Изобретение относится к технологии машиностроения, в частности к формообразованию резьб (например, фрезерованием или шлифованием) и может быть использовано для формообразования, по кинематической схеме с планетарным относительным движением резьбы и инструмента, резьб с симметричным профилем (например, метрической, трапецеидальной и круглой резьбы), а также для формообразования резьбы с малым значением (≤10°) одного или двух углов боковых сторон резьбы, например упорных резьб по ГОСТ 10177-82, ГОСТ 13535-87, ANSI/ASME B1.9-1973, DIN 513, резьб обсадных труб с упорной трапецеидальной резьбой ВС по ГОСТ 34057-2017, трапецеидальной резьбы для соединений ОТТМ и ОПТ и калибров к ним по ГОСТ 632-80, ГОСТ 33758-2016 и ГОСТ 25575-2014, резьб муфт и труб НКМ, труб НКБ по ГОСТ 633-80, резьб труб Т и муфт для них, труб Б по ГОСТ Р 52203-2004, упорной трапецеидальной резьбы согласно API Spec 5 В-2008-2.
В отличие от известных технических решений, предложенный способ расширяет номенклатуру и типоразмеры резьб с малым значением (≤10°) одного или двух углов боковых сторон резьбы, которые могут быть формообразованы однодисковым (дисковым) или многодисковым (гребенчатым) инструментом при соответствии полученной резьбы принятой степени точности, а также повысить точность формообразования резьб с симметричным профилем с углами боковых сторон резьбы более 10° (метрических, трапецеидальных, круглых и др.). С использованием предложенного способа формообразования резьб с использованием кинематической схемы с планетарным относительным движением резьбы и инструмента, появилась возможность получить резьбы, которые ранее невозможно было получить с использованием, например, фрезерования или шлифования для изготовления резьбы принятой степени точности.
Промышленная полезность способа формообразования резьб с использованием кинематической схемы с планетарным относительным движением резьбы и инструмента заключается в расширении номенклатуры и типоразмеров резьб и повышении степени их точности при формообразовании резьб однодисковым или многодисковым инструментом, что позволяет расширить область использования фрезерования и шлифования резьб.
Уровень техники
Известен способ планетарного фрезерования резьбы с использованием кинематической схемы с параллельным расположением осей резьбы и инструмента [Патент US 1140130. Milling cutter. Опубл. 18.05.1915]. Недостатком существующего способа планетарного фрезерования резьбы является то, что профиль резьбы, образованной при движении режущих кромок инструмента, не совпадает с основным профилем резьбы из-за того, что профиль инструмента формообразует канавку резьбы под углом, значительно меньшим, чем угол подъема винтовой линии резьбы, что приводит к отклонению среднего диаметра резьбы и определяет ее точность. Чем больше угол контакта инструмента с нарезаемой резьбой, тем большее отклонение имеет средний диаметр [Malkov O.V., Malkova L.D. Improving thread accuracy in machining components for rocket and space technologies // AIP Conference Proceedings 2171, 200006 (2019); https://doi.org/10.1063/1.5133364. Published Online: 15 November 2019, стр. 2, 5].
Известна работа по использованию кинематической схемы планетарного шлифования резьбы с параллельными осями резьбы и инструмента, которая была реализована в универсальном автоматизированном резьбошлифовальном станке с ЧПУ без поворота оси инструментального шпинделя [Газизов А.Ф. Обеспечение точности обработки прецизионных резьб на обрабатывающих центрах с ЧПУ за счет определения формы однодискового шлифовального круга: дис. … канд. техн. наук: 05.02.07. - МТУ «СТАНКИН», Москва, 2018. с. 150-153 (выводы к 3 главе), с. 189 вывод 6]. Даже с учетом наличия на шлифовальном оборудовании с ЧПУ возможности профилирования шлифовального круга в работе установлено, что указанная кинематическая схема имеет ограничение по типоразмерам шлифуемых трапецеидальных и круглых резьб с крупным шагом. При этом, метрическая, трубная и дюймовая резьбы могут быть выполнены в соответствии с нормами точности при ряде ограничений. Из этого можно сделать вывод, что резьбы с большим шагом и уменьшенными углами боковых сторон резьбы имеют ограничения при обработке по представленной схеме, что является ее недостатком.
Известен способ вихревого фрезерования резьбы с использованием кинематической схемы со скрещенными осями резьбы и инструмента, при котором инструмент развернут относительно резьбы на один угол [Патент US 3209652. Thread Whirling Method. Опубл. 05.10.1965]. Недостатком существующего способа вихревого фрезерования резьбы является то, что наклон инструмента в одной плоскости в случаях изготовления резьб с малыми значениями угла наклона боковой стороны резьбы не всегда является достаточным для изготовления требуемой резьбы по принятой степени точности, что не позволяет расширить способ на изготовление всей номенклатуры подобных резьб.
Известен способ шлифования внутренней резьбы с использованием кинематической схемы со скрещенными осями резьбы и инструмента с помощью однодискового шлифовального круга [Патент US 4860501. Method of and machine for grinding internal threads. МПК B23G 1/36. Опубл. 29.08.1989]. Недостатком данного способа формообразования является ограничение в номенклатуре изготавливаемых резьб принятой степени точности, в особенности резьб с малыми значениями одного или двух углов боковых сторон резьбы. К тому же, к недостаткам можно отнести ограничение по длине и диаметру резьбы из-за требования размещения инструмента в отверстии без его столкновения с заготовкой на всей траектории движения.
Известен способ фрезерования резьбы с использованием кинематической схемы с пересечением осей резьбы и конического инструмента, что позволяет частично расширить номенклатуру получаемых резьб [Патент US 2410261. Thread production. МПК B23G 7/02; B23C 3/32; B23G 5/18. Опубл. 29.10.1946]. Недостатком существующего способа фрезерования резьбы является то, что при изготовлении внутренней резьбы ее минимальный диаметр ограничен габаритами конического инструмента и пространством, требуемым для установки инструмента и расположения его в конечном положении обработки с учетом повернутой оси. Кроме того, невозможно получить резьбы с малым значением одного или двух углов боковых сторон резьбы с большим соотношением диаметра инструмента к диаметру резьбы, малого номинального диаметра и большого шага резьбы.
Известен способ фрезерования конических резьб коническим многодисковым инструментом с использованием кинематической схемы с параллельным расположением осей резьбы и инструмента [Барбашов Ф.А. Резьбофрезерные работы. Учебное пособие. Издание второе, переработанное и дополненное. М.: Высшая школа, 1970. - 256 с., стр. 24, 26]. Недостатками данного способа являются ограничение в номенклатуре изготавливаемых резьб принятой степени точности, в особенности резьб с малыми значениями одного или двух углов боковых сторон резьбы, а также возможность обработки одним инструментом резьб только с одинаковой конусностью.
Таким образом, существующий уровень техники в области формообразования резьбы с использованием планетарной кинематической схемы с параллельными осями резьбы и инструмента или с использованием кинематической схемы, где инструмент развернут относительно резьбы на один угол, не позволяют или существенно ограничивают возможность формообразования резьб с малым значением одного или двух углов боковых сторон резьбы.
Раскрытие изобретения
Задачей изобретения является расширение технологических возможностей формообразования резьб с использованием планетарной кинематической схемы.
Технический результат предлагаемого изобретения заключается в расширении номенклатуры и типоразмеров резьб, которые могут быть формообразованы с использованием планетарной кинематической схемы однодисковым или многодисковым инструментом, при повышении степени точности резьбы, что позволяет расширить область использования фрезерования и шлифования резьб по планетарной кинематической схеме.
Технический результат достигается тем, что при использовании способа формообразования резьб, включающего вращение инструмента и относительное движение инструмента и формообразуемой резьбы по планетарной кинематической схеме, используют инструмент, систему координат которого XиYиZи с центром в точке Ои, расположенную в середине вершины длиной а профиля профилированного диска на формообразующем диаметре диска dф ориентируют таким образом, что ось OиZи параллельна оси хвостовой части инструмента или оси наружной цилиндрической поверхности, а ось ОиХи пересекает ось хвостовой части инструмента или ось наружной цилиндрической поверхности, при этом система координат инструмента совпадает с исходной системой координат XYZ с центром в точке О, ориентированной относительно системы координат резьбы XpYpZp с центром в точке Ор, которая является пересечением торца заготовки и оси формообразуемой резьбы, а ось OpZp совпадает с осью формообразуемой резьбы и направлена от торца заготовки вниз таким образом, что оси OZ и OpZp - параллельны, а их направления совпадают, ось ОХ пересекает ось резьбы, также достаточно соблюдение условия параллельности осей ОХ и ОрХр и их направления, чтобы ориентирование системы координат XYZ относительно XpYpZp было однозначным при смещении Δ1 между осями OZ и OpZp и смещении Δ2 между плоскостями XY и XpYp, при этом упомянутая система координат инструмента XиYиZи повернута относительно исходной системы координат XYZ последовательно на угол ϕх вокруг оси ОХ и на угол ϕу вокруг оси OY либо в обратном порядке последовательно на угол ϕу вокруг оси OY и на угол ϕх вокруг оси ОХ с обеспечением вращения инструмента вокруг собственной оси, скрещенной с осью формообразуемой резьбы на упомянутые углы ϕх и ϕу при условии, что с учетом относительного винтового движения с углом уклона ϕ инструмента и резьбы, типа инструмента и резьбы, геометрических и конструктивных параметров резьбы, геометрических и конструктивных параметров инструмента, в частности, диаметров дисков dф, углов профиля βп и γп, шагов расположения соседних дисков инструмента РД, длины а вершин профиля профилированных дисков, количества дисков n, образуется резьба с заданным углом профиля и требуемой степени точности.
В конкретных случаях реализации могут быть использованы однодисковый, многодисковый цилиндрический и многодисковый конический инструменты с хвостовой частью или наружной цилиндрической поверхностью, которые формообразуют наружную или внутреннюю, цилиндрическую или коническую резьбу по планетарным кинематическим схемам.
Перечень чертежей
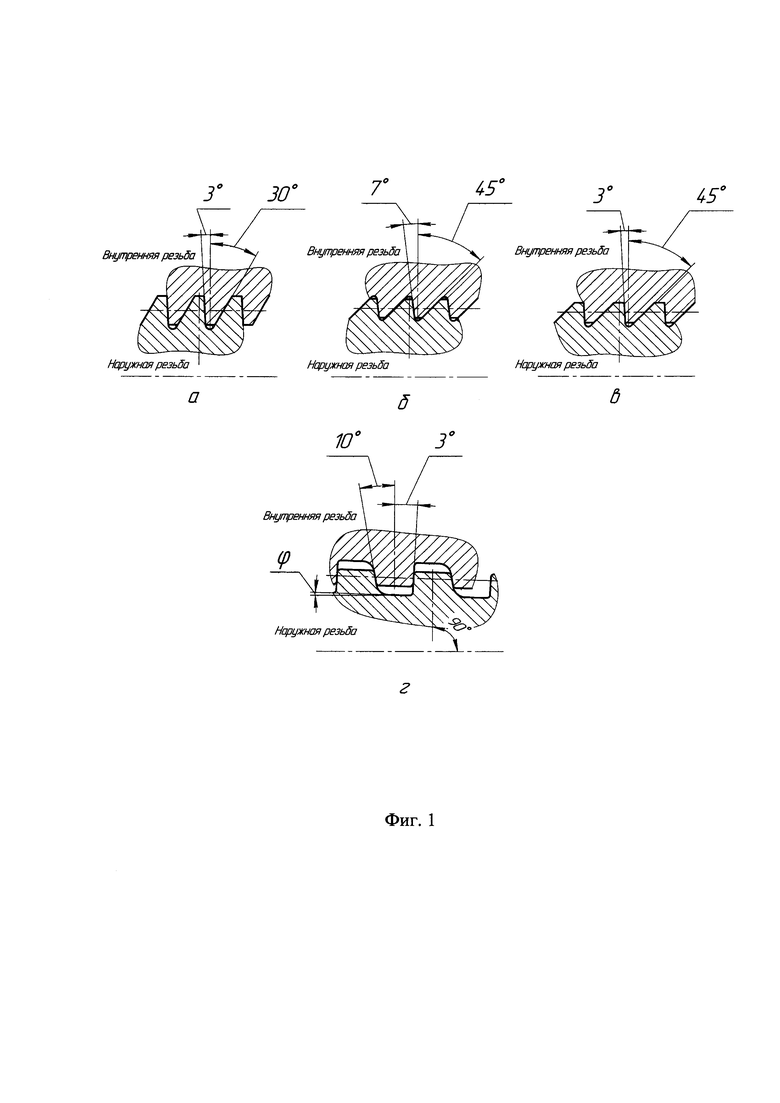
На фиг. 1а показан основной профиль упорной резьбы по ГОСТ 10177-82 и DIN 513.
На фиг. 1б показан основной профиль упорной резьбы по ANSI В 1.9.
На фиг. 1в показан основной профиль упорной резьбы по ГОСТ 13535-87.
На фиг. 1г показан основной профиль трапецеидальной резьбы по ГОСТ ГОСТ 632-80, ГОСТ 34057-2017, ГОСТ Р 52203-2004, ГОСТ 25575-2014, ГОСТ 33758-2016, ГОСТ 633-80, API Spec 5 В-2008-2.
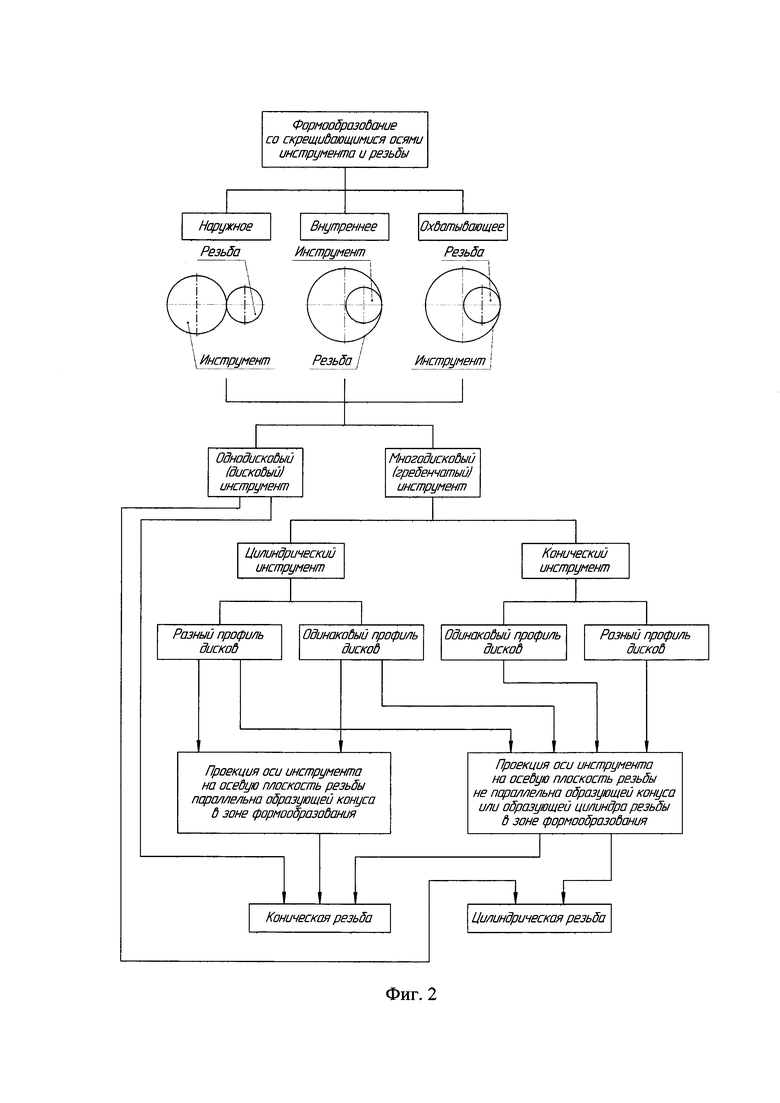
На фиг. 2 показаны варианты конструкций инструментов для формообразования со скрещивающимися осями инструмента и резьбы при различных условиях их контакта.
