Ё
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ФОРМИРОВАНИЯ УЗЛА СОЕДИНЕНИЯ В ОБОЛОЧКАХ ИЗ КОМПОЗИЦИОННЫХ МАТЕРИАЛОВ | 2012 |
|
RU2508493C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ БРОНЕВСТАВОК ДЛЯ ТЕРМОЗАЩИТНОГО КОНТЕЙНЕРА ИЗ ПОЛИМЕРНЫХ КОМПОЗИЦИОННЫХ МАТЕРИАЛОВ И БРОНЕВСТАВКИ ДЛЯ ТЕРМОЗАЩИТНОГО КОНТЕЙНЕРА ИЗ ПОЛИМЕРНЫХ КОМПОЗИЦИОННЫХ МАТЕРИАЛОВ | 2014 |
|
RU2547282C1 |
| ВИБРОИЗОЛЯТОР И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2004 |
|
RU2266442C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СЕКЦИЙ НЕСУЩЕЙ РЕШЕТКИ РЕВЕРСЕРА ТЯГИ САМОЛЕТА ИЗ ПОЛИМЕРНЫХ КОМПОЗИЦИОННЫХ МАТЕРИАЛОВ, ОПРАВКА ДЛЯ ОСУЩЕСТВЛЕНИЯ СПОСОБА ИЗГОТОВЛЕНИЯ СЕКЦИЙ НЕСУЩЕЙ РЕШЕТКИ РЕВЕРСЕРА ТЯГИ САМОЛЕТА ИЗ ПОЛИМЕРНЫХ КОМПОЗИЦИОННЫХ МАТЕРИАЛОВ, ФОРМА ДЛЯ ЗАЛИВКИ АНТИАДГЕЗИОННОГО ЭЛАСТИЧНОГО МАТЕРИАЛА РАЗДЕЛИТЕЛЬНОГО СЛОЯ ОПРАВКИ ДЛЯ ОСУЩЕСТВЛЕНИЯ СПОСОБА ИЗГОТОВЛЕНИЯ СЕКЦИЙ НЕСУЩЕЙ РЕШЕТКИ РЕВЕРСЕРА ТЯГИ САМОЛЕТА ИЗ ПОЛИМЕРНЫХ КОМПОЗИЦИОННЫХ МАТЕРИАЛОВ И СЕКЦИЯ НЕСУЩЕЙ РЕШЕТКИ РЕВЕРСЕРА ТЯГИ САМОЛЕТА ИЗ ПОЛИМЕРНЫХ КОМПОЗИЦИОННЫХ МАТЕРИАЛОВ | 2012 |
|
RU2509649C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КОРПУСА РАКЕТНОГО ДВИГАТЕЛЯ ИЗ ПОЛИМЕРНЫХ КОМПОЗИЦИОННЫХ МАТЕРИАЛОВ И КОРПУС РАКЕТНОГО ДВИГАТЕЛЯ ИЗ ПОЛИМЕРНЫХ КОМПОЗИЦИОННЫХ МАТЕРИАЛОВ | 2012 |
|
RU2505696C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПРИБОРНОГО КОНИЧЕСКОГО ОТСЕКА ЛЕТАТЕЛЬНОГО АППАРАТА ИЗ ПОЛИМЕРНЫХ КОМПОЗИТОВ И ПРИБОРНЫЙ КОНИЧЕСКИЙ ОТСЕК ЛЕТАТЕЛЬНОГО АППАРАТА ИЗ ПОЛИМЕРНЫХ КОМПОЗИТОВ | 2014 |
|
RU2584731C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ БРОНЕШЛЕМА ИЗ ПОЛИМЕРНЫХ КОМПОЗИЦИОННЫХ МАТЕРИАЛОВ И БРОНЕШЛЕМ ИЗ ПОЛИМЕРНЫХ КОМПОЗИЦИОННЫХ МАТЕРИАЛОВ | 2010 |
|
RU2423059C1 |
| Торовый опорный шпангоут | 1982 |
|
SU1090822A1 |
| СОСУД ИЗ КОМПОЗИЦИОННОГО МАТЕРИАЛА | 1992 |
|
RU2026194C1 |
| СПОСОБ ПОВЫШЕНИЯ ГЕРМЕТИЧНОСТИ ТРУБ | 2008 |
|
RU2365804C1 |
Использование: в производстве нагруженных давлением оболочек, имеющих сложную форму, из жестких или эластичных композиционных материалов. Сущность изобретения: способ включает получение цилиндрической заготовки намоткой непрерывной нитью с фиксацией наматываемого слоя в кольцевых канавках концевых втулок, устанавливаемых на оправку, поперечными жгутами, пережатие и закрепление заготовки примоткой поперечным жгутом в канавку втулки-фиксатора, складывание заготовки путем совмещения концевых втулок и их закрепление в обойме. 4 ил.
