошного слоя заполнителя формуют верхний несущий слой трехслойной панели; после отверждения верхнего несущего слоя трехслойной панели, а также фиксации кривизны полученной таким образом заготовки трехслойной панели ее снимают с формы и на противоположной стороне слоя заполнителя формуют нижний несущий слой трехслойной панели с его последующим отверждением.
При этом блоки из предварительно отвержденных трубчатых элементов изготавливают путем их склейки по смежным боковым граням в специальной пресс-форме, рабочие поверхности которой идентичны соответствующим поверхностям изготавливаемой трехслойной панели.
При этом перед укладкой предварительно отвержденных прямолинейных трубчатых элементов в пресс-форму для изготовления блоков в них выполняют надрезы, причем каждый надрез рассекает частично обе боковые грани и полностью одну из граней, примыкающих к несущим слоям изготавливаемой трехслойной панели, а плоскости надрезов каждого трубчатого элемента расположены со смещением по отношению к плоскостям надрезов смежных трубчатых элементов блока.
При этом при изготовлении заготовок забойных трубчатых элементов им в плане придают форму, идентичную конфигурации в плане соответствующих зазоров между соседними блоками трубчатых элементов заполнителя изготавливаемой трехслойной панели.
При этом при формовании верхнего несущего слоя изготавливаемой трехслойной панели сначала выполняют его формование на участках между прижимами, обеспечивающими прижатие блоков трубчатых элементов заполнителя к рабочей поверхности формы, а затем после отверждения этих участков и переноса прижимов на отвержденные участки верхнего несущего слоя, выполняют доформовку верхнего несущего слоя на пропущенных участках с последующим их отверждением.
При этом фиксацию кривизны заготовки изготавливаемой трехслойной панели перед снятием ее с формы выполняют путем приформовки к ее верхнему несущему слою элементов набора панели.
Благодаря тому, что, в соответствии с предлагаемым способом, процесс изготовления, вплоть до отверждения, основной массы трубчатых элементов заполнителя вынесен за временные рамки процесса формования, при изготовлении трубчатых элементов могут быть применены механизированные методы формования и отверждение заготовок трубчатых элементов в специальных пресс-формах под давлением. Это способствует повышению несущей способности изготавливаемой трехслойной панели, так как обеспечивает повышение механических характеристик армированного пластика трубчатых элементов, и снижению общей трудоемкости изготавливаемой трехслойной панели.
Благодаря тому, что, в соответствии с предлагаемым способом, из предварительно изготовленных прямолинейных трубчатых элементов заполнителя изготавливают криволинейные блоки, имеющие кривизну наружных поверхностей, идентичную кривизне соответствующих поверхностей изготавливаемой трехслойной панели, а потом эти блоки используют для формования слоя заполнителя трехслойной панели, обеспечивается резкое снижение трудоемкости процесса формования непосредственно самой криволинейной трехслойной панели, что позволяет с помощью предлагаемого способа успешно изготавливать криволинейные трехслойные панели с относительно большими габаритными размерами и при этом осуществлять тщательный пооперационный контроль качества изготовления, что также способствует повышению несущей способности изготавливаемой трехслойной панели.
Благодаря тому, что, в соответствии с предлагаемым способом, в зазоры, образующиеся между блоками трубчатых элементов после их выкладки на поверхности формы для формования трехслойной панели, укладывают вплотную к боковым граням соседних блоков предварительно отформованные, но еще неотвержденные заготовки забойных трубчатых элементов заполнителя с последующим их отверждением, обеспечивается возможность изготовления трехслойной панели двоякой кривизны, когда размер изготавливаемой трехслойной панели в направлении поперек осей трубчатых элементов заполнителя различен в разных местах по длине этих трубчатых элементов.
Благодаря тому, что, в соответствии с предлагаемым способом, нижний несущий слой трехслойной панели, как правило, соответствующий наружной поверхности изготавливаемой трехслойной панели, формуется в последнюю очередь, когда все элементы трехслойной панели уже отформованы, а ее форма зафиксирована, обеспечивается возможность окончательной проверки качества изготовления всего слоя заполнителя трехслойной панели и, в случае необходимости, устранения выявленных дефектов. Это позволяет повысить прочность соединения заполнителя с наружным несущим слоем, а также качество самого наружного несущего слоя трехслойной панели, что также способствует повышению несущей способности изготавливаемой трехслойной панели.