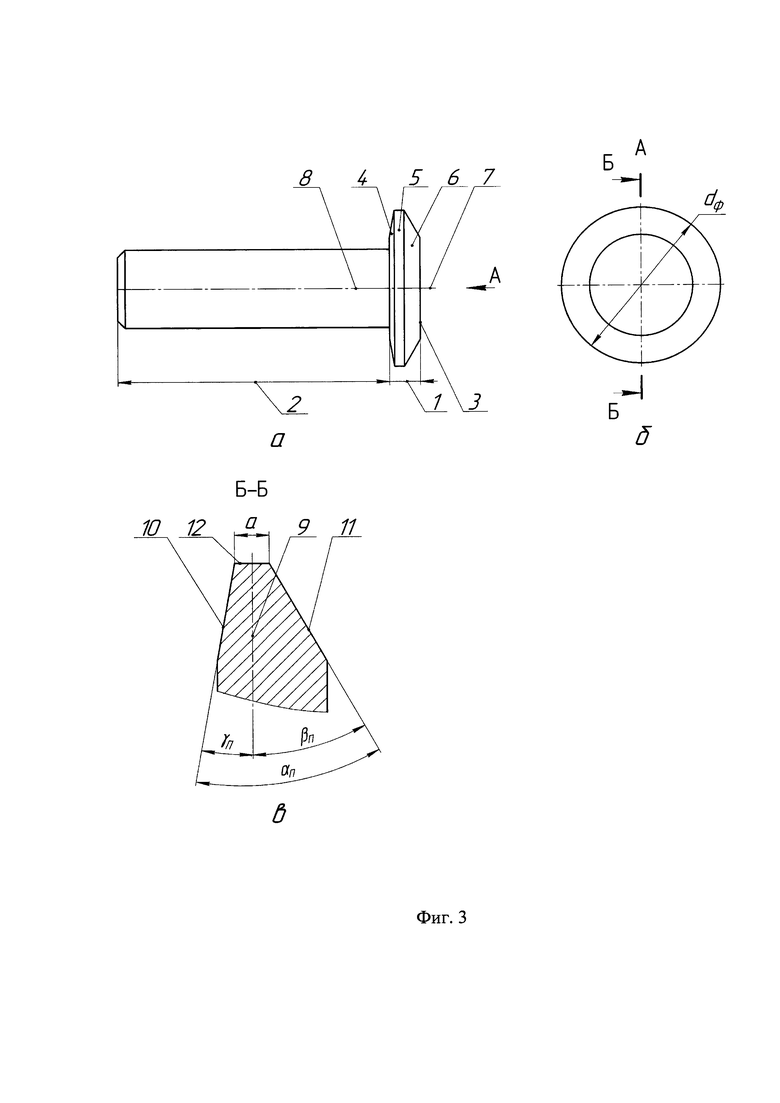
На фиг. 3а показан одно дисковый инструмент для формообразования упорной резьбы.
На фиг. 3б показан вид А на резьбообразующую часть инструмента фиг. 3а.
На фиг. 3в показано осевое сечение Б-Б профилированного диска фиг. 3б.
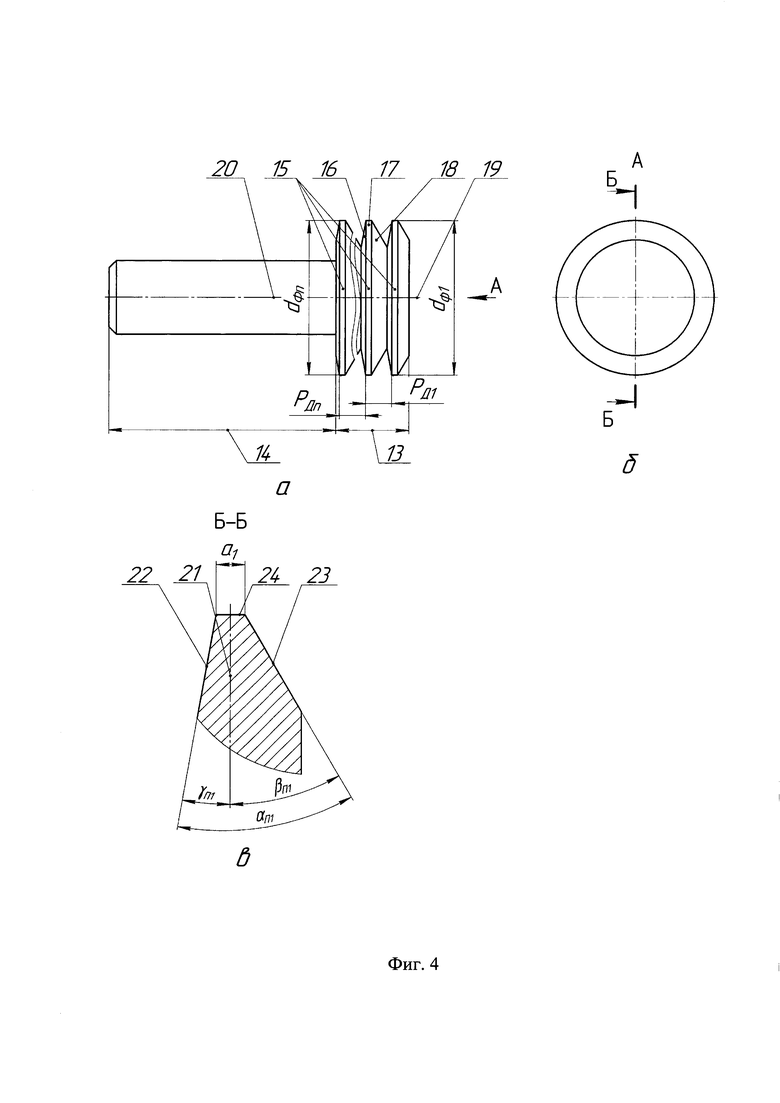
На фиг. 4а показан многодисковый инструмент для наружного и внутреннего формообразования упорной резьбы.
На фиг. 4б показан вид А на резьбообразующую часть инструмента фиг. 4а.
На фиг. 4в показано осевое сечение Б-Б профилированного диска фиг. 4б.
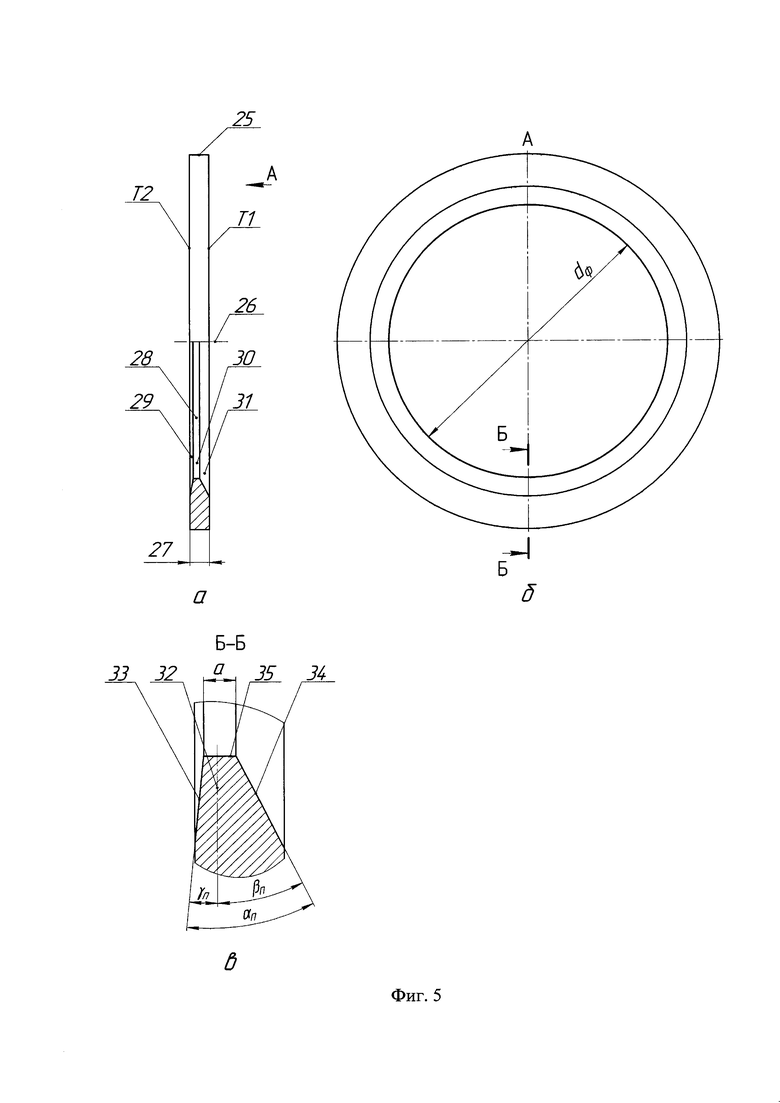
На фиг. 5а показан однодисковый инструмент для охватывающего формообразования упорной резьбы.
На фиг. 5б показан вид А на резьбообразующую часть инструмента фиг. 5а.
На фиг. 5в показано осевое сечение Б-Б профилированного диска фиг. 5б.
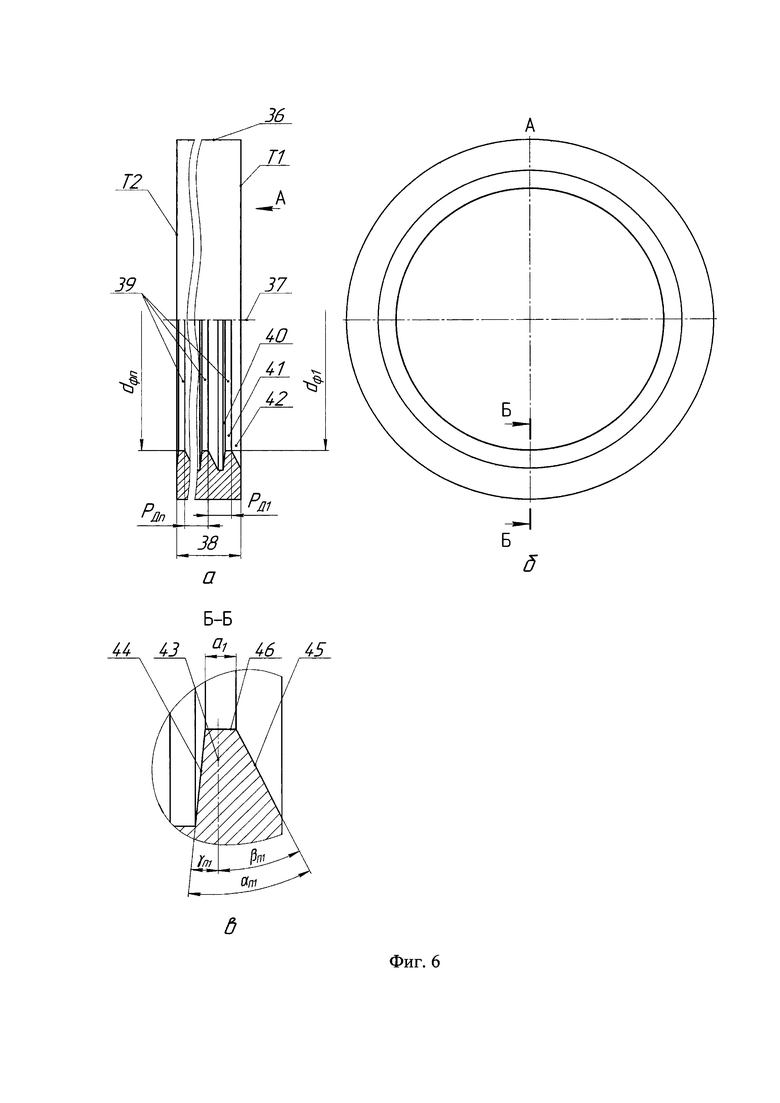
На фиг. 6а показан многодисковый инструмент для охватывающего формообразования упорной резьбы.
На фиг. 6б показан вид А на резьбообразующую часть инструмента фиг. 6а.
На фиг. 6в показано осевое сечение Б-Б профилированного диска фиг. 6б.
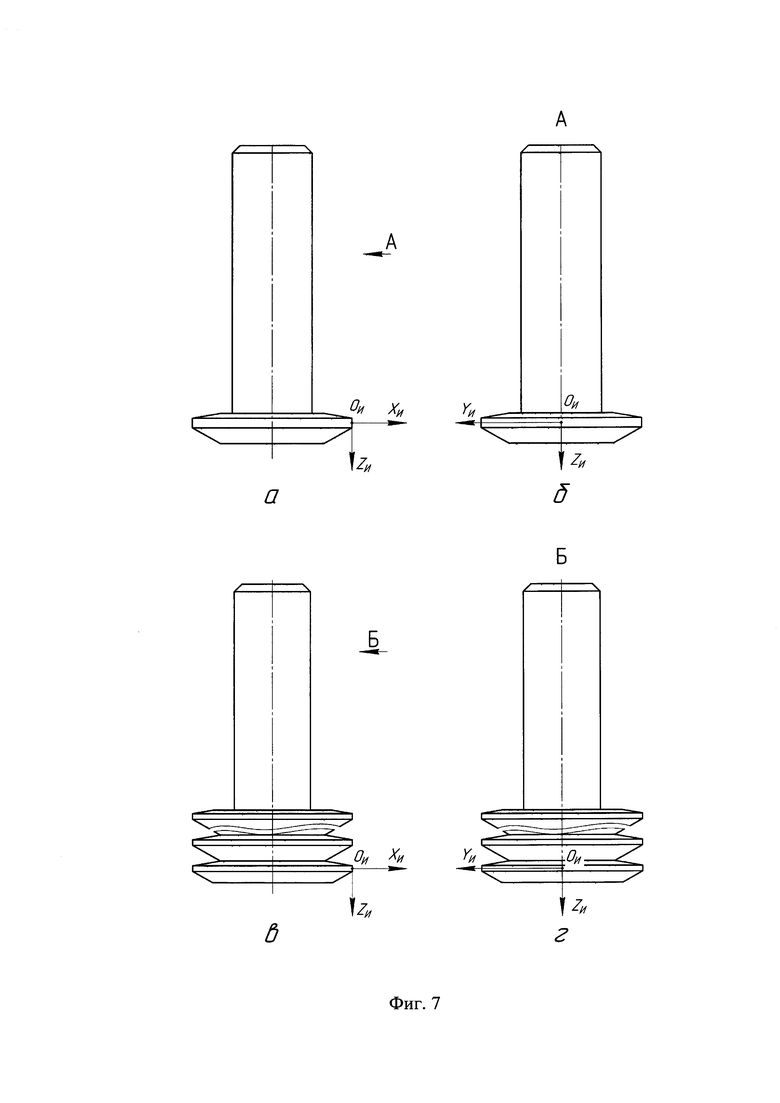
На фиг. 7а показан главный вид однодискового инструмента с обозначением системы координат инструмента.
На фиг. 7б показан вид А на фиг. 7а.
На фиг. 7в показан главный вид многодискового цилиндрического инструмента с обозначением системы координат инструмента.
На фиг. 7г показан вид Б на фиг. 7в.
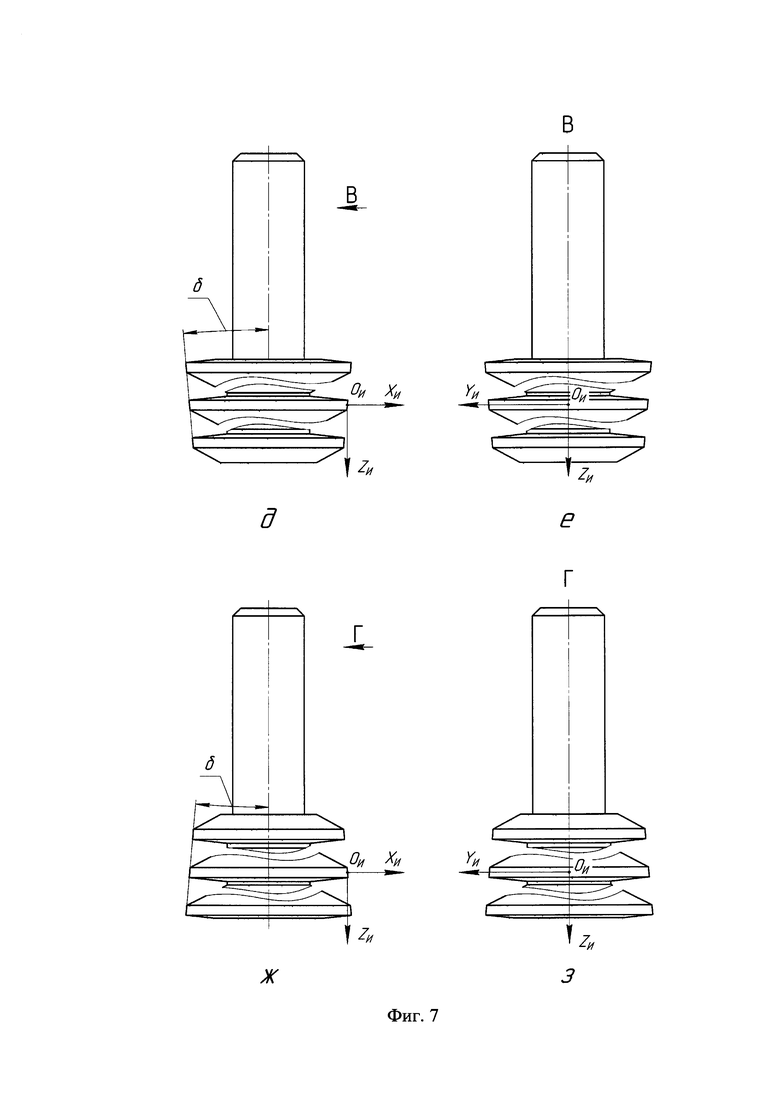
На фиг. 7д показан главный вид многодискового конического инструмента с увеличением диаметра дисков к хвостовой части с обозначением системы координат инструмента.
На фиг. 7е показан вид В на фиг. 7д.
На фиг. 7ж показан главный вид многодискового конического инструмента с уменьшением диаметра дисков к хвостовой части с обозначением системы координат инструмента.
