1
31
00
ел о
Јь
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ЭЛЕКТРОХИМИЧЕСКОГО ФИНИШНОГО ФОРМООБРАЗОВАНИЯ ПОВЕРХНОСТИ ГАЛЕВ ТКАЦКИХ СТАНКОВ | 2000 |
|
RU2201851C2 |
| СПОСОБ МНОГОМЕСТНОЙ ИМПУЛЬСНОЙ ЭЛЕКТРОХИМИЧЕСКОЙ ОБРАБОТКИ ЛОПАТОК В СОСТАВЕ РОБОТИЗИРОВАННОГО КОМПЛЕКСА И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2014 |
|
RU2590743C1 |
| СПОСОБ ЭЛЕКТРОХИМИЧЕСКОЙ ПРОШИВКИ ОТВЕРСТИЙ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1995 |
|
RU2069126C1 |
| Электрод-инструмент для электрохимической обработки торцевых кромок зубьев шестерен | 1983 |
|
SU1133052A1 |
| СПОСОБ ЭЛЕКТРОХИМИЧЕСКОГО СКРУГЛЕНИЯ КРОМОК | 2009 |
|
RU2416500C2 |
| СПОСОБ ЭЛЕКТРОХИМИЧЕСКОЙ ОБРАБОТКИ | 2011 |
|
RU2465991C2 |
| СПОСОБ ЭЛЕКТРОХИМИЧЕСКОГО СНЯТИЯ ЗАУСЕНЦЕВ И СКРУГЛЕНИЯ КРОМОК В ПЕРЕСЕКАЮЩИХСЯ КАНАЛАХ | 2017 |
|
RU2699140C2 |
| Электрод-инструмент для размерной электрохимической обработки | 1987 |
|
SU1509203A1 |
| Способ электрохимической обработки | 1980 |
|
SU933353A1 |
| СПОСОБ ЭЛЕКТРОХИМИЧЕСКОЙ ОБРАБОТКИ МАТЕРИАЛОВ | 2010 |
|
RU2450897C2 |


Использование: электрохимическая обработка при скруглении острых кромок на повторяющихся сложнофасонных элементах деталей. Сущность изобретения: в качег стве заготовки используют участок рельефной поверхности детали. 2,- на боковые стороны рельефной поверхности наносят технологические прокладки 3, во впадины устанавливают профилированные из листа заготовки электродов-инструментов 4с расчетом выступания их концов 5 за пределы сопрягаемой поверхности впадин, причем крайние впадины оставляют свободными для получения на корпусе устройства установочных поверхностей 7, на заготовки электродов-инструментов устанавливают технологические гипсовые вставки 6, проиЪ- водят заливку формы самотвердеющим компаундом, освобождают корпус устройства От формы, удаляют технологические прокладки 3 и сопрягаемые с поверхностью впадин средние участки заготовки 8 электрода-инструмента 4 и находящиеся над ними гипеов.ые вставки б, создавая тем самым каналы 9 для протока электролита, обрабатывают торцы оставшихся концов заготовок противолежащие, кромкам детали, получая при этом рабочие поверхности 10 электродов-инструментов 11.8 ил. ел С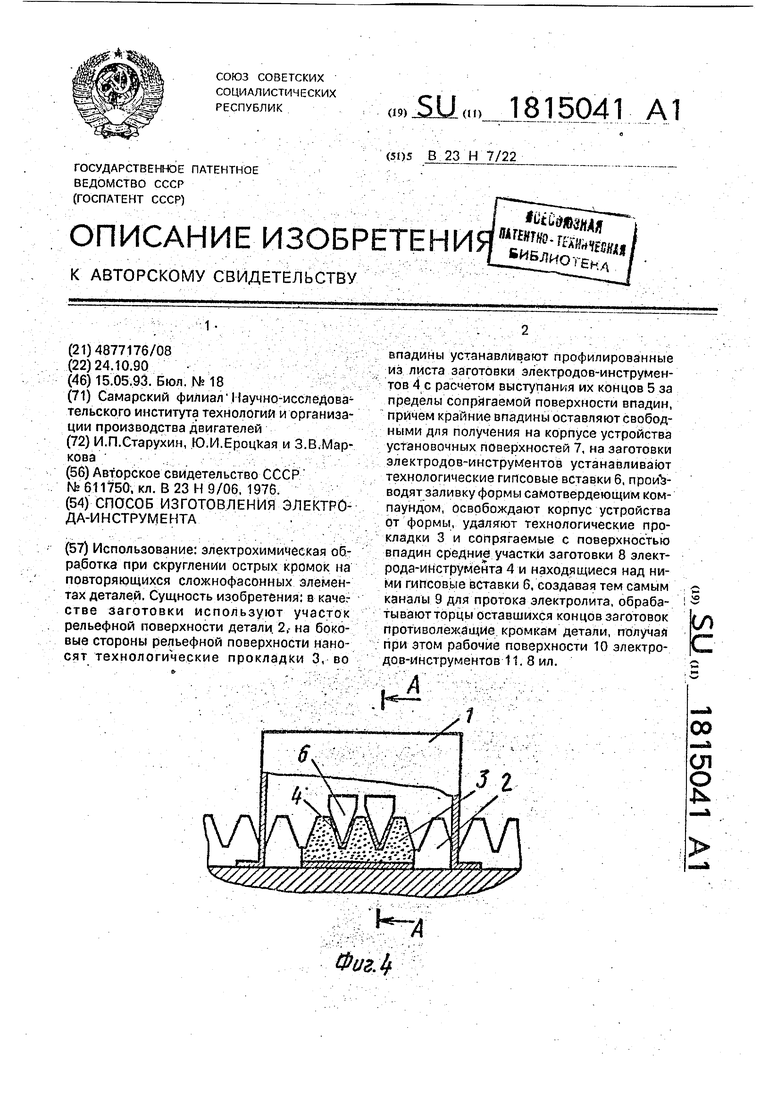
Фиг.