К этому следует добавить также, что, в соответствии с предлагаемым способом, наружный несущий слой трехслойной панели может быть отформован даже после соединения между собой двух или нескольких заготовок аналогичных трехслойных панелей, доведенных каждая при своем изготовлении до стадии, предшествующей формованию наружного несущего слоя, с тем, чтобы получить единый, общий для них, наружный несущий слой, что, за счет исключения соответствующих соединительных элементов, способствует снижению массы и повышению несущей способности корпусной конструкции из армированного пластика.
Предлагаемый способ изготовления трехслойной панели из армированного пластика с заполнителем из трубчатых элементов проиллюстрирован схематично чертежами, на которых изображено:
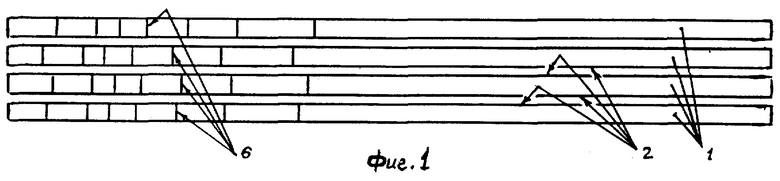
на фиг.1 - предварительно изготовленные прямолинейные трубчатые элементы заполнителя;
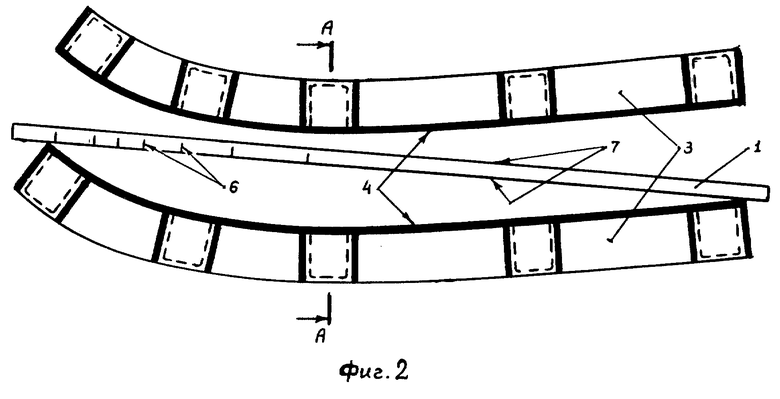
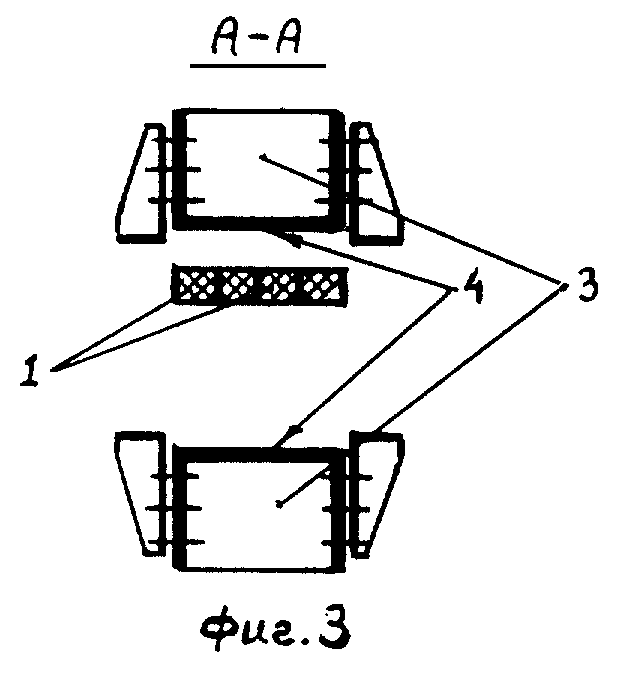
на фиг. 2 и 3 - предварительно изготовленные прямолинейные трубчатые элементы в момент их закладки в специальную пресс-форму для изготовления криволинейных блоков трубчатых элементов заполнителя;
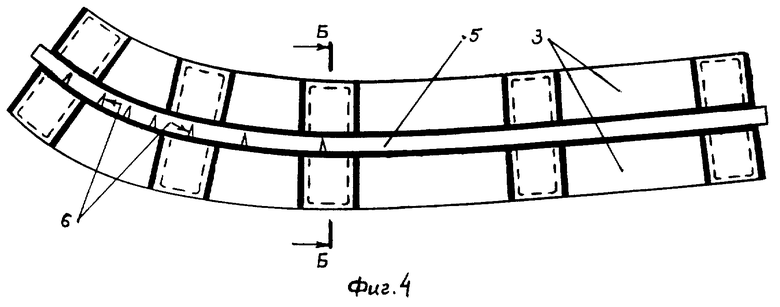
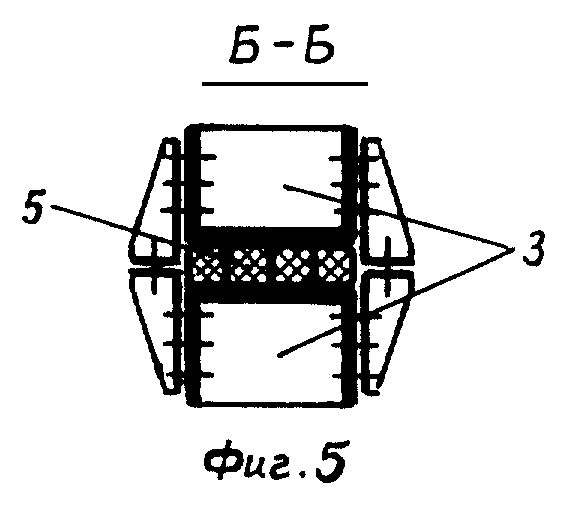