На фиг. 7з показан вид Г на фиг. 7ж.
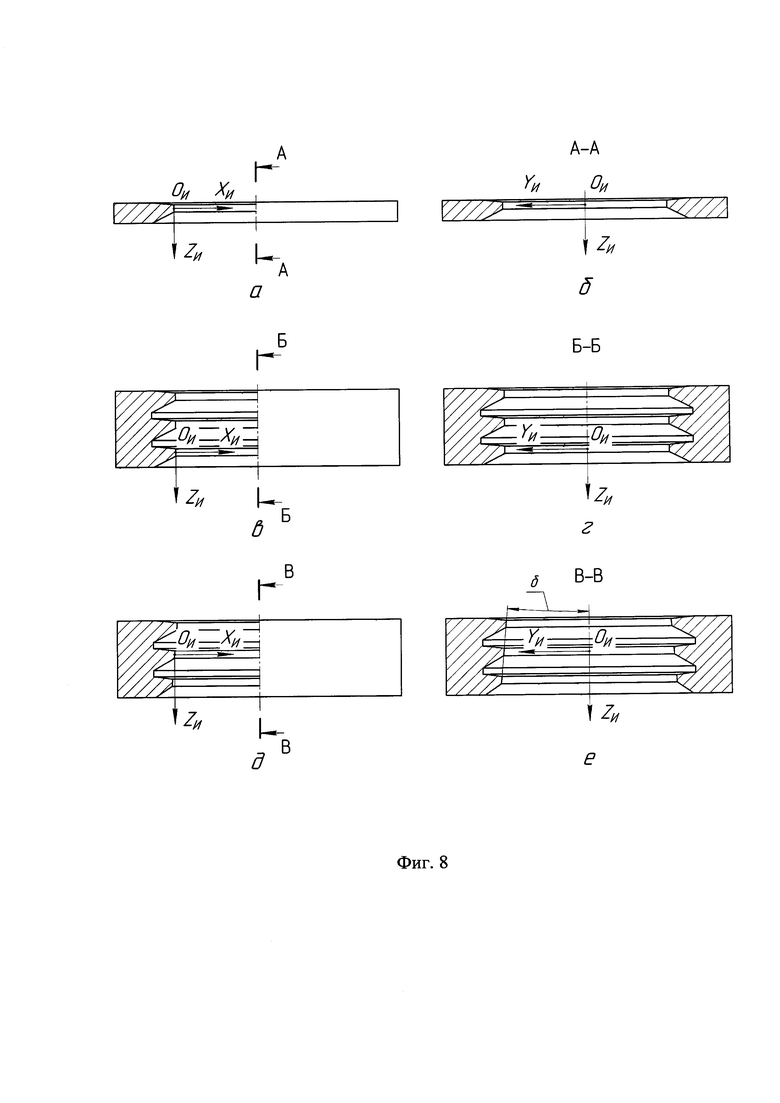
На фиг. 8а показан главный вид однодискового охватывающего инструмента, совмещенный с половиной разреза, с обозначением системы координат инструмента.
На фиг. 8б показано сечение А-А фиг. 8а.
На фиг. 8в показан главный вид многодискового цилиндрического охватывающего инструмента, совмещенный с половиной разреза, с обозначением системы координат инструмента.
На фиг. 8г показано сечение Б-Б фиг. 8в.
На фиг. 8д показан главный вид многодискового конического охватывающего инструмента, совмещенный с половиной разреза, с обозначением системы координат инструмента.
На фиг. 8е показано сечение В-В фиг. 8д.
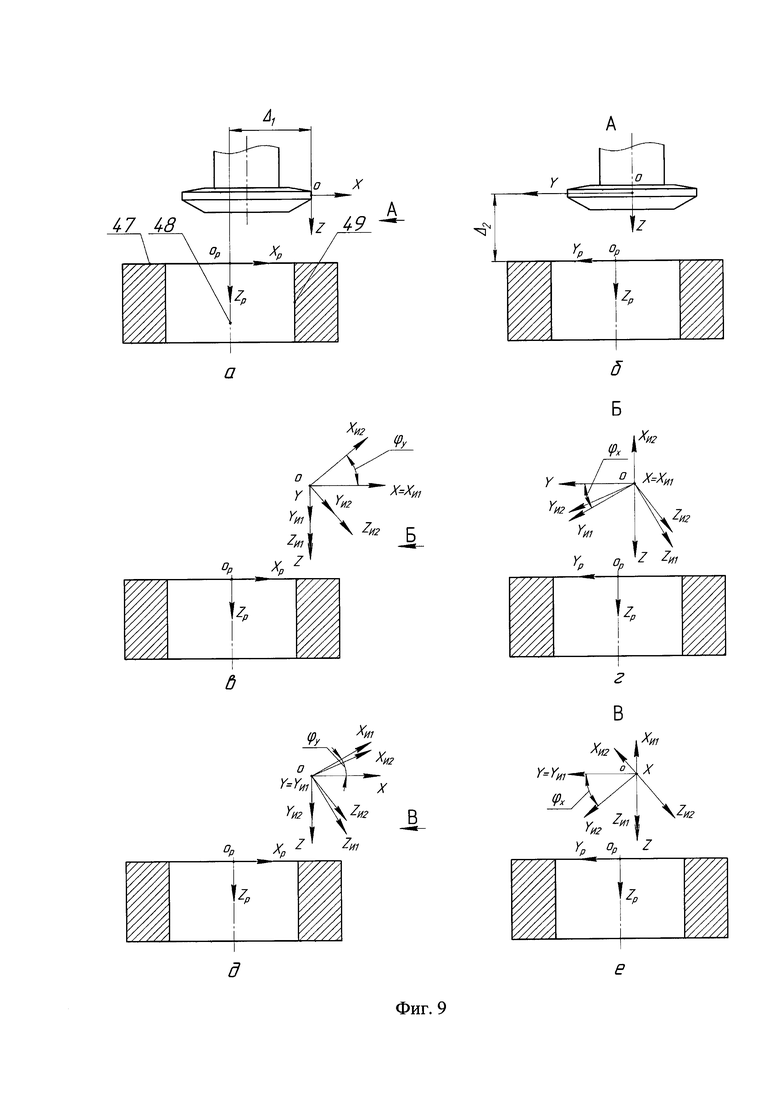
На фиг. 9а показан главный вид на взаимное расположение однодискового инструмента относительно предварительно подготовленного отверстия с указанием системы координат отверстия и исходной системы координат при формообразовании внутренней резьбы.
На фиг. 9б показан вид А на фиг. 9а.
На фиг. 9в показан поворот системы координат инструмента относительно исходной системы координат последовательно на угол ϕх, затем на угол ϕу (инструмент не показан).
На фиг. 9г показан вид Б на фиг. 9в.
На фиг. 9д показан поворот системы координат инструмента относительно исходной системы координат последовательно на угол ϕу, затем на угол ϕх (инструмент не показан).
На фиг. 9е показан вид В на фиг. 9д.
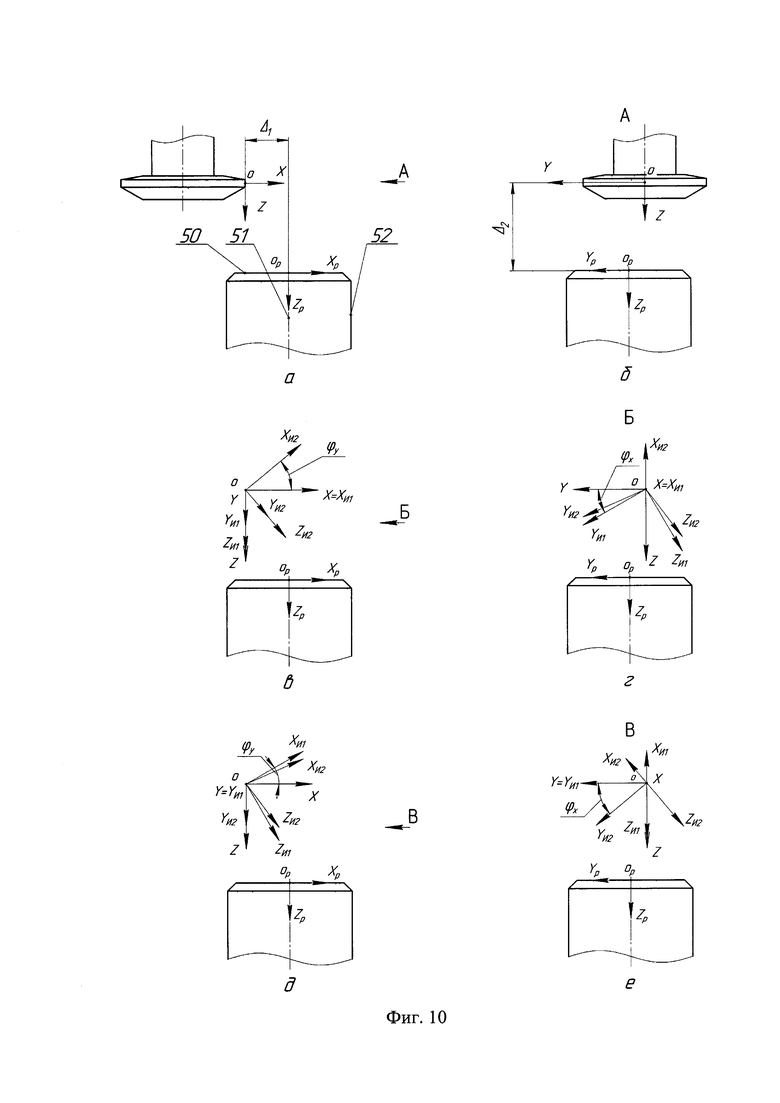
На фиг. 10а показан главный вид на взаимное расположение однодискового инструмента относительно стержня с указанием системы координат стержня и исходной системы координат при формообразовании наружной резьбы.
На фиг. 10б показан вид А на фиг. 10а.
На фиг. 10в показан поворот системы координат инструмента относительно исходной системы координат последовательно на угол ϕх, затем на угол ϕу (инструмент не показан).
На фиг. 10г показан вид Б на фиг. 10в.
На фиг. 10д показан поворот системы координат инструмента относительно исходной системы координат последовательно на угол ϕу, затем на угол ϕх (инструмент не показан).
На фиг. 10е показан вид В на фиг. 10д.
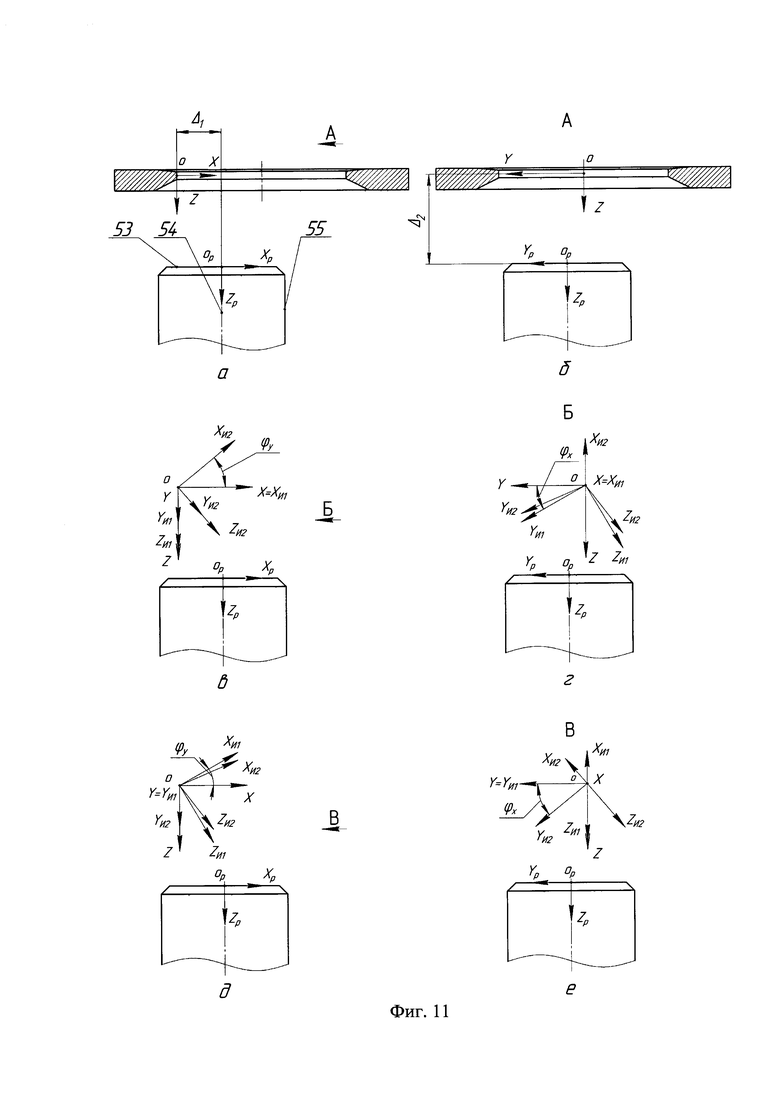
На фиг. 11а показан главный вид на взаимное расположение однодискового охватывающего инструмента относительно стержня с указанием системы координат стержня и исходной системы координат при формообразовании наружной резьбы.
На фиг. 11б показан вид А на фиг. 11а.
На фиг. 11в показан поворот системы координат инструмента относительно исходной системы координат последовательно на угол ϕх, затем на угол ϕу (инструмент не показан).
На фиг. 11г показан вид Б на фиг. 11в.
На фиг. 11д показан поворот системы координат инструмента относительно исходной системы координат последовательно на угол ϕу, затем на угол ϕх (инструмент не показан).
На фиг. 11е показан вид В на фиг. 11д.
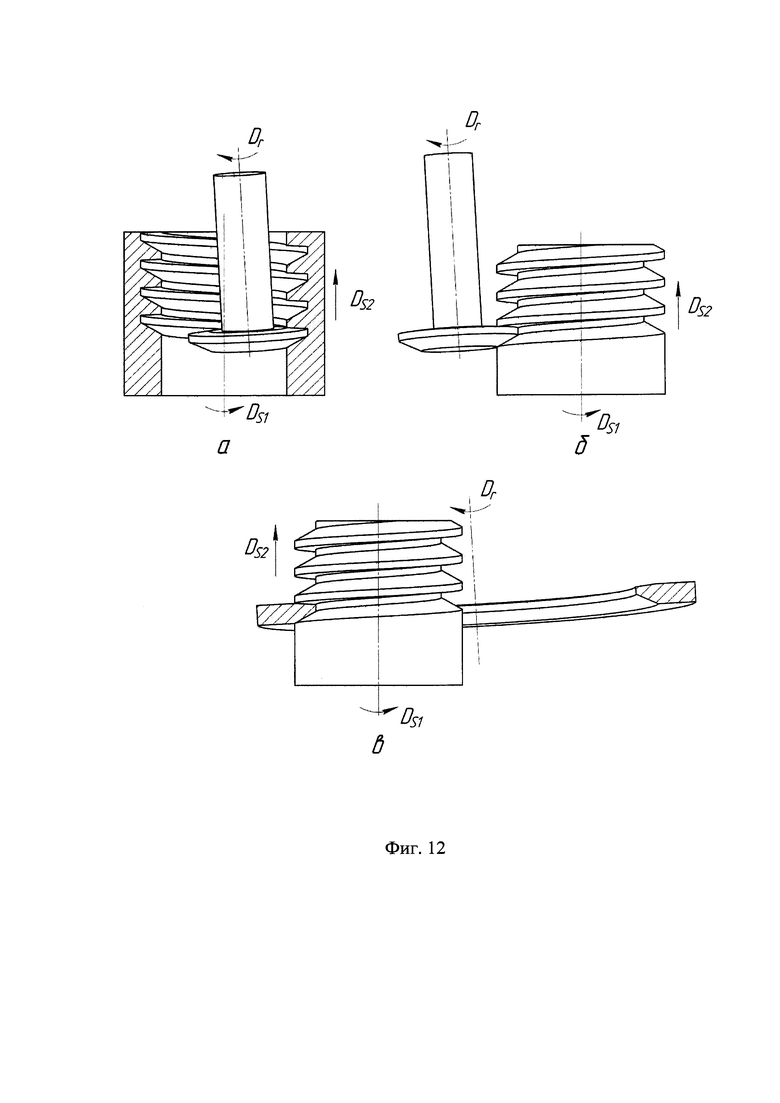
На фиг. 12а показана кинематическая схема формообразования внутренней упорной резьбы однодисковым инструментом, повернутым на два угла.
На фиг. 12б показана кинематическая схема формообразования наружной упорной резьбы однодисковым инструментом, повернутым на два угла.
На фиг. 12в показана кинематическая схема охватывающего формообразования наружной упорной резьбы однодисковым инструментом, повернутым на два угла.