Изобретение относится к машиностроению и может быть использовано в производстве нагруженных давлением оболочек, имеющих сложную форму, из жестких и эластичных композиционных материалов.
Цель изобретения - повышение несущей способности оболочки, а также улучшение технологичности изделия.
Новым является то, что оболочка выполнена двухслойной таким образом, что со стороны меньшего ее диаметра установлена втулка-фиксатор, в кольцевой канавке которой примоткой поперечным жгутом закреплены оба слоя арматуры, а со стороны большего диаметра оболочки слои арматуры соединены между собой своими концевыми втулками, в кольцевых канавках которых арматура зафиксирована примоткой поперечным жгутом, скрепленными обоймой.
Таким образом, процесс изготовления оболочки заключается в получении цилиндрической заготовки, для которой характерны кинематические условия, обеспечивающие простоту и удобство намотки и позволяющие получить однородную арматуру с равновесным и меридианальным расположением нитей; пережатие средней части цилиндрической заготовки и закрепление ее поперечным жгутом в кольцевой канавке втулки-фиксатора, обеспечивающее формирование оболочки и создание технологического натяжения; складывание заготовки вокруг места пережатия путем совмещения концевых втулок и закрепления их в обойме, причем возможность технологического натяжения нитей арматуры обеспечивается фиксацией, нитей во время намотки поперечными жгутами в кольцевых канавках концевых втулок, Создание технологического натяжения способствует сохранению полученных свойств заготовки во время окончательного формирования оболочки.
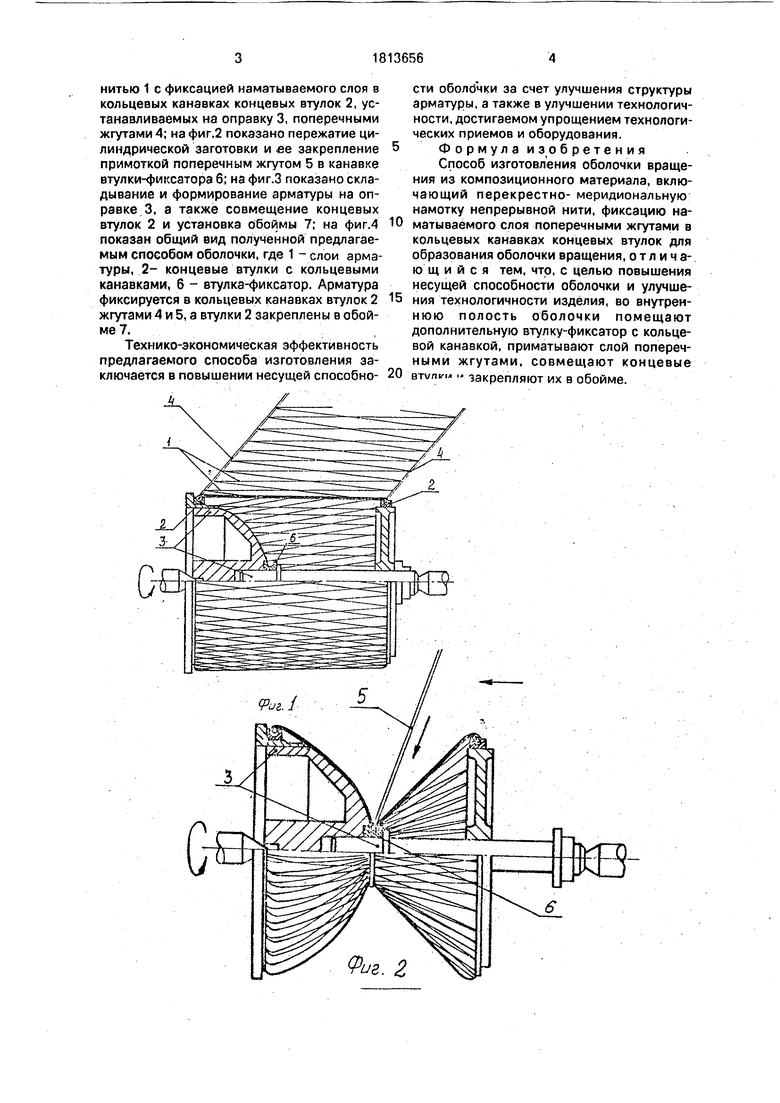
На фиг.1 показано получение цилиндрической заготовки перекрестно-меридиа- нальной намоткой арматуры непрерывной