на фиг. 4 и 5 - специальная пресс-форма в момент прессования криволинейного блока трубчатых элементов заполнителя;
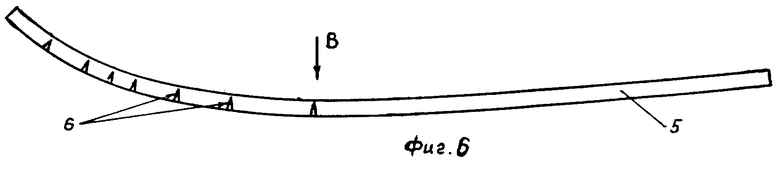
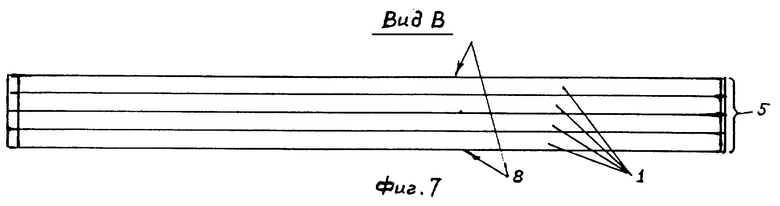
на фиг. 6 и 7 - готовый криволинейный блок трубчатых элементов заполнителя;
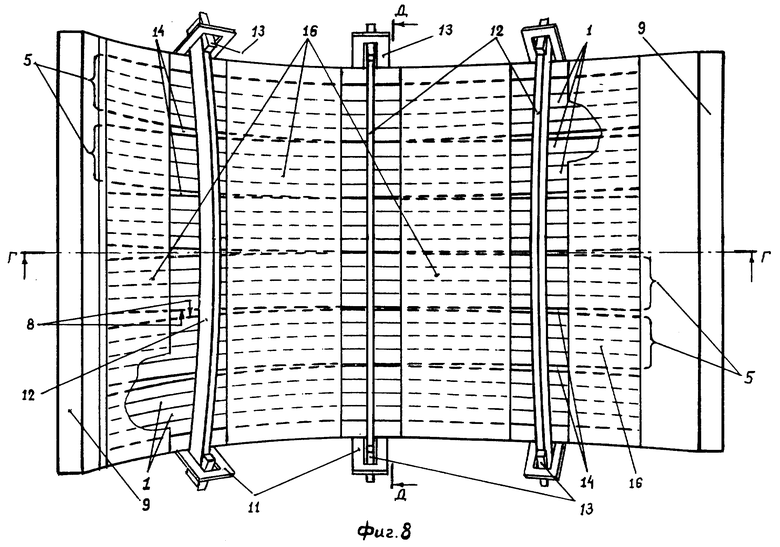
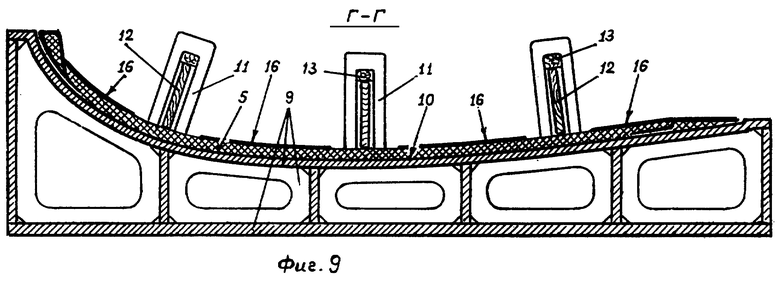
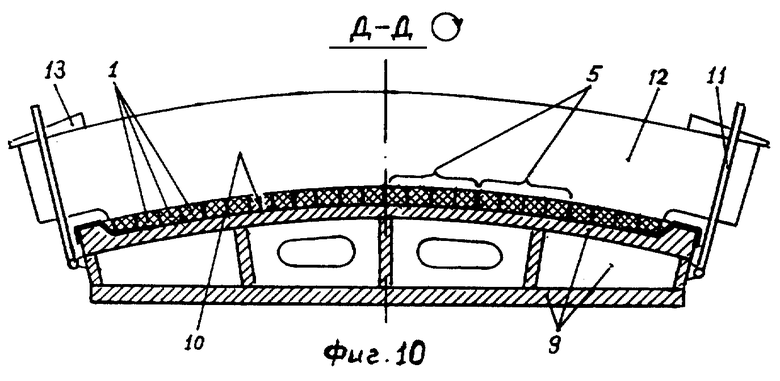
на фиг. 8-10 - форма вместе с расположенной на ее рабочей поверхности заготовкой трехслойной панели после завершения первого этапа формования верхнего несущего слоя трехслойной панели;
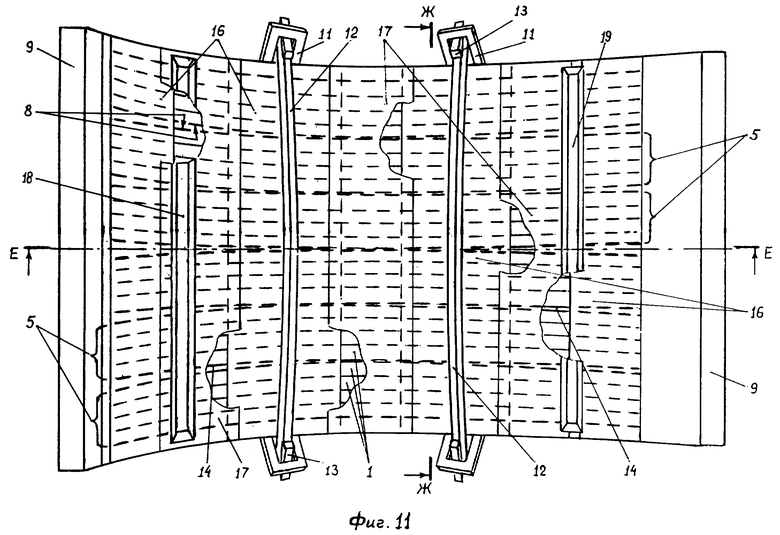
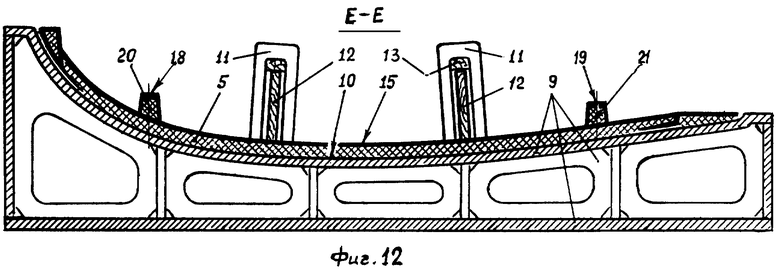
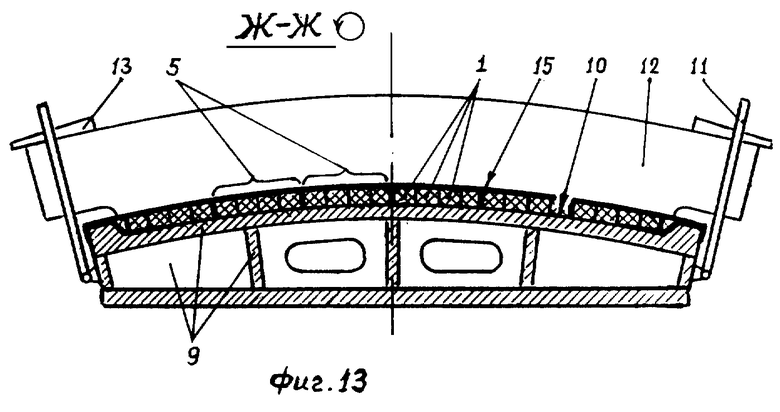