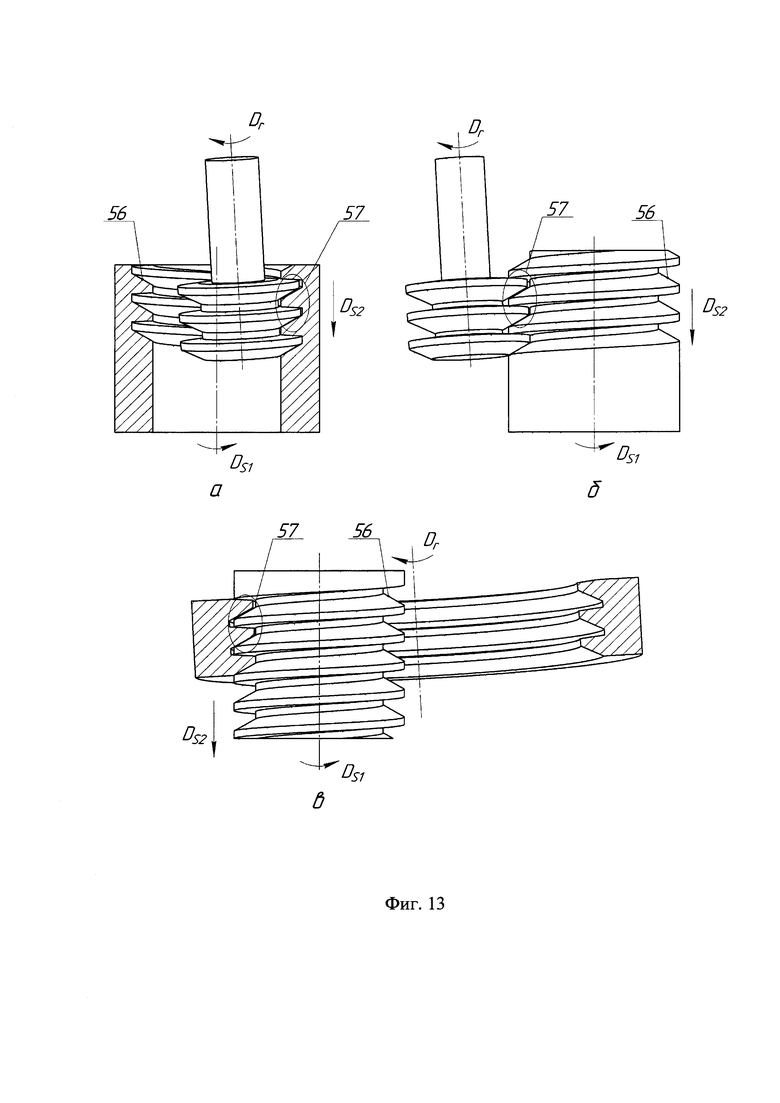
На фиг. 13а показана кинематическая схема формообразования внутренней упорной резьбы многодисковым цилиндрическим инструментом, повернутым на два угла.
На фиг. 13б показана кинематическая схема формообразования наружной упорной резьбы многодисковым цилиндрическим инструментом, повернутым на два угла.
На фиг. 13в показана кинематическая схема охватывающего формообразования наружной упорной резьбы многодисковым цилиндрическим инструментом, повернутым на два угла.
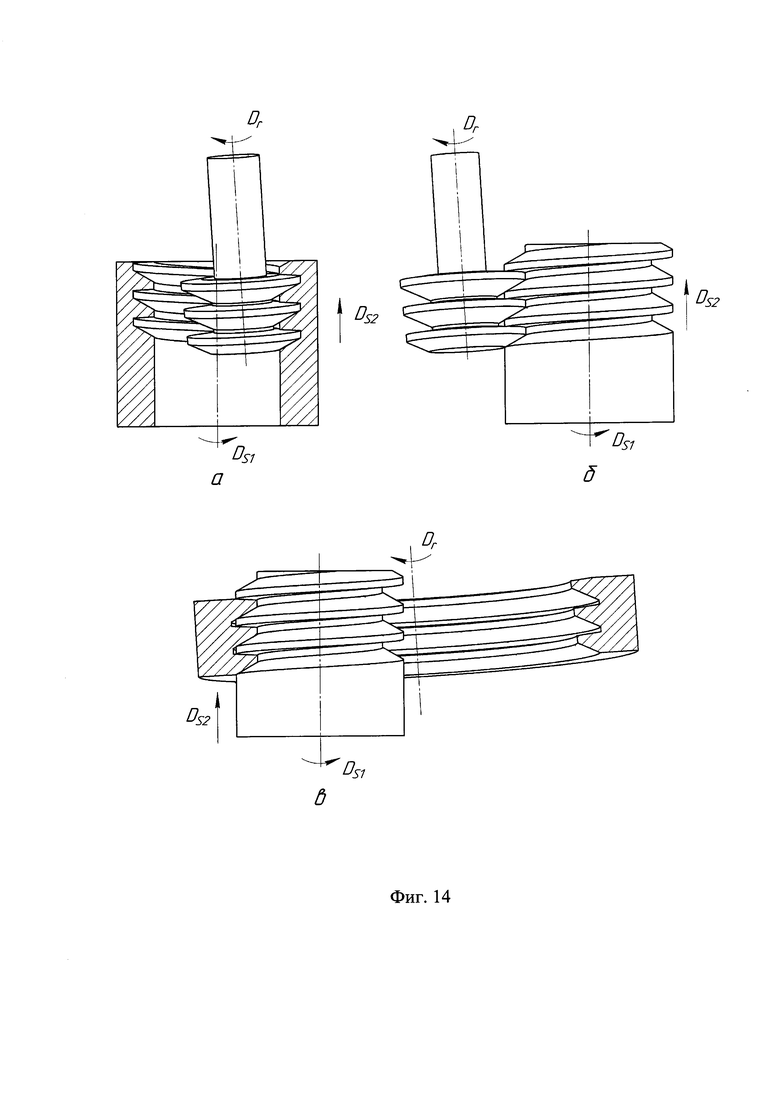
На фиг. 14а показана кинематическая схема формообразования внутренней упорной резьбы многодисковым коническим инструментом, повернутым на два угла.
На фиг. 14б показана кинематическая схема формообразования наружной упорной резьбы многодисковым коническим инструментом, повернутым на два угла.
На фиг. 14в показана кинематическая схема охватывающего формообразования наружной упорной резьбы многодисковым коническим инструментом, повернутым на два угла.
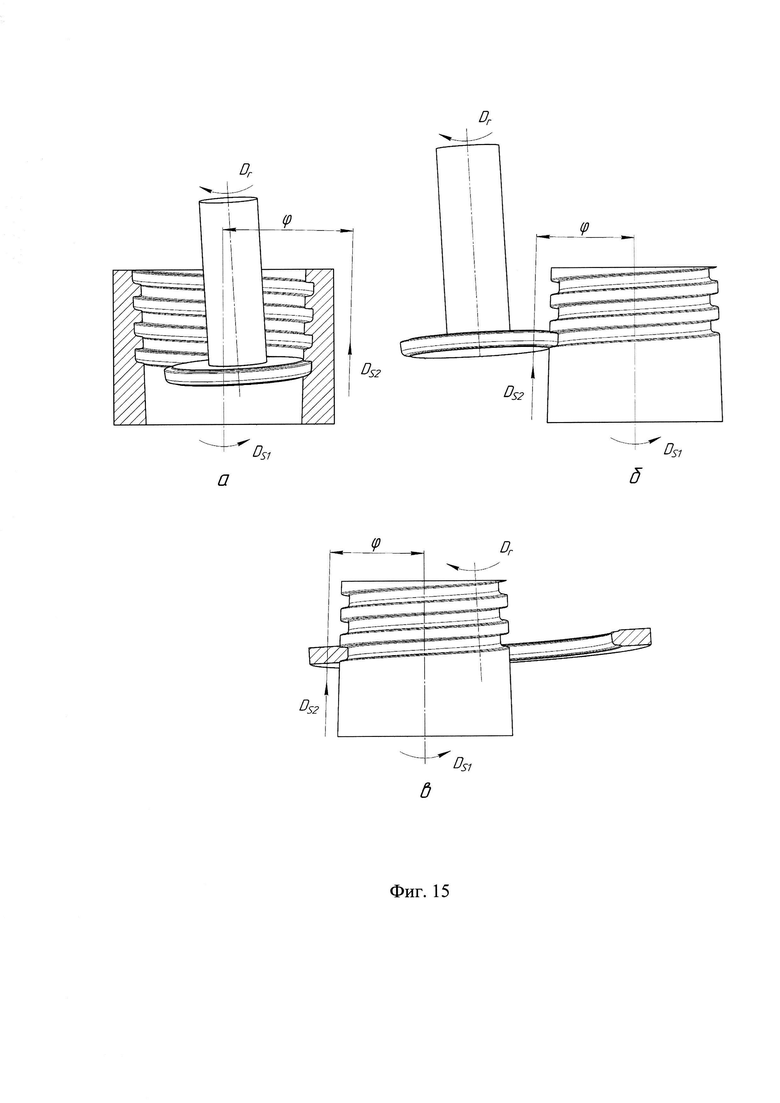
На фиг. 15а показана кинематическая схема формообразования внутренней трапецеидальной резьбы однодисковым инструментом, повернутым на два угла.
На фиг. 15б показана кинематическая схема формообразования наружной трапецеидальной резьбы однодисковым инструментом, повернутым на два угла.
На фиг. 15в показана кинематическая схема охватывающего формообразования наружной трапецеидальной резьбы однодисковым инструментом, повернутым на два угла.
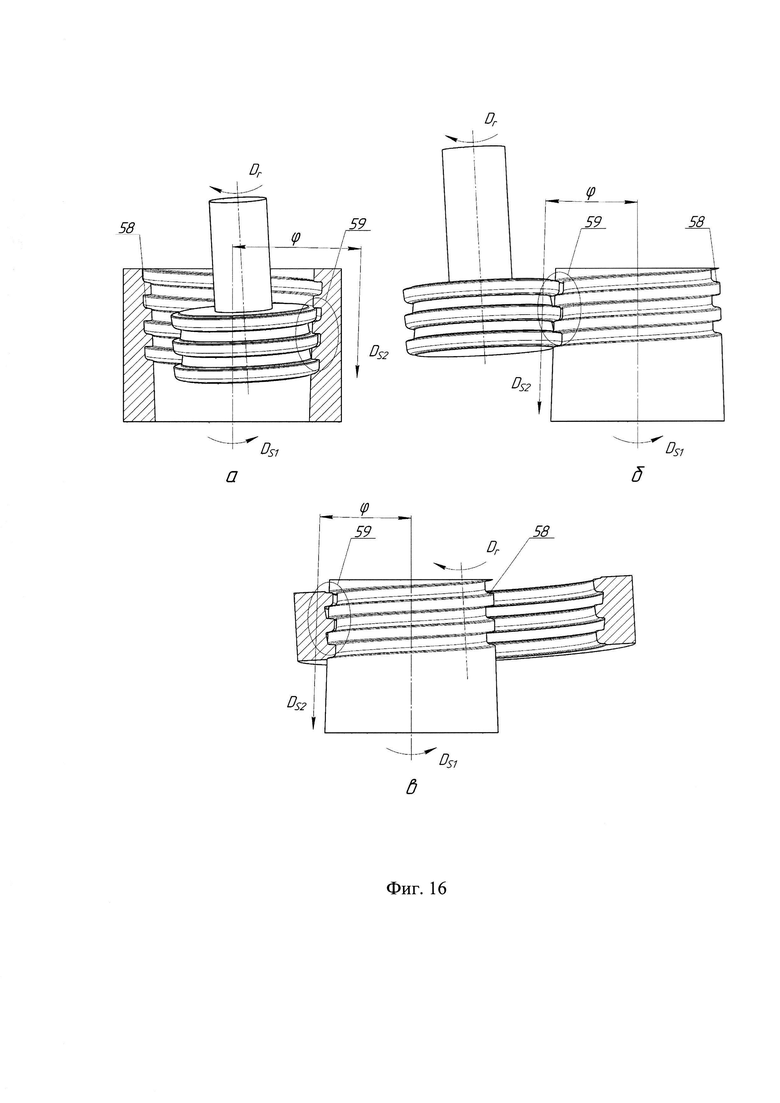
На фиг. 16а показана кинематическая схема формообразования внутренней трапецеидальной резьбы многодисковым цилиндрическим инструментом, повернутым на два угла.
На фиг. 16б показана кинематическая схема формообразования наружной трапецеидальной резьбы многодисковым цилиндрическим инструментом, повернутым на два угла.
На фиг. 16в показана кинематическая схема охватывающего формообразования наружной трапецеидальной резьбы многодисковым цилиндрическим инструментом, повернутым на два угла.
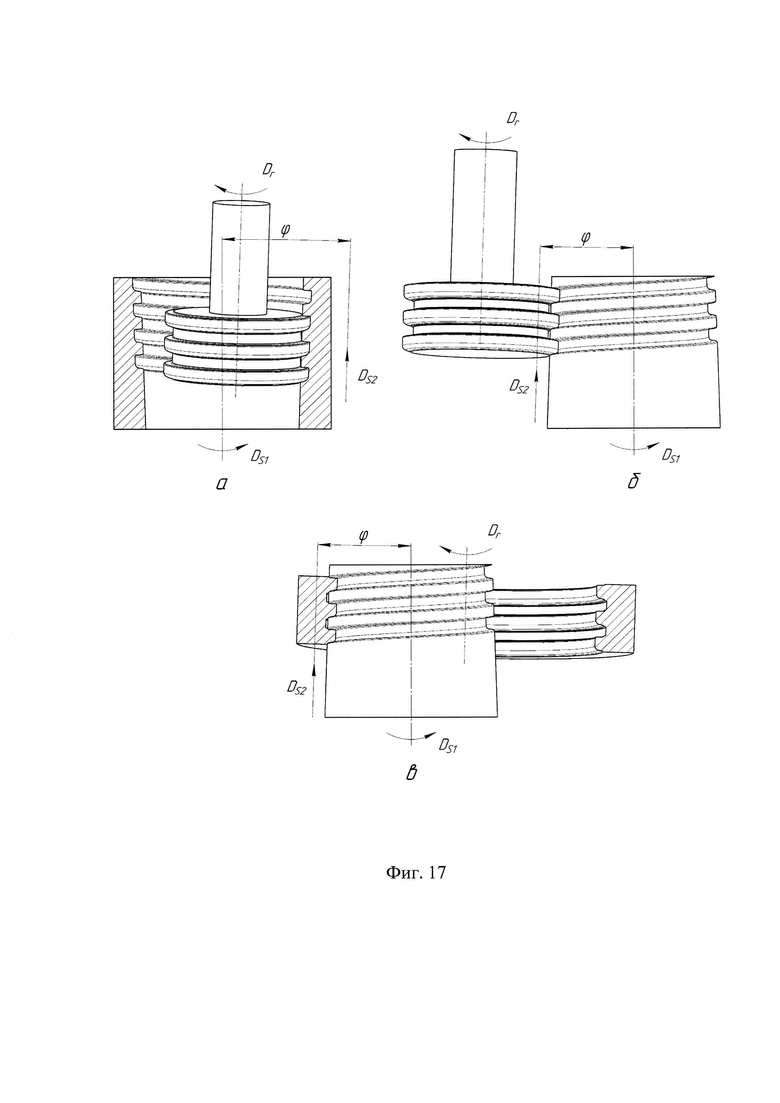
На фиг. 17а показана кинематическая схема формообразования внутренней трапецеидальной резьбы многодисковым цилиндрическим инструментом, проекция оси которого в осевой плоскости резьбы параллельна образующей конуса резьбы в зоне формообразования после поворота на два угла.
На фиг. 17б показана кинематическая схема формообразования наружной трапецеидальной резьбы многодисковым цилиндрическим инструментом, проекция оси которого в осевой плоскости резьбы параллельна образующей конуса резьбы в зоне формообразования после поворота на два угла.
На фиг. 17в показана кинематическая схема охватывающего формообразования наружной трапецеидальной резьбы многодисковым цилиндрическим инструментом, проекция оси которого в осевой плоскости резьбы параллельна образующей конуса резьбы в зоне формообразования после поворота на два угла.