00
со
ON СЛ Os
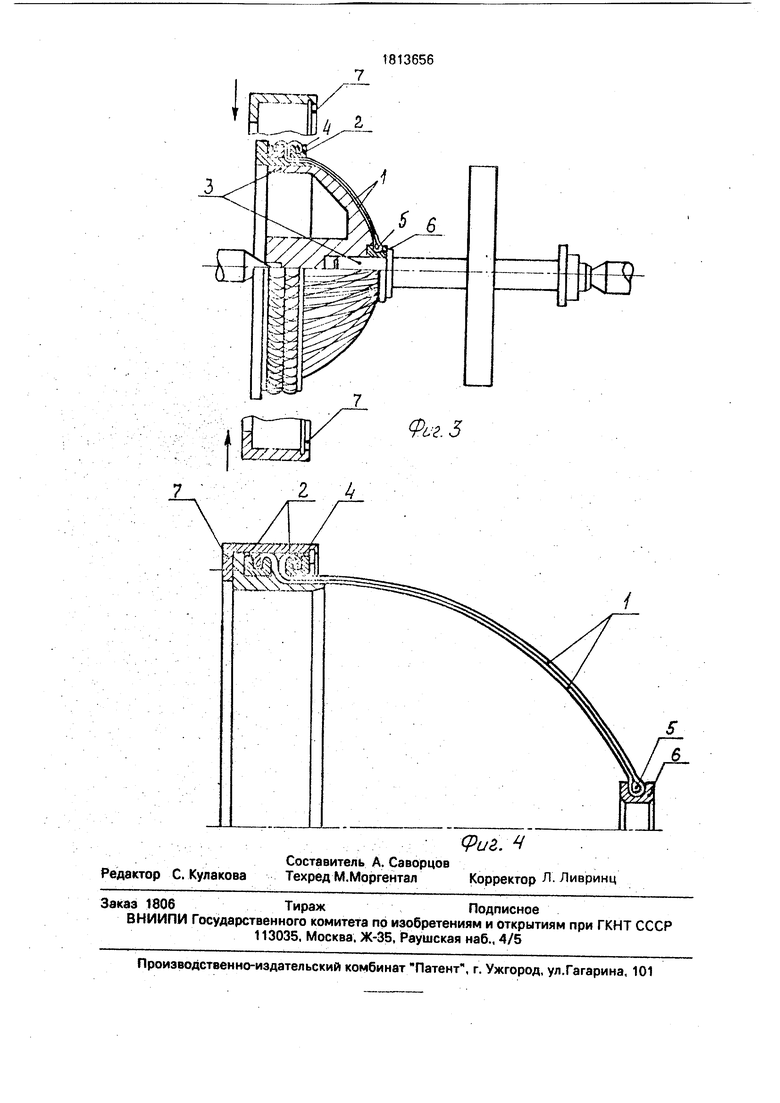
нитью 1 с фиксацией наматываемого слоя в кольцевых канавках концевых втулок 2, устанавливаемых на оправку 3, поперечными жгутами 4; на фиг.2 показано пережатие цилиндрической заготовки и ее закрепление примоткой поперечным жгутом 5 в канавке втулки-фиксатора 6; на фиг.З показано складывание и формирование арматуры на оправке 3, а также совмещение концевых втулок 2 и установка обоймы 7; на фиг.4 показан общий ЁИД полученной предлагаемым способом оболочки, где 1 - слои арматуры, 2- концевые втулки с кольцевыми канавками, 6 - втулка-фиксатор. Арматура фиксируется в кольцевых канавках втулок 2 жгутами 4 и 5, а втулки 2 закреплены в обойме 7.
Технико-экономическая эффективность предлагаемого способа изготовления заключается в повышении несущей способно0
5
0
сти оболочки за счет улучшения структуры арматуры, а также в улучшении технологичности, достигаемом упрощением технологических приемов и оборудования. Формула изобретения Способ изготовления оболочки вращения из композиционного материала, включающий перекрестно- меридиональную намотку непрерывной нити, фиксацию наматываемого слоя поперечными жгутами в кольцевых канавках концевых втулок для образования оболочки вращения, отличающийся тем, что, с целью повышения несущей способности оболочки и улучшения технологичности изделия, во внутрен- нюю полость оболочки помещают дополнительную втулку-фиксатор с кольцевой канавкой, приматывают слой поперечными жгутами, совмещают концевые ervnu-M закрепляют их в обойме.
Редактор С. Кулакова
Составитель А. Саворцов Техред М.Моргентал
фиГ. Ч Корректор Л. Ливринц
| Резинокордная оболочка | 1987 |
|
SU1460491A1 |
| Устройство для электрической сигнализации | 1918 |
|
SU16A1 |