на фиг. 11-13 - форма вместе с расположенной на ее рабочей поверхности заготовкой трехслойной панели после завершения второго этапа формования верхнего несущего слоя трехслойной панели;
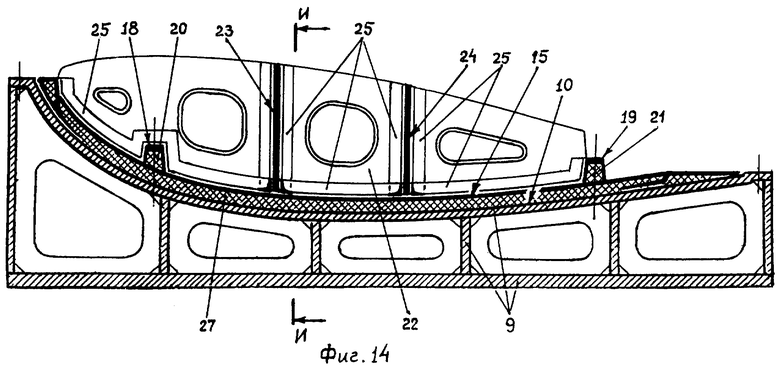
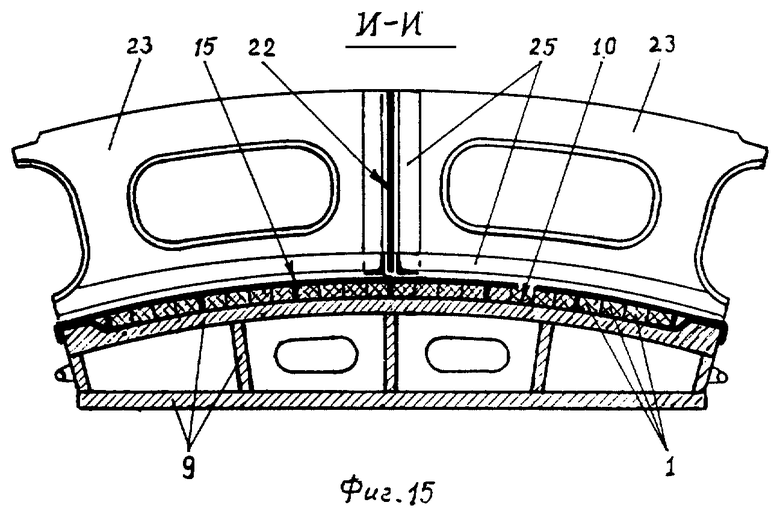
на фиг. 14 и 15 - форма вместе с расположенной на ее рабочей поверхности заготовкой трехслойной панели после приформовки к ее верхнему несущему слою элементов набора трехслойной панели;
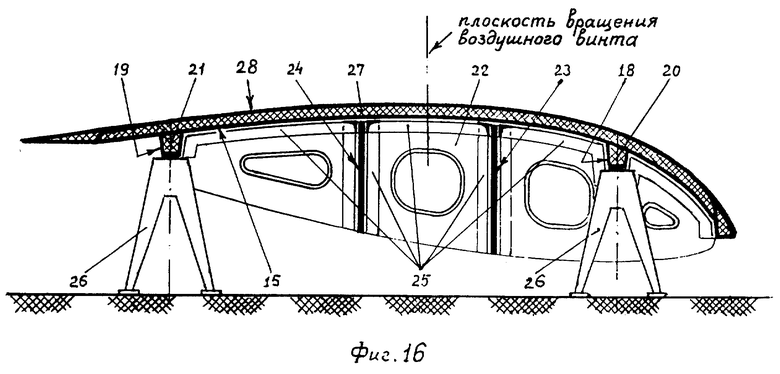
на фиг.16 - находящаяся на подставках полностью готовая трехслойная панель после завершения формования ее наружного несущего слоя.