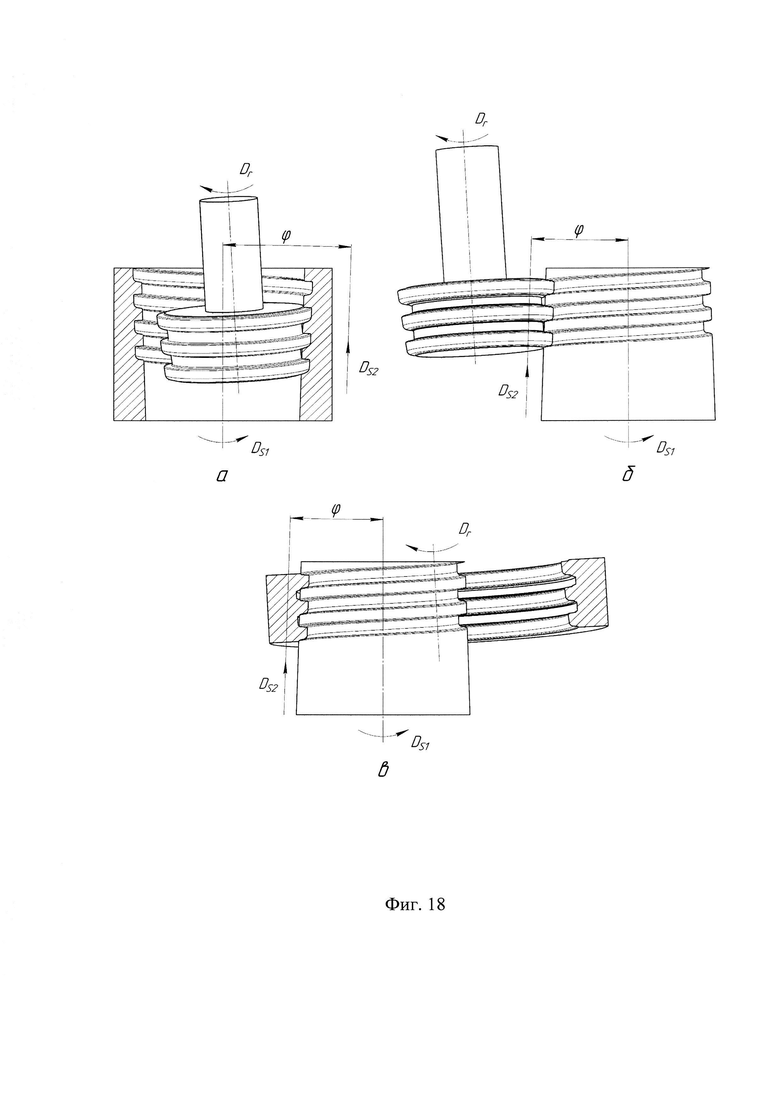
На фиг. 18а показана кинематическая схема формообразования внутренней трапецеидальной резьбы многодисковым коническим инструментом, повернутым на два угла.
На фиг. 18б показана кинематическая схема формообразования наружной трапецеидальной резьбы многодисковым коническим инструментом, повернутым на два угла.
На фиг. 18в показана кинематическая схема охватывающего формообразования наружной трапецеидальной резьбы многодисковым коническим инструментом, повернутым на два угла.
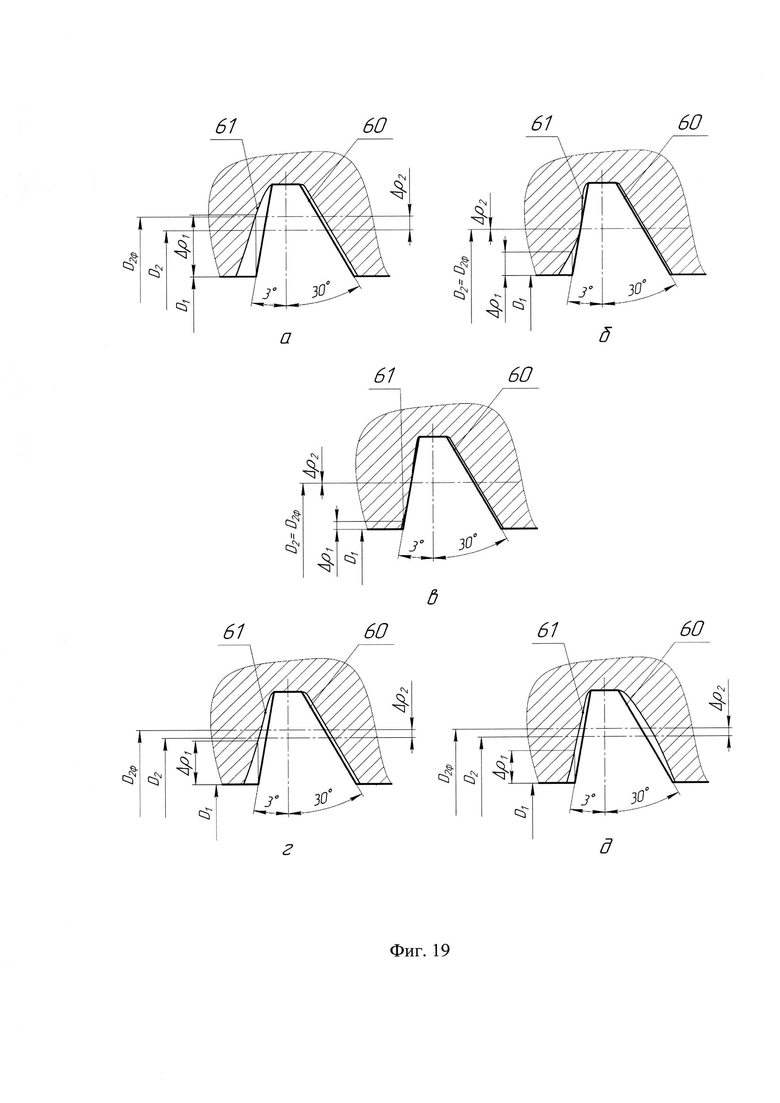
На фиг. 19а показаны основной и полученный профили внутренней упорной резьбы при формообразовании по кинематической схеме с параллельными осями инструмента и резьбы (ϕх=ϕу=0°).
На фиг. 19б показаны основной и полученный профили внутренней упорной резьбы при формообразовании по кинематической схеме со скрещивающимися осями инструмента и резьбы (ϕх≠0°; ϕу=0°).
На фиг. 19в показаны основной и полученный профили внутренней упорной резьбы при формообразовании по кинематической схеме со скрещивающимися осями инструмента и резьбы (ϕх≠0°; ϕу≠0°).
На фиг. 19г показаны основной и полученный профили внутренней упорной резьбы при формообразовании по кинематической схеме с пересекающимися осями инструмента и резьбы (ϕх=0°; ϕу1≠0°).
На фиг. 19д показаны основной и полученный профили внутренней упорной резьбы при формообразовании по кинематической схеме с пересекающимися осями инструмента и резьбы (ϕх=0°; ϕу2≠0°) с углом поворота ϕу2>ϕу1 (фиг. 19г).
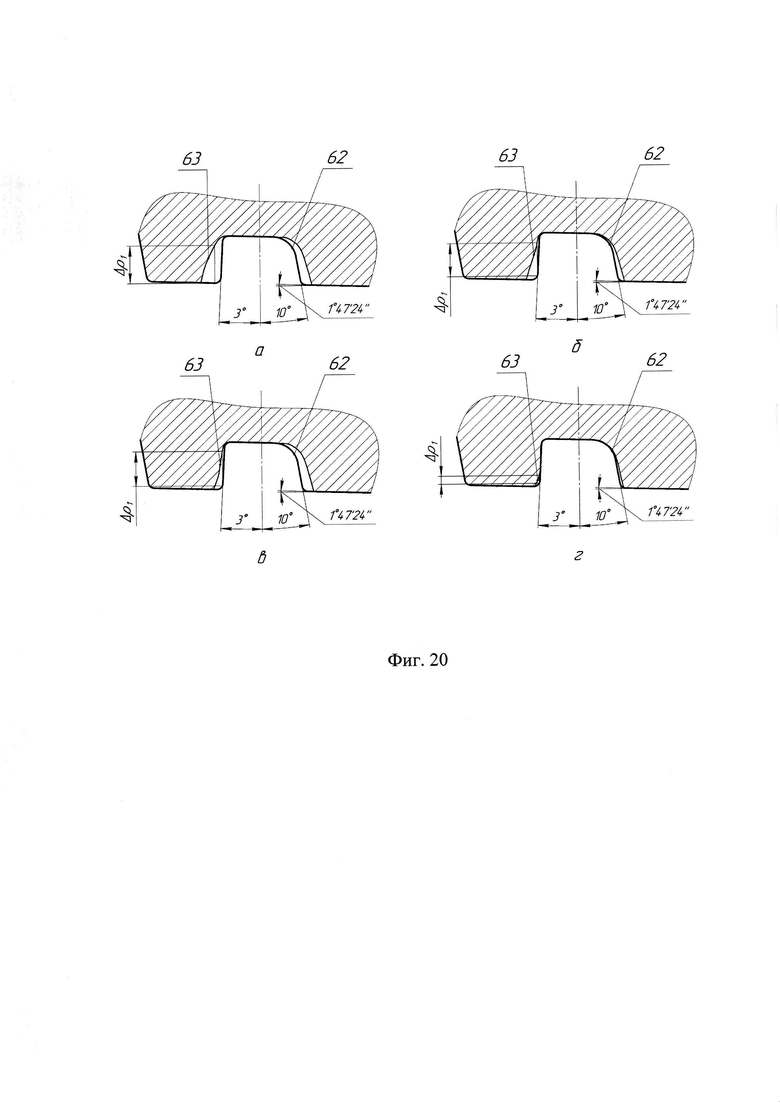
На фиг. 20а показаны основной и полученный профили внутренней трапецеидальной конической резьбы при формировании по кинематической схеме с параллельными осями инструмента и резьбы (ϕх=ϕу=0°).
На фиг. 20б показаны основной и полученный профили внутренней трапецеидальной конической резьбы при формировании по кинематической схеме со скрещивающимися осями инструмента и резьбы (ϕх≠0°; ϕу=0°).
На фиг. 20в показаны основной и полученный профили внутренней трапецеидальной конической резьбы при формировании по кинематической схеме с пересекающимися осями инструмента и резьбы (ϕх=0°; ϕу≠0°).
На фиг. 20г показаны основной и полученный профили внутренней трапецеидальной конической резьбы при формировании по кинематической схеме со скрещивающимися осями инструмента и резьбы (ϕх≠0°; ϕу≠0°).
Осуществление изобретения
Формообразование резьбы способом, предлагаемым в изобретении, может осуществляться различным инструментом, например фрезой или шлифовальным кругом, поэтому далее будем использовать понятия профилированный диск или набор профилированных дисков, которые образуют однодисковый или многодисковый инструмент для формообразования резьбы. Под профилированным диском (далее диск) будем понимать диск с профилем, необходимым для формообразования резьбы с требуемым профилем и степенью точности, который получен в результате вращения формообразующих элементов инструмента вокруг собственной оси в процессе главного движения резания, образуя исходную инструментальную поверхность [Родин П.Р. Металлорежущие инструменты // Издательское объединение "Вища школа". - 1974. стр. 27]. В случае резьбовой фрезы инструмент имеет такие геометрические и конструктивные параметры, которые позволяют получить исходную инструментальную поверхность, формирующую резьбу с требуемым профилем. В случае шлифовального круга инструмент имеет такие геометрические и конструктивные параметры формы круга, которые позволяют получить резьбу с требуемым профилем. Способ, описанный в изобретении, можно использовать для резьб с симметричным профилем с углами боковых сторон резьбы более 10° (например, метрических, трапецеидальных, круглых). Однако, существенным расширением предложенного способа формообразования являются резьбы с малыми углами (≤10°) одной или двух боковых сторон резьбы (фиг. 1), поэтому ниже в качестве объекта формообразования используем резьбы с несимметричным профилем: упорную с углами боковых сторон профиля γ=3° и β=30° (угол профиля резьбы α=33°) согласно ГОСТ 10177-82 и DIN 513 (фиг. 1а), резьбу упорную с углами боковых сторон профиля γ=7° и β=45° (угол профиля резьбы α=52°) согласно ANSI В1.9 (фиг. 1б), резьбу упорную с углами боковых сторон профиля γ=3° и β=45° (угол профиля резьбы α=48°) согласно ГОСТ 13535-87 (фиг. 1в), резьбу трапецеидальную с углами боковых сторон профиля γ=3° и β=10° (угол профиля резьбы α=13°) согласно ГОСТ 632-80, ГОСТ 34057-2017, ГОСТ Р 52203-2004, ГОСТ 25575-2014, ГОСТ 33758-2016, ГОСТ 633-80, API Spec 5 В-2008-2 (фиг. 1г).
В предложенном способе формообразования резьбы со скрещивающимися осями инструмента и резьбы используем три варианта контакта инструмента и резьбы: наружный, внутренний и охватывающий (фиг. 2). Внутренний контакт соответствует формообразованию внутренней резьбы, наружный и охватывающий контакт соответствуют формообразованию наружной резьбы. Согласно фиг. 2, для всех вариантов формообразования резьбы можно использовать однодисковый или многодисковый инструмент, который по форме может быть цилиндрическим или коническим. На основе указанных на фиг. 2 классификационных признаков, представлены варианты формообразования со скрещивающимися осями цилиндрической и конической резьбы однодисковым или многодисковым инструментами.
На фиг. 3 представлен однодисковый инструмент для формообразования упорной резьбы с различными значениями углов боковых сторон резьбы. Однодисковый формообразующий инструмент имеет хвостовую часть (фиг. 3а, поз. 2) и резьбообразующую часть длиной  (фиг. 3а, поз. 1), которая содержит диск (фиг. 3а, поз. 3) с формообразующим диаметром dф (фиг. 3б), содержащий поверхности (фиг. 3а, поз. 4, 5, 6), формообразующие боковые стороны и впадину резьбы. Ось диска (фиг. 3а, поз. 7) совпадает с осью хвостовой части (фиг. 3а, поз. 8). В осевом сечении Б-Б диска (фиг. 3б) получим профиль диска с осью профиля (фиг. 3в, поз. 9) перпендикулярной оси диска (фиг. 3а, поз. 7), боковыми сторонами (фиг. 3в, поз. 10 и 11) под углами γп и βп соответственно, с углом профиля αп=γп+βп и вершиной (фиг. 3в, поз. 12) с длиной а.
(фиг. 3а, поз. 1), которая содержит диск (фиг. 3а, поз. 3) с формообразующим диаметром dф (фиг. 3б), содержащий поверхности (фиг. 3а, поз. 4, 5, 6), формообразующие боковые стороны и впадину резьбы. Ось диска (фиг. 3а, поз. 7) совпадает с осью хвостовой части (фиг. 3а, поз. 8). В осевом сечении Б-Б диска (фиг. 3б) получим профиль диска с осью профиля (фиг. 3в, поз. 9) перпендикулярной оси диска (фиг. 3а, поз. 7), боковыми сторонами (фиг. 3в, поз. 10 и 11) под углами γп и βп соответственно, с углом профиля αп=γп+βп и вершиной (фиг. 3в, поз. 12) с длиной а.
На фиг. 4 представлен многодисковый инструмент для формообразования упорной резьбы с различными значениями углов боковых сторон резьбы. Инструмент имеет хвостовую часть (фиг. 4а, поз. 14) и резьбообразующую часть длиной (фиг. 4а, поз. 13), которая содержит диски (фиг. 4а, поз. 15), содержащие поверхности (фиг. 4а, поз. 16, 17, 18; поверхности указаны на примере одного диска), формообразующие боковые стороны и впадину резьбы. Оси дисков совпадают друг с другом (фиг. 4а, поз. 19) и совпадают с осью хвостовой части (фиг. 4а, поз. 20). В осевом сечении Б-Б дисков (фиг. 4б) получим профиль диска с осью профиля (фиг. 4в, поз. 21; показан профиль первого от торца диска с формообразующим диаметром dф1) перпендикулярной оси диска (фиг. 4а, поз. 19), боковыми сторонами (фиг. 4в, поз. 22 и 23) под углами γп1 и βп1 соответственно, с углом профиля αп1=γп1+βп1 и вершиной (фиг. 4в, поз. 24) с длиной а1.
На фиг. 5 представлен однодисковый инструмент для охватывающего формообразования упорной резьбы с различными значениями углов боковых сторон резьбы. Инструмент имеет наружную цилиндрическую поверхность (фиг. 5а, поз. 25), ограниченную торцевыми плоскостями Т1 и Т2 перпендикулярными ее оси (фиг. 5а, поз. 26) и резьбообразующую часть длиной (фиг. 5а, поз. 27), которая содержит охватывающий диск (фиг. 5а, поз. 28) с формообразующим диаметром dф, содержащий поверхности (фиг. 5а, поз. 29, 30, 31), формообразующие боковые стороны и впадину резьбы. Ось диска совпадает с осью наружной цилиндрической поверхности (фиг. 5а, поз. 26). В осевом сечении Б-Б диска (фиг. 5б) получим профиль диска с осью профиля (фиг. 5в, поз. 32) перпендикулярной оси диска (фиг. 5а, поз. 26), боковыми сторонами (фиг. 5в, поз. 33 и 34) под углами γп и βп соответственно, с углом профиля αп=γп+βп и вершиной (фиг. 5в, поз. 35) с длиной а.
На фиг. 6 представлен многодисковый инструмент для охватывающего формообразования упорной резьбы с различными значениями углов боковых сторон резьбы. Инструмент имеет наружную цилиндрическую поверхность (фиг. 6а, поз. 36) ограниченную торцевыми плоскостями Т1 и Т2 перпендикулярными ее оси (фиг. 6а, поз. 37) и резьбообразующую часть длиной (фиг. 6а, поз. 38), которая содержит охватывающие диски (фиг. 6а, поз. 39), содержащие поверхности (фиг. 6а, поз. 40, 41, 42; поверхности указаны на примере одного диска), формообразующие боковые стороны и впадину резьбы. Оси дисков совпадают друг с другом и совпадают с осью наружной цилиндрической поверхности (фиг. 6а, поз. 37). В осевом сечении Б-Б дисков (фиг. 6б) получим профиль диска с осью профиля (фиг. 6в, поз. 43; показан профиль первого от торца Т1 диска с формообразующим диаметром dф1) перпендикулярной оси диска (фиг. 6а, поз. 37), боковыми сторонами (фиг. 6в, поз. 44 и 45) под углами γп1 и βп1 соответственно, с углом профиля αп1=γп1+βп1 и вершиной (фиг. 6в, поз. 46) с длиной а1.