Изобретение относится к электрохимической обработке и может быть использовано для скругления острых кромок на повторяющихся сложнофасонных элементах деталей.
Целью изобретения является повышение качества и производительности при дву- сторонней обработке кромок на сложнофасонных деталях с повторяющимися впадинами, например, элементы хирто- вого соединения, путем обеспечения точного позицйрования электродов-инструментов по отношению к обрабатываемым кромкам.
На фиг. 1 -3 показан диск с зубьями хиртового соединения; на фиг. 4-8 показано техническое осуществление способа.
Короб 1 устанавливают на участок рельефной поверхности детали 2; на боковые стороны рельефной поверхности наносят технологические прбкладки 3, например, отрезки изоляционной ленты,- и обрезают их по форме впадин-, во впадины устанавливают профилированные из листа заготовки электродов-инструментов 4с расчетом выступами их концов 5 за пределы сопрягаемой поверхности впадин, причем крайние впадины оставляют- свободными для пол учения на корпусе устройства установочных поверхностей 7, на заготовки электродов- инструментов устанавливают технологические гипсовые вставки 6, которые в совокупности с технологическими прокладками образуют каналы 9 для протока электролита, производят заливку формы самотвердеющим компаундом, освобождают корпус устройства от формы, удаляют технологические прокладки и сопрягаемые с поверхностью впадин средние участки заготовок 8 и находящиеся над ними гипсовые вставки , обрабатывают торцы концов заготовок противолежащие кромкам детали,получая при этом рабочие поверхности 1.0 электродов-инструментов 11, При необходимости в выемки,образованные гипсовыми вставками крепят токоизолирующие вкладыши 12, предохраняющие поверхности впадин детали от растравливания, при этом толщину вкладышей выбирают меньше длины впадины на величину 2R, где R - радиус скругления кромки,
Электрохимическую обработку производят в следующей последовательности:
крепят катодное устройство на зубьях диска, подают в катодное устройство электролит и напряжение делают выдержку, прекращают подачу напряжения и электролита, производят перестановку катодного
устройства на N число зубьев и повторяют цикл.
Катодные устройства изготовленные по данному способу испытаны в лабораторных условиях на опытных дисках из жаропрочных и титановых сплавов.. Радиус скругления кромок соответствовал значению 0,6-0,8 мм. Обработка производилась на специальной электрохимической установке с использованием 15%-ного водного раствора хлористого натрия с добавлением 2 % глицерина. Независимо от количества обрабатываемых зубьев, время обработки составляло 10с.
Фдрмула изобретен и я
Способ изготовления электрода-мнст. румента, при котором заготовку-заданной
геометрии помещают в форму и заливают
компаундом, о т л и ч а ю щ и и с я тем, что,
с целью повышения качества и производительности двусторонней обработки кромок сложнопрофильных деталей типа хиртсво- го соединения, в качестве заготовки используютрельефный участок обрабатываемой поверхности; помещенный на дно формы; на боковые поверхности рельефного участка наносят технологические прокладки; а во впадины устанавливают профилированные листовые заготовки с выступающими на пределы впадин концами, при этом крайние впадины оставляют свободными для получения установочных поверхностей на. корпусе электрода-инструмента, на листовые заготовки устанавливают технологические гипсовые вставки,
после заливки удаляют средние участки заготовки, сопрягаемые с поверхностью впадин, и технологические прокладки, обрабатываютторцы концов заготовок, прот
тиволежащие кромкам детали.
IW9181
Ф&7
Ш.8
| Способ бестрафаретного электрохимического маркирования | 1976 |
|
SU611750A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