Практическая реализация предлагаемого способа показана на примере изготовления внутренней трехслойной панели из стеклопластика с заполнителем из трубчатых элементов сегмента кольца-насадки на воздушный винт судна на воздушной подушке, представляющего собой секцию этого кольца-насадки, ограниченную в направлении вдоль окружности кольца-насадки двумя торцовыми плоскостями, проходящими через ось вращения воздушного винта, расположенного внутри кольца-насадки.
Из предварительно изготовленных на специализированном производстве прямолинейных трубчатых элементов 1 (фиг.1), представляющих собой каждый стеклопластиковую трубу прямоугольного сечения с пенопластовым сердечником, изготавливают блоки, имеющие кривизну наружных поверхностей, как в направлении осей трубчатых элементов, так и в перпендикулярном направлении, идентичную кривизне соответствующих поверхностей изготавливаемой трехслойной панели. Для этого их смежные боковые грани 2 промазывают клеящим составом, прижимают их боковыми гранями 2 друг к другу и помещают в специальную пресс-форму 3 (фиг.2, 3), рабочие поверхности 4 которой идентичны соответствующим поверхностям изготавливаемой трехслойной панели.
После смыкания пресс-формы 3 (фиг.4 и 5) помещенные в нее трубчатые элементы 1 склеиваются и, изгибаясь в пределах упругой деформации, приобретают требуемую криволинейную форму (фиг.6, 7). При этом клеевые прослойки между трубчатыми элементами 1, заполимеризовавшиеся после их искривления в пресс-форме 3, обеспечивают фиксацию полученной криволинейной формы блоков 5 и после их выемки из пресс-формы 3.
В тех местах, где относительно высокая изгибная жесткость стеклопластиковых трубчатых элементов 1 не позволяет изогнуть их до требуемой кривизны соответствующего блока 5 без разрушения, в трубчатых элементах 1 выполняют надрезы 6, причем каждый надрез 6 рассекает частично обе боковые грани 2 и полностью одну из граней 7, примыкающих к несущим слоям изготавливаемой трехслойной панели. А плоскости надрезов 6 каждого трубчатого элемента 1 расположены со смещением по отношению к плоскостям надрезов 6 смежных трубчатых элементов 1 блока 5.
Изготовленные таким образом криволинейные блоки 5 трубчатых элементов 1 заполнителя после промазки их боковых граней 8 (фиг.7) клеящим составом выкладывают в форме 9 (фиг.8-10), рабочая поверхность 10 которой имеет кривизну, идентичную кривизне наружной поверхности заполнителя изготавливаемой трехслойной панели, и прижимают к ней, фиксируя их друг относительно друга.
Для прижатия блоков 5 к рабочей поверхности 10 формы 9 могут быть применены, например, как это показано на фиг.8-13, шарнирно закрепленные на торцовых стенках формы 9 специальные откидные П-образные скобы 11, пропущенные под ними специальные прижимные балки 12 и клинья 13, обеспечивающие с помощью П-образных скоб 11 плотное прижатие прижимных балок 12 вместе с блоками 5 трубчатых элементов 1 к рабочей поверхности 10 формы 9.