Представленные на фиг. 3-6 инструменты можно использовать для формообразования резьбы с другими профилями (резьбы с симметричным профилем (например, метрической, трапецеидальной, круглой) или с указанными на фиг. 1). На фиг. 1 показаны только профили резьб с малыми углами (≤10°) одной или двух боковых сторон резьбы, существенно расширяющих область применения предложенного способа формообразования резьб. Высота профиля каждого диска и длина резьбообразующей части инструментов должна быть достаточной для формообразования требуемого профиля резьбы. Многодисковые инструменты имеют более одного диска, общее количество которых назначается из условия обеспечения производительности и точности формообразования резьбы заданной длины. Отличие для трапецеидальных резьб типа ОТТГ и ОТТМ и калибров к ним по ГОСТ 632-80, ГОСТ 33758-2016 и ГОСТ 25575-2014, резьб муфт и труб НКМ, труб НКБ по ГОСТ 633-80, резьб труб Т и муфт для них, труб Б по ГОСТ Р 52203-2004, упорной трапецеидальной резьбы согласно API Spec 5 В-2008-2 состоит в наличии дополнительных конструктивных элементов для формообразования радиусов на основном профиле резьбы. В различных вариантах исполнения многодисковый инструмент (для наружного, внутреннего и охватывающего формообразования) может иметь конструкцию с дисками одинакового диаметра (многодисковый цилиндрический инструмент с dф1=dф2=…=dфn, где n - количество дисков), различного диаметра (многодисковый конический инструмент) с увеличением диаметра дисков от торца инструмента к хвостовой части или от торца Т1 к торцу Т2 (dф1<dф2<…<dфn) или уменьшением диаметра дисков от торца инструмента к хвостовой части или от торца Т1 к торцу Т2 (dф1>dф2>…>dфn), с одинаковыми значениями углов наклона боковых сторон профиля дисков (βп1=βп2=…=βпn и γп1=γп2=…=γпn) или различными значениями углов наклона боковых сторон профиля дисков (βп1≠βп2≠…≠βпn и γп1≠γп2≠…≠γпn), с одинаковыми значениями длины вершины профиля дисков (a1=а2=…=an) или различными значениями длины вершины профиля дисков (а1≠а2≠…≠an). Измерение диаметров дисков dфi, осуществляется в середине вершины длиной ai профиля i-го диска. При использовании охватывающего многодискового конического инструмента, уменьшение или увеличение диаметров dфi от торца Т1 к торцу Т2 зависит от профиля формообразуемой резьбы, угла уклона резьбы ϕ (в случае формообразования конической резьбы), угла стороны профиля, прилегающего к торцу Т1 и углов взаимного расположения инструмента и резьбы. Инструменты могут иметь следующие варианты размеров шагов соседних дисков: РД=Р; РД≠Р; РД1=РД2=…=РДn; РД1≠РД2≠…РДn, где Р - шаг формируемой резьбы, РД - шаг соседних дисков инструмента (фиг. 4 и фиг. 6). Углы профиля βп и γп, длина вершины а и шаг дисков инструмента РД зависят от профиля резьбы, кинематической схемы формообразования, углов взаимного поворота инструмента и резьбы, геометрических и конструктивных параметров резьбы и инструмента. Конические инструменты с углом  показаны на фиг. 7д-з и фиг. 8д, е. В частном случае реализации, инструменты могут иметь профили с одинаковыми значениями углов боковых сторон дисков (γпi=βпi, где i=1…n). Варианты исполнения конструкций многодисковых инструментов зависят от геометрических и конструктивных параметров резьбы и инструмента, степени точности резьбы и кинематической схемы формообразования. В общем случае, многодисковый инструмент можно представить набором дисков перпендикулярных оси вращения с профилями, формообразующими один виток резьбы каждым диском. Шаг расположения дисков равен шагу формируемой резьбы или предварительно подготовленной резьбы в случае обеспечения требуемой точности или отличен от шага резьбы из-за скрещивания осей резьбы и инструмента. Количество дисков выбирается с учетом длины формируемой резьбы определенного шага, точности резьбы, схемы распределения припуска на обработку, исходя из условия размещения инструмента без столкновения с заготовкой на всей траектории движения и возникающей при обработке силы. Резьбообразующая часть однодискового и многодискового инструментов могут выполняться как цельной, так и сборной конструкции.
показаны на фиг. 7д-з и фиг. 8д, е. В частном случае реализации, инструменты могут иметь профили с одинаковыми значениями углов боковых сторон дисков (γпi=βпi, где i=1…n). Варианты исполнения конструкций многодисковых инструментов зависят от геометрических и конструктивных параметров резьбы и инструмента, степени точности резьбы и кинематической схемы формообразования. В общем случае, многодисковый инструмент можно представить набором дисков перпендикулярных оси вращения с профилями, формообразующими один виток резьбы каждым диском. Шаг расположения дисков равен шагу формируемой резьбы или предварительно подготовленной резьбы в случае обеспечения требуемой точности или отличен от шага резьбы из-за скрещивания осей резьбы и инструмента. Количество дисков выбирается с учетом длины формируемой резьбы определенного шага, точности резьбы, схемы распределения припуска на обработку, исходя из условия размещения инструмента без столкновения с заготовкой на всей траектории движения и возникающей при обработке силы. Резьбообразующая часть однодискового и многодискового инструментов могут выполняться как цельной, так и сборной конструкции.
На фиг. 7 представлены варианты конструкций инструментов для формообразования наружной и внутренней резьбы с ориентированной на них системой координат инструмента XиYиZи: однодисковый инструмент (фиг. 7а, б), многодисковый цилиндрический инструмент (фиг. 7в, г), многодисковый конический инструмент с увеличением диаметра дисков к хвостовой части (фиг. 7д, е), многодисковый конический инструмент с уменьшением диаметра дисков к хвостовой части (фиг. 7ж, з). На фиг. 8 представлены варианты конструкций охватывающих инструментов для формообразования наружной резьбы: однодисковый охватывающий инструмент (фиг. 8а, б), многодисковый цилиндрический охватывающий инструмент (фиг. 8в, г), многодисковый конический охватывающий инструмент (фиг. 8д, е) с уменьшением диаметра дисков от торца Т1 к торцу Т2 (фиг. 6а). На фиг. 7 и фиг. 8 обозначена система координат инструмента XиYиZи, которая необходима для ориентирования инструмента относительно формообразуемой резьбы. Система координат инструмента XиYиZи с центром в точке Ои расположена в середине вершины длиной а профиля диска однодискового или многодискового инструмента (фиг. 3в, поз. 12, фиг. 4в, поз. 24, фиг. 5в, поз. 35, фиг. 6в, поз. 46) на формообразующем диаметре диска dф и ориентирована таким образом, что ось OиZи параллельна оси хвостовой части инструмента (фиг. 3а, поз. 8, фиг. 4а, поз. 20) или оси наружной цилиндрической поверхности (фиг. 5а, поз. 26, фиг. 6а, поз. 37), а ось ОиХи пересекает ось хвостовой части инструмента или ось наружной цилиндрической поверхности. Для цилиндрических многодисковых инструментов (фиг. 7в, г и фиг. 8в, г) система координат располагается на ближнем к торцевой части инструмента профилирующем диске в случае работы инструмента с хвостовой частью (фиг. 7в, г) или на профилирующем диске, ближнем к торцу Т1 (фиг. 8в, г, фиг. 6а) в случае работы охватывающим инструментом. Для конических многодисковых инструментов (фиг. 7д-з, фиг. 8д, е), система координат располагается на профилирующем диске, расположенном посередине резьбообразующей части (фиг. 4, поз. 13) в случае работы инструмента с хвостовой частью и на профилирующем диске, равноудаленном от торцов Т1 и Т2 в случае работы охватывающим инструментом. В случае четного числа профилирующих дисков система координат инструмента располагается на ближайшем к середине профилирующем диске. Указанное выше местоположение системы координат инструмента позволяет при формообразовании резьбы уменьшить возникающие погрешности. В общем случае, система координат инструмента может быть приложена в другом месте профилирующего диска.
Для осуществления формообразования резьбы инструмент должен быть ориентирован относительно предварительно подготовленного отверстия для формообразования внутренней резьбы или относительно предварительно подготовленного стержня при формообразовании наружной резьбы. Возможно использовать указанные инструменты для окончательной операции формообразования резьбы при наличии ее предварительной обработки другими способами резьбообразования.
На фиг. 9 представлена схема ориентирования систем координат для осуществления формообразования внутренней резьбы в предварительно подготовленном отверстии на примере использования однодискового инструмента. Аналогичная ориентация может быть использована для инструментов, представленных на фиг. 7в-з. Система координат формируемой резьбы XpYpZp с центром в точке Ор, которая является пересечением торца заготовки (фиг. 9а, поз. 47) и оси (фиг. 9а, поз. 48) предварительно подготовленного отверстия (фиг. 9а, поз. 49), ориентирована таким образом, что ось OpZp совпадает с осью предварительно подготовленного отверстия и направлена от торца заготовки вниз. Исходная система координат XYZ с центром в точке О (фиг. 9а) ориентирована относительно системы координат XpYpZp таким образом, что оси OZ и OpZp - параллельны, а их направления совпадают, ось ОХ пересекает ось предварительно подготовленного отверстия (фиг. 9а, поз. 48), также достаточно соблюдение условия параллельности осей ОХ и OpXp и их направления, чтобы ориентирование системы координат XYZ относительно XpYpZp было однозначным при смещении Δ1 между осями OZ и OpZp (фиг. 9а) и смещении Δ2 между плоскостями XY и XpYp (фиг. 9б). Аналогично происходит ориентирование исходной системы координат XYZ относительно системы координат формируемой резьбы XpYpZp при формообразовании наружной резьбы на примере использования однодискового инструмента (фиг. 10а-е, фиг. 11а-е). Аналогичная ориентация может быть использована для инструментов, представленных на фиг. 7в-з, фиг. 8в-е. Система координат резьбы XpYpZp с центром в точке Ор, которая является пересечением торца стержня (фиг. 10а, поз. 50, фиг. 11а, поз. 53) и оси (фиг. 10а, поз. 51, фиг. 11а, поз. 54) стержня (фиг. 10а, поз. 52, фиг. 11а, поз. 55), ориентирована таким образом, что ось OpZp совпадает с осью стержня и направлена от торца стержня вниз. Исходная система координат XYZ с центром в точке О (фиг. 10а, фиг. 11а) ориентирована относительно системы координат XpYpZp таким образом, что оси OZ и OpZp - параллельны, а их направления совпадают, ось ОХ пересекает ось стержня, также достаточно соблюдение условия параллельности осей ОХ и ОрХр и их направления, чтобы ориентирование системы координат XYZ относительно XpYpZp было однозначным при смещении Δ1 между осями OZ и OpZp (фиг. 10а, фиг. 11а) и смещении Δ2 между плоскостями XY и XpYp (фиг. 10б, фиг. 11б). Смещение Δ1 определяет номинальный диаметр формируемой наружной или внутренней резьбы, а смещение Δ2 исходное положение инструмента относительно заготовки. При формообразовании резьбы в сплошном материале (например, при планетарном фрезеровании резьбы комбинированным инструментом с торцевой режущей частью) ось предварительно подготовленного отверстия (фиг. 9а, поз. 48) является мнимой, а отверстие (фиг. 9а, поз. 49) отсутствует и ориентирование исходной системы координат происходит относительно оси формируемой резьбы, которая на фиг. 9а совпадает с осью предварительно подготовленного отверстия.
Для осуществления процесса формообразования наружной и внутренней резьбы необходимо совместить систему координат инструмента XиYиZи (фиг. 7а-з, фиг. 8а-е) с исходной системой координат XYZ (фиг. 9в-е, фиг. 10в-е, фиг. 11в-е) посредством совмещения точек Ои и О, а также осей систем координат. Далее система координат инструмента XиYиZи поворачивается относительно исходной системы координат XYZ последовательно на угол ϕх вокруг оси ОХ и на угол ϕу вокруг оси OY (фиг. 9в, г, фиг. 10в, г, фиг. 11в, г - показан поворот против часовой стрелки). Возможен поворот в другой последовательности: на угол ϕу вокруг оси OY и на угол ϕх вокруг оси ОХ (фиг. 9д, е, фиг. 10д, е, фиг. 11 д, е - показан поворот против часовой стрелки). Первый поворот системы координат XиYиZи обозначается индексом 1, второй поворот - индексом 2. Поворот на угол ϕх ориентирует инструмент вдоль угла подъема резьбы, а поворот на угол ϕу - по профилю резьбы. В результате последовательных поворотов на два угла инструмент будет вращаться вокруг собственной оси, скрещенной с осью формируемой резьбы (фиг. 12-18). При этом, из-за некоммутативности поворотов результаты получаются различными, что следует учитывать при использовании различных последовательностей поворота [Хилл Ф. OpenGL. Программирование компьютерной графики. Для профессионалов. СПб., Питер, 2002., стр. 294-298]. Однако, независимо от последовательности поворотов на углы ϕх, ϕу, инструмент ориентируется относительно резьбы так, чтобы получить резьбу требуемого профиля и степени точности.
Описанный выше подход с ориентацией системы координат инструмента XиYиZи относительно исходной системы координат XYZ позволяет производить расчеты в глобальной системе координат, не связанной с кинематикой и системой ЧПУ, реализованных в конкретных моделях станков. В конкретной реализации указанного способа формообразования резьбы на станке с ЧПУ необходимо подобрать такие параметры ориентации, которые позволят установить инструмент относительно получаемой резьбы в положении эквивалентном описанному выше.
На фиг. 12-14 представлены варианты кинематических схем формообразования цилиндрической упорной резьбы со скрещенными осями инструмента (фиг. 3-6) и резьбы в результате поворота инструмента на два угла (ϕх и ϕу в произвольной последовательности).
На фиг. 12а представлен вариант кинематической схемы формообразования резьбы со скрещенными осями однодискового инструмента и внутренней резьбы в результате поворота инструмента на два угла. Инструмент вращается (движение Dг) вокруг собственной оси (фиг. 3, поз 8), заготовка вращается (движение DS1) вокруг оси предварительно подготовленного отверстия (фиг. 9а, поз. 48) и перемещается (движение DS2) вдоль оси предварительно подготовленного отверстия. На фиг. 12б и фиг. 12в представлены аналогичные (фиг. 12а) кинематические схемы наружного и охватывающего формообразования наружной резьбы однодисковым инструментом, повернутым на два угла. Совершается столько планетарных оборотов, сколько витков резьбы необходимо изготовить.
На фиг. 13а, 13б, 13в показана реализация кинематической схемы (фиг. 12а, 12б, 12в соответственно) для обработки резьбы многодисковым цилиндрическим инструментом с дисками одинакового диаметра (фиг. 4, фиг. 6). В этом случае, обработка является более производительной за счет формирования одновременно нескольких витков резьбы. Может быть изготовлена резьба различного диаметра с одинаковым шагом одним инструментом. Однако, следует учесть, что из-за поворота оси инструмента шаг расположения дисков инструмента не равен шагу формируемой резьбы. Из-за использования разворота инструмента на два угла все вершины дисков находятся на различном удалении от оси резьбы, поэтому получить резьбу на всей длине, соответствующую принятой степени точности можно только при малом угле разворота ϕу. В противном случае, формообразующим является только один диск, вершина которого находится на требуемом расстоянии от оси резьбы и получить резьбу на всей длине нельзя. При движении заготовки вниз (движение DS2), инструмент совершает относительное движение вверх, при этом формообразующим является нижний диск, а диски, следующие за нижним в сторону хвостовой части или от торца Т1 к торцу Т2 в случае работы охватывающим инструментом (фиг. 13в, фиг. 8в-г), выполняют витки резьбы с меньшим диаметром (фиг. 13а) или с большим диаметром (фиг. 13б, в) и осуществляют кинематическое разделение припуска. На фиг. 13а-в показан основной профиль резьбы (фиг. 13а-в, поз. 56), а зазоры между профилями инструмента и основным профилем резьбы (фиг. 13а-в, поз. 57), которые увеличиваются в сторону дисков хвостовой части (фиг. 13а, б) или от торца Т1 к торцу Т2 (фиг. 13в) означают кинематическое разделение припуска. При обработке многодисковым инструментом с одинаковыми диаметрами дисков следует обработку вести так, чтобы последним при формообразовании резьбы являлся диск, окончательно формирующий резьбу. Многодисковый цилиндрический инструмент может использоваться при формообразовании резьбы в труднообрабатываемых материалах за счет распределения припуска при обработке.
На фиг. 14а, 14б, 14в показана реализация кинематической схемы (фиг. 12а, 12б, 12в соответственно) для обработки упорной резьбы многодисковым коническим инструментом с дисками различного диаметра (фиг. 4, фиг. 6). В этом случае, можно так подобрать формообразующие диаметры дисков, чтобы при развороте инструмента на два угла получить резьбу принятой степени точности при формообразовании ее на всю длину. В этом случае резьба формируется за один планетарный оборот оси инструмента вокруг оси отверстия. На фиг. 14а-в при движении заготовки вверх (движение DS2) происходит формообразование резьбы многодисковым инструментом с монотонным увеличением диаметра дисков в сторону хвостовой части или от торца Т2 к торцу Т1. Для повышения точности формообразования резьбы с углами γп<βп поворот на угол ϕу следует производить в сторону боковой стороны резьбы с большим углом βп. Из этого положения следует, что для многодисковых конических инструментов с хвостовой частью (фиг. 7д-з), независимо от ее расположения, увеличение диаметра дисков происходит от стороны профиля с большим углом (βпi), а для охватывающего многодискового конического инструмента (фиг. 8д, е) при ориентировании боковой стороны профиля с большим углом (βпi) в сторону торца Т1 (соответственно боковой стороны профиля с меньшим углом (γпi) в сторону торца Т2) уменьшение диаметра дисков происходит от торца Т1 к торцу Т2. Это обуславливает наличие двух конструкций многодисковых конических инструментов с хвостовой частью (фиг. 7д-з) и одной конструкции охватывающего многодискового конического инструмента (фиг. 8д, е). В случае использования многодискового конического инструмента с уменьшением диаметра дисков в направлении хвостовой части изменится направление профиля нарезаемой резьбы (в отличие от фиг. 14а, б нижней будет боковая сторона резьбы с меньшим углом профиля γп), но при этом ось инструмента будет направлена от оси формируемой резьбы (фиг. 14а) или к ее оси (фиг. 14б), что может привести к пересечению инструмента и заготовки. В общем случае, при проектировании инструмента и кинематической схемы обработки следует исходить из условия отсутствия пересечения инструмента и заготовки при формообразовании резьбы из-за различного направления наклона осей резьбы и инструмента. При использовании дисков с одинаковыми профилями из-за наличия углов поворота инструмента и разного диаметра дисков происходит несоответствие профилей резьбы, выполненных различными дисками инструмента, что может привести к несоответствию принятой степени точности резьбы с длиной больше критической. Для минимизации погрешности профиля, возникающей при формообразовании длинных резьб, возможно использовать конический многодисковый инструмент с различной формой профилей дисков.
На фиг. 15-18 представлены варианты кинематических схем формообразования трапецеидальных конических резьб (с профилем согласно фиг. 1г) со скрещивающимися осями резьбы и инструмента в результате поворота инструмента на два угла (ϕх и ϕу в произвольной последовательности).
На фиг. 15а представлен вариант кинематической схемы формообразования трапецеидальной конической резьбы со скрещенными осями однодискового инструмента и внутренней резьбы в результате поворота инструмента на два угла. Инструмент вращается (движение Dг) вокруг собственной оси (фиг. 3, поз 8), заготовка вращается (движение DS1) вокруг оси (фиг. 9а, поз. 48) предварительно подготовленного отверстия (фиг. 9а, поз. 49) и перемещается (движение DS2) вдоль образующей предварительно подготовленного отверстия. На фиг. 15б и фиг. 15в представлены аналогичные (фиг. 15а) кинематические схемы наружного и охватывающего формообразования наружной конической резьбы однодисковым инструментом, повернутым на два угла. Из-за наличия угла уклона резьбы ϕ следует соблюдать относительное перемещение инструмента и заготовки с учетом этого угла (на фиг. 15а-в связь указана углом уклона резьбы ϕ). Совершается столько планетарных оборотов, сколько витков резьбы необходимо изготовить.
На фиг. 16а, 16б, 16в показана реализация кинематической схемы (фиг. 15а, 15б, 15в соответственно) для обработки трапецеидальной конической резьбы многодисковым цилиндрическим инструментом с дисками одного диаметра (фиг. 4, фиг. 6). Поворот инструмента на два угла осуществляется таким образом, чтобы при формообразовании проекция оси инструмента в осевой плоскости резьбы отклонялась от образующей конуса резьбы в зоне формообразования (фиг. 16а, б) или к образующей конуса резьбы в зоне формообразования (фиг. 16в) для уменьшения погрешности профиля резьбы и исключения пересечения резьбы и инструмента. Обработка является более производительной за счет формирования одновременно нескольких витков резьбы. Может быть изготовлена резьба различного диаметра с одинаковым шагом одним инструментом. Однако, следует учесть, что из-за поворота оси инструмента, шаг расположения дисков инструмента не равен шагу формируемой резьбы. При малых углах разворота, разница шагов незначительная и возможно использовать инструмент с шагом расположения дисков, равном шагу резьбы. Формообразующим является только один диск, вершина которого находится на требуемом расстоянии от оси резьбы и получить резьбу за один планетарный оборот на всей длине нельзя. При движении заготовки (движение DS2) в соответствии с углом уклона ϕ вниз (инструмент совершает относительное движение вверх) формообразующим является нижний диск, а диски, следующие за нижним в сторону хвостовой части или от торца Т1 к торцу Т2 в случае работы охватывающим инструментом (фиг. 16в, фиг. 8в-г), выполняют витки резьбы с меньшим диаметром (фиг. 16а) или с большим диаметром (фиг. 16б, в) и осуществляют кинематическое разделение припуска. На фиг. 16а-в показан основной профиль резьбы (фиг. 16а-в, поз. 58), а зазоры между профилями инструмента и основным профилем резьбы (фиг. 16а-в, поз. 59), которые увеличиваются в сторону дисков хвостовой части или от торца Т1 к торцу Т2 в случае работы охватывающим инструментом, означают кинематическое разделение припуска. При обработке многодисковым инструментом с одинаковыми диаметрами дисков, обработку следует вести таким образом, чтобы последним при формообразовании резьбы являлся диск, окончательно формирующий резьбу.
На фиг. 17а, 17б, 17в показана реализация кинематической схемы (фиг. 15а, 156, 15в соответственно) для обработки трапецеидальной конической резьбы многодисковым цилиндрическим инструментом с дисками одного диаметра (фиг. 4, фиг. 6). В отличие от кинематических схем на фиг. 16а-в, поворот инструмента на два угла осуществляется таким образом, чтобы при формообразовании проекция оси инструмента в осевой плоскости резьбы поворачивалась к образующей конуса резьбы в зоне формообразования (фиг. 17а, б) или поворачивается от образующей конуса резьбы в зоне формообразования (фиг. 17в) для обеспечения их параллельности (ϕу=ϕ) и возможности формообразования резьбы на всю длину цилиндрическим инструментом за один планетарный оборот. При движении заготовки (движение DS2) в соответствии с углом уклона ϕ вверх (инструмент совершает относительное движение вниз) происходит формообразование резьбы сразу на всю длину за один планетарный оборот инструмента. Может быть изготовлена резьба различного диаметра с одинаковым шагом одним инструментом. Однако, следует учесть, что из-за поворота оси инструмента, шаг расположения дисков инструмента не равен шагу формируемой резьбы. При малых углах разворота, разница шагов незначительная и возможно использовать инструмент с шагом расположения дисков, равном шагу резьбы. Поскольку инструмент поворачивается в сторону образующей резьбы, следует проверить схему формообразования на отсутствие пересечения резьбы и инструмента.
На фиг. 18а, 18б, 18в показана реализация кинематической схемы (фиг. 15а, 15б, 15в соответственно) для обработки трапецеидальной конической резьбы многодисковым коническим инструментом с дисками различного диаметра (фиг. 4, фиг. 6). В этом случае, можно так подобрать формообразующие диаметры дисков, чтобы при развороте инструмента на два угла получить резьбу принятой степени точности при формообразовании ее на всю длину, а резьба при этом формируется за один планетарный оборот. На фиг. 18а-в при движении заготовки (движение DS2) в соответствии с углом уклона ϕ вверх происходит формообразование резьбы многодисковым инструментом с монотонным увеличением диаметра дисков в сторону хвостовой части или с увеличением или уменьшением диаметра дисков от торца Т1 к торцу Т2 (в зависимости от соотношения угла ϕу и угла уклона резьбы ϕ). При назначении направления движения заготовки (или относительного направления движения инструмента) следует исходить из условия отсутствия пересечения инструмента и заготовки при формообразовании резьбы из-за различного направления наклона осей резьбы и инструмента. При использовании дисков с одинаковыми профилями из-за наличия углов поворота инструмента и разного диаметра дисков, происходит несоответствие профилей резьбы, выполненных различными дисками инструмента, что может привести к несоответствию принятой степени точности резьбы с длиной больше критической. Для минимизации погрешности профиля, возникающей при формообразовании длинных резьб возможно использовать конический многодисковый инструмент с различной формой профилей дисков. Аналогично кинематической схеме, представленной на фиг. 14, для повышения точности формообразования резьбы с углами γп<βп поворот на угол ϕу следует производить в сторону боковой стороны резьбы с большим углом βп. В общем случае, при формообразовании конической резьбы, в зависимости от соотношения угла ϕу и угла уклона резьбы ϕ, многодисковые конические инструменты могут иметь диски с увеличением или с уменьшением диаметров дисков в сторону хвостовой части в случае работы инструмента, представленного на фиг. 4 или с увеличением или с уменьшением диаметров дисков от торца Т1 к торцу Т2 в случае работы инструмента, представленного на фиг. 6.
Представленные на фиг. 15-18 варианты кинематических схем отличаются от кинематических схем с цилиндрической резьбой (фиг. 12-14) наличием угла уклона резьбы ϕ, из-за которого диаметры витков резьбы монотонно изменяются, поэтому для получения резьбы с наименьшей геометрической погрешностью профиля, возможно изменение углов поворота ϕх и ϕу в процессе обработки. В случае обработки коротких резьб, резьб с малыми значениями угла ϕ, высоты профиля, диаметра инструмента и шага резьбы, возможна обработка с заранее заданными оптимальными значениями углов ϕх и ϕу, которые обеспечат получение резьбы заданной степени точности.
По кинематическим схемам, представленным на фиг. 12, 15, одним инструментом может быть изготовлена резьба различного диаметра и с различным шагом, установленным в пределах возможности работы профиля диска, а по кинематическим схемам, представленным на фиг. 13, 14, 16-18 может быть изготовлена резьба различного диаметра, но постоянного шага.
Для повышения точности формообразования резьбы по схемам, представленным на фиг. 12-16 и фиг. 18, с углами профиля γп<βп поворот на угол ϕу следует производить в сторону боковой стороны резьбы с большим углом βп.
Представленные на фиг. 12-18 варианты кинематических схем могут быть использованы для формообразования цилиндрических резьб (фиг. 12-14) и конических резьб (фиг. 15-18) с различным профилем в пределах, рассмотренных выше. Шаг резьбы во всех случаях определяется величиной перемещения заготовки (движение DS2) за один ее оборот (движение DS1). Возможны другие варианты сочетаний кинематических движений, приводящих к аналогичному (фиг. 12-18) планетарному относительному движению резьбы и инструмента, в результате которых инструмент, ориентированный в результате поворота на два угла, формирует поверхность резьбы. Различные сочетания направлений кинематических движений позволяют использовать различные стратегии обработки (попутное, встречное), формировать резьбу различного направления (правая, левая), распределять удаляемый припуск между дисками многодискового инструмента.
Указанные выше кинематические схемы формообразования резьбы (фиг. 12-18) позволяют формообразовать резьбы с симметричным профилем, а также выполнить окончательное формообразование при необходимости выполнения предварительно подготовленной резьбы различными способами резьбообразования.
При формообразовании внутренней резьбы, размер резьбообразующей части инструмента (диаметр dф) выполняется меньше внутреннего диаметра предварительно формируемой резьбы при выполнении окончательного формообразования резьбы и должен быть меньше диаметра предварительно подготовленного отверстия при формообразовании резьбы. В общем случае, при формообразовании наружной и внутренней резьбы, размер инструмента не совпадает с диаметром формируемой резьбы. При формообразовании внутренней резьбы, инструмент помещается в предварительно подготовленное отверстие (гладкое или резьбовое) диаметром большим размера инструмента и требуемым для изготовления резьбы принятой степени точности. При формообразовании наружной резьбы (или предварительно подготовленной резьбы на стержне) необходимо выбирать стержень с диаметром, требуемым для изготовления резьбы принятой степени точности. При разработке кинематической схемы, необходимо учесть, что при заданных диаметрах резьбы и резьбообразующей части инструмента, а также диаметра хвостовой части, заданный поворот на углы ϕх и ϕу в любом их сочетании не должен приводить к пересечениям инструмента и заготовки.
Для подтверждения возможности использования способа формообразования резьбы со скрещивающимися осями резьбы и инструмента приведем на основе геометрического моделирования оценку погрешности резьбы (с профилями согласно фиг. 1а и фиг. 1г) при условии определения такого сочетания углов поворота (ϕх, ϕу), при котором резьба будет соответствовать принятой степени точности. Ниже представлены примеры для формообразования внутренней резьбы как наиболее сложной с точки зрения большого угла контакта и условия размещения инструмента.
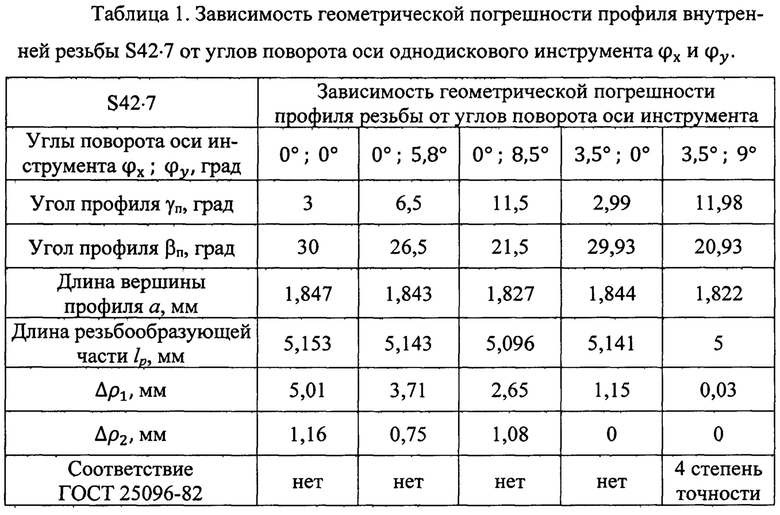
Исходные данные для расчета погрешности при формообразовании упорной резьбы однодисковым инструментом: резьба внутренняя упорная 542-7 (ГОСТ 10177-82, ГОСТ 25096-82), номинальный диаметр резьбы D=42 мм (D2 =36,75 мм, D1=31,5 мм), шаг резьбы Р=7 мм, инструмент однодисковый диаметром dф=30 мм, смещения Δ1=21 мм, Δ2=20 мм. Углы профиля γп и βп, длина вершины профиля а и длина резьбообразующей части в каждом случае сочетаний углов (ϕх; ϕу) разные. Формообразование производится по кинематической схеме представленной на фиг. 12а.
На фиг. 19 показаны профили упорной резьбы с основным (фиг. 19, поз 60) и формообразованным (фиг. 19, поз 61) профилями резьбы. На фиг. 19 параметрами D1 и D2 обозначены соответственно внутренний и средний диаметр резьбы с основным профилем (фиг. 19, поз. 60), а D2ф - средний диаметр формообразованной резьбы (фиг. 19, поз 61). Оценка соответствия полученного резьбового профиля принятой степени точности проводилась по наибольшей геометрической погрешности профиля Δρ1 с двух сторон профиля резьбы и геометрической погрешности профиля по среднему диаметру Δρ2=(D2-D2ф)/2. В таблице 1 представлены значения геометрической погрешности профиля внутренней упорной резьбы S42⋅7 от углов поворота ϕх и ϕу оси однодискового инструмента. Анализ данных таблицы 1 показывает, что наибольшая погрешность возникает при использовании кинематической схемы с параллельными осями резьбы и инструмента (фиг. 19а); при изменении угла ϕу (ϕх=0°) происходит перераспределение погрешности между сторонами профиля резьбы (фиг. 19г, д); при использовании угла ϕх (ϕу=0°) геометрическая погрешность уменьшается (фиг. 19б); совместное использование углов ϕх и ϕу снижают погрешности до соответствия принятой степени точности (фиг. 19в). В частном случае, при повороте инструмента только на один угол ϕх (фиг. 19б), получается резьба с криволинейной боковой стороной, что может быть использовано для резьбового соединения с уменьшенной площадью контакта и наличием кармана для размещения смазки.
Так как при формировании внутренней упорной резьбы многодисковым цилиндрическим инструментом (фиг. 13а), формообразующим является один диск (нижний), параметры формообразования и геометрические погрешности профиля аналогичны работе дискового инструмента (фиг. 12а, таблица 1).