Так как внутренняя, т.е. обращенная к воздушному винту, поверхность кольца-насадки, имеющего аэродинамический профиль, в различных сечениях плоскостями, параллельными плоскости вращения воздушного винта, имеет различные радиусы кривизны, то и длины дуг на внутренней поверхности сегмента кольца-насадки, соответствующие этим радиусам, также различны. Благодаря этому имеющие одинаковую по всей своей длине ширину блоки 5 трубчатых элементов 1, уложенные на рабочей поверхности 10 формы 9 вплотную друг к другу в сечении плоскостью вращения воздушного винта (фиг.10, 13), где ширина внутренней трехслойной панели сегмента кольца-насадки минимальна, так как соответствует минимальному радиусу кривизны ее поверхности, обращенной к воздушному винту (см. фиг.16), во всех других сечениях плоскостями, параллельными плоскости вращения воздушного винта, в нос и в корму от нее, образуют между собой зазоры (фиг.8, 11), нарушающие сплошность слоя заполнителя изготавливаемой трехслойной панели. Указанные зазоры имеют форму клиньев с острыми углами, направленными в сторону плоскости вращения воздушного винта, расширяющихся по мере движения к носику и хвостику профиля кольца-насадки.
Для заполнения этих зазоров из плиточного пенопласта вырезают бруски прямоугольного поперечного сечения с высотой, равной высоте пенопластовых сердечников трубчатых элементов 1 заполнителя, и переменной шириной в соответствии с конфигурацией в плане соответствующих зазоров между соседними блоками 5 трубчатых элементов 1 заполнителя. Пенопластовые бруски обворачивают пропитанным связующим армирующим материалом и образованные таким образом заготовки забойных трубчатых элементов 14 (фиг.8) заполнителя вводят в упомянутые выше зазоры вплотную к боковым граням соседних блоков 5 трубчатых элементов 1. После отверждения стеклопластика забойных трубчатых элементов 14 все блоки 5 оказываются соединенными по своим боковым граням 8 между собой с образованием сплошного слоя заполнителя изготавливаемой трехслойной панели.
Поверх образованного таким образом сплошного слоя заполнителя формуют верхний несущий слой 15 (фиг.9, 12, 13) трехслойной панели. При этом сначала формуют участки 16 (фиг.8, 9) верхнего несущего слоя 15 в промежутках между прижимными балками 12, а затем после их отверждения и переноса прижимных балок 12 (фиг.11-13) на отвержденные участки 16, выполняют формование пропущенных участков 17 (фиг.11) верхнего несущего слоя 15, с последующим их отверждением.
Фиксацию кривизны полученной таким образом заготовки трехслойной панели перед снятием ее с формы 9 выполняют путем приформовки к ее верхнему несущему слою 15 двух П-образных стрингеров 18, 19 (фиг.11, 12), путем обформовки устанавливаемых на его поверхности специальных пенопластовых оформителей 20, 21, а также нервюры 22 (фиг.14-16) и бракет 23, 24 лонжеронов, с помощью приформовочных угольников 25.
После отверждения П-образных стрингеров 18, 19 и приформовочных угольников 25, соединяющих нервюру 22 и бракеты 23, 24 лонжеронов между собой и с верхним несущим слоем 15 заготовку внутренней трехслойной панели сегмента кольца-насадки снимают с формы 9, переворачивают и устанавливают на специальные подставки 26 (фиг.16) набором вниз. Далее на свободной поверхности слоя заполнителя 27 трехслойной панели формуют ее нижний несущий слой 28, являющийся для изготавливаемой трехслойной панели ее наружным несущим слоем, с последующим отверждением.
Предлагаемое техническое решение способствует повышению эффективности применения трехслойных панелей из армированного пластика в судовых несущих корпусных конструкциях со сложными криволинейными наружными поверхностями.
Источники информации
1. Авт.св. СССР №235564, М.кл. B 63 d; B 63 c, опубл. 16.01.1969, Бюл. №5.
2. Патент СССР №308562, М.кл. B 29 G 5/00, опубл. 01.07.1971, Бюл. №21.
3. Патент ФРГ №1275279, М.кл. B 29 D, опубл. 26.06.1969.
4. Е.С.Колодяжный, Г.А.Павлов, М.И.Личман, П.Ф.Чеплыгин. Судовая надстройка из стеклопластика - “Технология судостроения”, 1978, №7, стр.40.