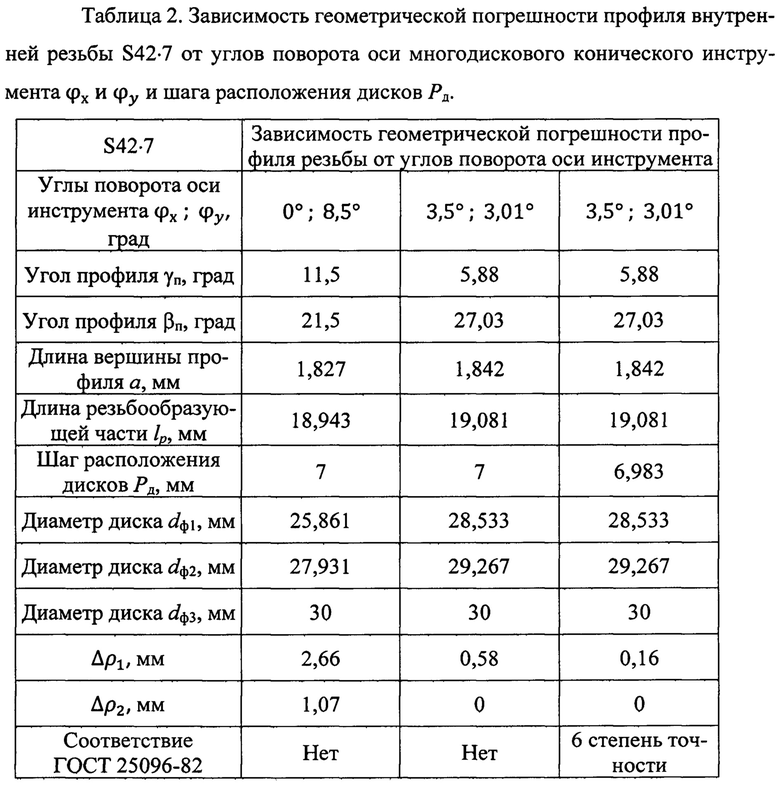
Исходные данные для расчета погрешности при формообразовании упорной резьбы многодисковым коническим инструментом: резьба внутренняя упорная S42⋅7 (исходные данные указаны выше), инструмент многодисковый конический dф3=30 мм (n=3), смещения Δ1=21 мм, Δ2=-11,7 мм. Углы профиля γп и βп, длина вершины профиля а, диаметры дисков инструмента dф2, dф1 и длина резьбообразующей части в каждом случае расчета разные. Во всех случаях расчета δ=ϕу. Формообразование производится по кинематической схеме представленной на фиг. 14а сразу на всю длину резьбы.
В таблице 2 представлены значения геометрической погрешности профиля внутренней упорной резьбы S42⋅7 от углов поворота оси многодискового конического инструмента ϕх и ϕу.
Для возможности формообразования цилиндрической резьбы коническим инструментом, требуется наличие угла ϕу≠0°. Следовательно, кинематические схемы с параллельными осями инструмента и резьбы, а также только с одним углом ϕх≠0° не рассматриваются. Как было указано выше, угол ϕу имеет функцию перераспределения геометрической погрешности и, как видно из таблицы 2, в отдельности от угла ϕх не сильно снижает погрешность; совместное использование углов ϕх и ϕу снижает погрешности до соответствия принятой степени точности. К тому же, так как инструмент многодисковый, на геометрическую погрешность влияет и шаг расположения дисков. Как показано в таблице 2, при совпадении шага резьбы Р и шага расположения дисков Рд, погрешность профиля больше, чем при выборе требуемого шага расположения дисков, обеспечивающего минимальную погрешность.
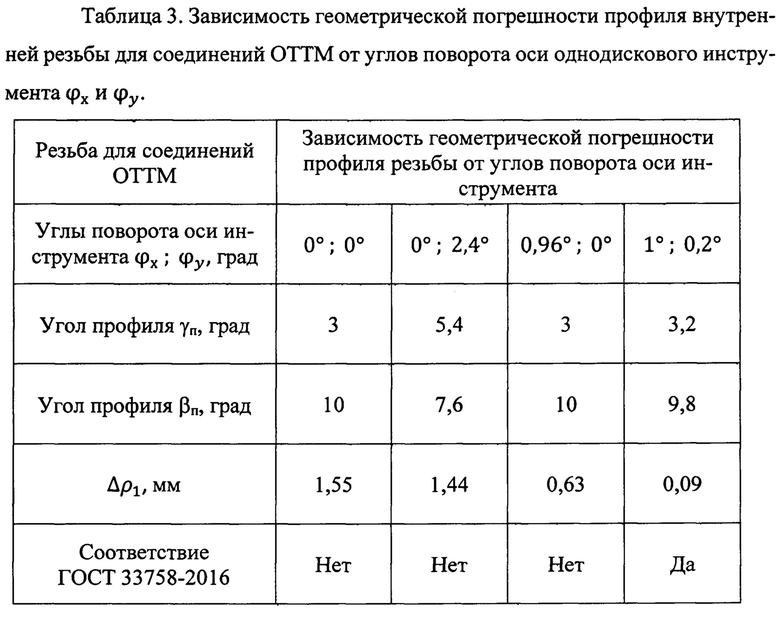
Исходные данные для расчета погрешности при формообразовании трапецеидальной резьбы однодисковым инструментом: резьба внутренняя трапецеидальная для соединений ОТТМ по ГОСТ 33758-2016, внутренний диаметр резьбы в основной плоскости dвн=98,4 мм, длина резьбы с полным профилем l3=74 мм, шаг резьбы Р=5,08 мм, высота профиля h1=1,6 мм, углы наклона сторон профиля γп=3°, βп=10°; угол уклона резьбы ϕ=1° 47/24//=1,79°, диаметр однодискового инструмента dф=95 мм, радиус скругления профиля r2=0,2 мм, радиус скругления профиля r1=0,8 мм, радиус скругления профиля r=0,2 мм, длина вершины профиля а=1,6 мм, длина резьбообразующей части =2,8 мм, смещения Δ1=52 мм, Δ2=8,2 мм. Формообразование производится по кинематической схеме представленной на фиг. 15а.
В таблице 3 представлены значения геометрической погрешности профиля внутренней трапецеидальной конической резьбы для соединений ОТТМ от углов поворота оси многодискового конического инструмента ϕх и ϕу.
На фиг. 20 показаны профили упорной резьбы с основным (фиг. 20, поз 62) и полученным (фиг. 20, поз 63) профилями резьбы. Оценка соответствия полученного резьбового профиля принятой степени точности проводилась по наибольшей геометрической погрешности профиля Δρ1 с обеих сторон резьбового профиля.
Как и во всех предыдущих случаях, анализ фиг. 20 показывает, что наибольшая погрешность возникает при использовании кинематической схемы с параллельными осями резьбы и инструмента (фиг. 20а), а наилучший результат достигается при совместном использовании углов ϕх и ϕу (фиг. 20г), которые снижают погрешности. Аналогичное влияние на геометрическую погрешность профиля имеют углы ϕх и ϕу по отдельности - при использовании угла ϕх геометрическая погрешность уменьшается (фиг. 20б), а использование угла ϕу приводит к перераспределению погрешности между сторонами профиля резьбы (фиг. 20в). В ГОСТ 33758-2016 отсутствует степень точности на резьбу, поэтому в таблице 3 указано соответствие параметров резьбы стандарту.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ФОРМООБРАЗОВАНИЯ ЗАДНЕЙ ПОВЕРХНОСТИ ЗУБЬЕВ РЕЗЬБОВЫХ ФРЕЗ | 2020 |
|
RU2732871C1 |
| Сборный инструмент для планетарного накатывания резьбы с осевым колебанием формообразующей поверхности | 2015 |
|
RU2613002C1 |
| Инструмент для планетарного накатывания резьбы с осевым колебанием формообразующей поверхности | 2015 |
|
RU2612857C1 |
| СПОСОБ ФОРМООБРАЗОВАНИЯ ОТВЕРСТИЙ И ИНСТРУМЕНТ ДЛЯ ЕГО РЕАЛИЗАЦИИ | 2011 |
|
RU2515707C2 |
| СПОСОБ ФОРМООБРАЗОВАНИЯ ОТВЕРСТИЙ В ЛИСТОВЫХ МАТЕРИАЛАХ | 2014 |
|
RU2574533C1 |
| СБОРНЫЙ ИНСТРУМЕНТ ДЛЯ ОБРАЗОВАНИЯ РЕЗЬБОВЫХ ПОВЕРХНОСТЕЙ | 2002 |
|
RU2229964C2 |
| УСТРОЙСТВО ДЛЯ ШТАМПОВКИ ИЗ ЖИДКОГО МЕТАЛЛА ХВОСТОВОГО РЕЖУЩЕГО ИНСТРУМЕНТА НА МАШИНЕ ЛИТЬЯ ПОД ДАВЛЕНИЕМ С ГОРИЗОНТАЛЬНОЙ КАМЕРОЙ ПРЕССОВАНИЯ | 2007 |
|
RU2360765C2 |
| УСТРОЙСТВО ДЛЯ НАКАТЫВАНИЯ КРУПНЫХ НАРУЖНЫХ РЕЗЬБ | 2004 |
|
RU2253535C1 |
| СПОСОБ НАКАТЫВАНИЯ НАРУЖНЫХ РЕЗЬБ | 2004 |
|
RU2253534C1 |
| СПОСОБ НАКАТЫВАНИЯ НАРУЖНОЙ ТРАПЕЦЕИДАЛЬНОЙ РЕЗЬБЫ | 2010 |
|
RU2443491C1 |
Изобретение относится к технологии машиностроения. Способ формообразования резьбы включает вращение инструмента и относительное движение инструмента и формообразуемой резьбы по планетарной кинематической схеме. Используют инструмент, систему координат которого XиYиZи с центром в точке Ои, расположенную в середине вершины длиной а профиля профилированного диска на формообразующем диаметре диска dф, ориентируют таким образом, что ось OиZи параллельна оси хвостовой части инструмента или ось наружной цилиндрической поверхности. Ось ОиХи пересекает ось хвостовой части инструмента или ось наружной цилиндрической поверхности. Система координат инструмента совпадает с исходной системой координат XYZ с центром в точке О. Ориентирование системы координат XYZ относительно XpYpZp при смещении Δ1 между осями OZ и OpZp и смещении Δ2 между плоскостями XY и XpYp, при этом упомянутая система координат инструмента XиYиZи повернута относительно исходной системы координат XYZ последовательно на угол ϕх вокруг оси ОХ и на угол ϕу вокруг оси OY, либо в обратном порядке. С учетом относительного винтового движения с углом уклона ϕ инструмента и резьбы образуют резьбу с заданным углом профиля и требуемой степени точности. В результате обеспечивается расширение номенклатуры и типоразмеров резьб. 9 з.п. ф-лы, 20 ил., 3 табл.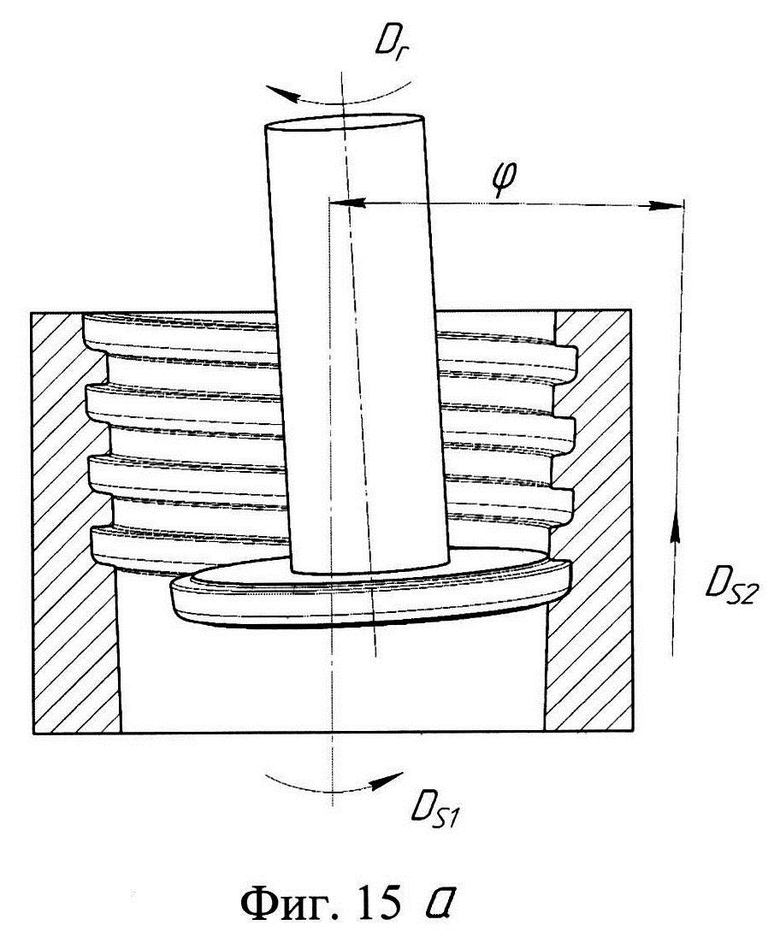
1. Способ формообразования резьбы, включающий вращение инструмента и относительное движение инструмента и формообразуемой резьбы по планетарной кинематической схеме, отличающийся тем, что используют инструмент, систему координат которого XиYиZи с центром в точке Ои, расположенную в середине вершины длиной а профиля профилированного диска на формообразующем диаметре диска dф, ориентируют таким образом, что ось OиZи параллельна оси хвостовой части инструмента или оси наружной цилиндрической поверхности, а ось ОиХи пересекает ось хвостовой части инструмента или ось наружной цилиндрической поверхности, при этом система координат инструмента совпадает с исходной системой координат XYZ с центром в точке О, ориентированной относительно системы координат резьбы XрYрZр с центром в точке Ор, которая является пересечением торца заготовки и оси формообразуемой резьбы, а ось OpZp совпадает с осью формообразуемой резьбы и направлена от торца заготовки вниз таким образом, что оси OZ и OpZp параллельны, а их направления совпадают, при этом ось ОХ пересекает ось резьбы, причем соблюдают условие параллельности осей ОХ и ОрХр и их направление для ориентирования системы координат XYZ относительно XрYрZр при смещении Δ1 между осями OZ и OpZp и смещении Δ2 между плоскостями XY и XpYp, при этом упомянутую систему координат инструмента XиYиZи поворачивают относительно исходной системы координат XYZ последовательно на угол ϕх вокруг оси ОХ и на угол ϕy вокруг оси OY, либо в обратном порядке последовательно на угол ϕy вокруг оси OY и на угол ϕх вокруг оси ОХ с обеспечением вращения инструмента вокруг собственной оси, скрещенной с осью формообразуемой резьбы на упомянутые углы ϕх и ϕy, при условии учета относительного винтового движения с углом уклона ϕ инструмента и резьбы, типа инструмента и резьбы, геометрических и конструктивных параметров резьбы, геометрических и конструктивных параметров инструмента, в частности, диаметров дисков dф, углов профиля βп и γп, шагов расположения соседних дисков инструмента РД, длины а вершин профиля профилированных дисков, количества дисков n, образуют резьбу с заданным углом профиля и требуемой степенью точности.
2. Способ по п. 1, отличающийся тем, что углы ϕх и ϕy меняют в процессе относительного винтового движения инструмента и формообразуемой резьбы.
3. Способ по п. 1, отличающийся тем, что угол уклона относительного винтового движения инструмента и формообразуемой резьбы ϕ=0° для получения цилиндрической резьбы.
4. Способ по любому из пп. 1-3, отличающийся тем, что в качестве инструмента используют однодисковый инструмент с хвостовой частью или наружной цилиндрической поверхностью.
5. Способ по любому из пп. 1-3, отличающийся тем, что в качестве инструмента используют многодисковый цилиндрический инструмент с хвостовой частью или наружной цилиндрической поверхностью.
6. Способ по любому из пп. 1-3, отличающийся тем, что в качестве инструмента используют многодисковый конический инструмент с хвостовой частью или наружной цилиндрической поверхностью.
7. Способ по п. 6, отличающийся тем, что профилированные диски располагают с монотонным уменьшением или увеличением формообразующих диаметров дисков в сторону хвостовой части или от торца Т1 к торцу Т2.
8. Способ по п. 5, отличающийся тем, что в результате задания углов ϕх и ϕy формообразующим является ближайший или наиболее удаленный от хвостовой части или торца Т1 диск.
9. Способ по п. 5, отличающийся тем, что углы ϕх и ϕy задают таким образом, чтобы проекция оси инструмента на осевую плоскость резьбы была параллельна образующей конуса резьбы в зоне формообразования.
10. Способ по любому из пп. 1-9, отличающийся тем, что в результате назначения углов ϕх и ϕy образуют резьбу с криволинейными боковыми сторонами и наличием кармана для размещения смазки.
| УСТРОЙСТВО ДЛЯ УПРАВЛЕНИЯ ПНЕВМОЦИЛИНДРАМИ РАЗГРУЗКИ ДУМПКАРА (ВОЗДУХОЗАМЕДЛИТЕЛЬ) | 2010 |
|
RU2410261C1 |
| Способ формообразования резьбы | 1985 |
|
SU1328093A1 |
| Способ нарезания резьбы фрезерованием на станках с ЧПУ | 1986 |
|
SU1389954A1 |
| US 4860501 A1, 29.08.1989. | |||