5. Авт. св. СССР №318502, М.кл. В 63 В 5/24, опубл. 28.10.1971, Бюл. №32.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ СРЕДНЕГО СЛОЯ ТРЕХСЛОЙНЫХ ПАНЕЛЕЙ ИЗ КОМПОЗИЦИОННОГО МАТЕРИАЛА С ПОЛИМЕРНЫМ СВЯЗУЮЩИМ | 2008 |
|
RU2381132C1 |
| СПОСОБ ПОЛУЧЕНИЯ МНОГОСЛОЙНОЙ РАДИОПРОЗРАЧНОЙ ПАНЕЛИ СО СРЕДНИМ СЛОЕМ КАЛИБРОВАННОГО ПЕНОПЛАСТА | 2011 |
|
RU2486060C2 |
| КОНСТРУКЦИОННЫЙ МАТЕРИАЛ, СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ И СПОСОБ ИЗГОТОВЛЕНИЯ КОМПОЗИЦИОННОГО МАТЕРИАЛА ЗАПОЛНИТЕЛЯ ТРЁХСЛОЙНОЙ ОБОЛОЧКИ НЕСУЩЕЙ КОРПУСНОЙ КОНСТРУКЦИИ | 2017 |
|
RU2665001C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТРЕХСЛОЙНОЙ ОБШИВКИ КОРПУСНОЙ КОНСТРУКЦИИ ИЗ АРМИРОВАННОГО ПЛАСТИКА | 1995 |
|
RU2084370C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КРИВОЛИНЕЙНОЙ ТРЕХСЛОЙНОЙ КОМПОЗИТНОЙ ПАНЕЛИ | 2017 |
|
RU2685218C1 |
| Устройство для вакуумного прессования трехслойных панелей из армированных пластиков | 1990 |
|
SU1813654A1 |
| Пресс-форма для изготовления изделий из полимерного материала | 1989 |
|
SU1712171A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СОТОВЫХ ЗАПОЛНИТЕЛЕЙ ИЗ АРМИРОВАННЫХ ПЛАСТМАСС | 1995 |
|
RU2097193C1 |
| Композитная оснастка для формования изделий из полимерных композиционных материалов | 2022 |
|
RU2789177C1 |
| ПОДКИЛЬНЫЙ ОБТЕКАТЕЛЬ АНТЕННЫ СУДОВОЙ ГИДРОАКУСТИЧЕСКОЙ СТАНЦИИ | 2018 |
|
RU2685743C1 |
Изобретение относится к судостроению и касается технологии изготовления крупногабаритных несущих корпусных конструкций с криволинейным поверхностями двоякой кривизны. Способ изготовления трехслойной панели из армированного пластика с заполнителем из трубчатых элементов включает формование нижнего несущего слоя, укладку вплотную друг к другу трубчатых элементов заполнителя, формование поверх них верхнего несущего слоя и отверждение всех элементов трехслойной панели. Техническим результатом изобретения является повышение несущей способности трехслойной панели, имеющей относительно большие габаритные размеры и сложную форму криволинейных наружных поверхностей, при одновременном снижении трудоемкости ее изготовления. Сущность изобретения заключается в следующей последовательности технологических операций: сначала из предварительно отформованных и отвержденных трубчатых элементов заполнителя изготавливают блоки. Далее блоки выкладывают в форме. Блоки прижимают к рабочей поверхности формы и фиксируют друг относительно друга. В образовавшиеся между блоками зазоры вводят предварительно отформованные, но еще неотвержденные заготовки забойных трубчатых элементов заполнителя с последующим их отверждением. Поверх образованного таким образом сплошного слоя заполнителя формуют верхний несущий слой трехслойной панели. После отверждения верхнего несущего слоя, а также фиксации кривизны заготовки трехслойной панели ее снимают с формы и на противоположной стороне слоя заполнителя формуют нижний несущий слой трехслойной панели с его последующим отверждением. 5 з.п. ф-лы, 16 ил.
| СПОСОБ ИЗГОТОВЛЕНИЯ ТРЕХСЛОЙНЫХ ПАНЕЛЕЙ | 0 |
|
SU318502A1 |
| Малогабаритный радиоспектрометр электронного парамагнитного резонанса | 1985 |
|
SU1275279A1 |
| ЕР 1412162 А, 30.01.2003 | |||
| WO 03035380 A1, 01.05.2003. | |||

