ел
О
со
N)
О
САд
Фиг.1
31509
Изобретение относится к электро- физическим и электрохимическим методам обработки, в частности к электроду-инструменту для размерной элек- трохимической обработки тонколистовых деталей сложного профиля.
Целью изобретения является повышение точности обработки
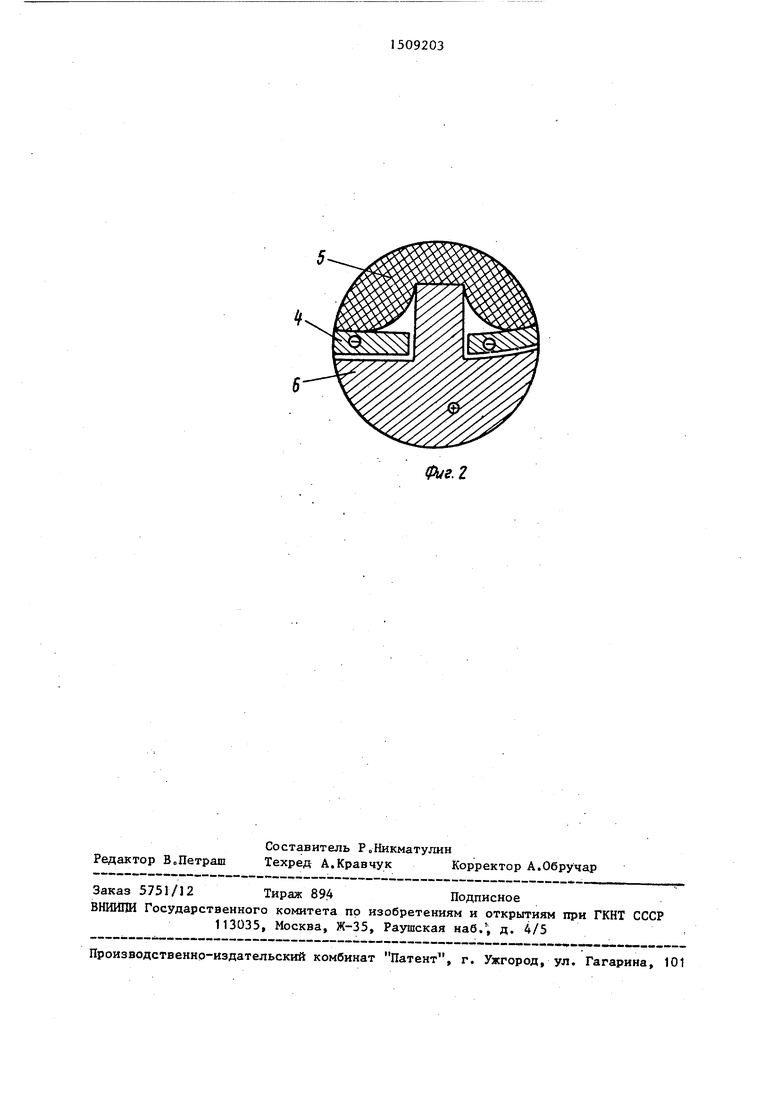
На фиг.1 представлен электрод- ин- струмент, вертикальное сечение; на фиг,2 схема, поясняющая принцип работы электрода-инструмента о
Электрод-инструмент для электрохимической обработки содержит державку 1, монтажную пластину 2 с укрепленными на ней токопроводящими трубками 3,, на кондах которых укреплены рабочие элементы 4 о Объем между монтажной пластиной и рабочими элемен- тами и зазор между рабочими элементами заполнен упругим диэлектрическим материалом 5.
Электрод -инструмент работает следующим образомо
Вначале .электрод-инструмент подводится к детали на расстояние 0,1 - 0,2 мм и упругая диэлектрическая . вставка прилегает к необрабатываемой поверхности перемычки. Затем включа- ется подача электролита, технологическое напряжение и рабочая подача электрода-инструмента о Под рабочими элементами 4 идет процесс анодного ра створе шя, и электрод-инструмент уг-
лубляется в деталь-заготовку 6 (фиг.2 В то же время необрабатываемая перемычка между полостями входит в эазор
между оабочими элементами 4 электрода
инструмента и сжимает вставку из упру гого материала 5 (фиг.2), которая, сопротивляясь этой деформации, прилега ет не только к верхней поверхности перемычки, но и частично к ее боковой поверхностно
В качестве упругого диэлектрического материала используется вакуумно .плотная резина, герметик КЭР - Зо Может быть применен любой другой материал, удовлетворяющий требованиям до- статочной упругости и неэлектропроводности „
Для нормальной работы электрода- шструмента и предохранения его от разрушения под действием упругих сип необходи{ о учесть соотношение меткду
5
0
5
5
,
0
5
05
высотой вставки из упругого материала и глубиной прошиваемых полостей. -На основе опытных данных можно сделать вывод о том, что при использовании указанных материалов высота вставки должна не менее чем в 6 раз превышать глубину прошиваемых полостей
Пример Обрабатывают два отверстия прямоугольной формы с перемычкой между ними 0,6 мм в образцах из листовой нержавеющей стали Х18Н10Т толщиной 1,2 мм в одном случае известным электродом, в другом - пред- лагаем 1Мо В качестве электролита используется 6%-ный водный раствор азотнокислого натрия о На электрод-инструмент налагают вибрацию с частотой 50 Гц и амплитудой 0,2 мм. В первом случае конусность боковой стороны перемычки составляет около З, радиус скругления верхних кромок перемычки - более 0,3 ммо
Во втором случае перемычка между отверстиями имеет почти прямоугольную форму о Конусность, измеренная на микроскопе БМИ-1, составляет 3-10 . Радиус скругления верхней кромки пе- ремьтки 0,03-0,04 мм.
Применение предлагаемого -электрода-инструмента позволяет по сравнению с известным повысить точность электрохимической обработки полостей или отверстий путем значительного уменьшения конусности прошиваемых полостей или отверстий и уменьшения радиуса скругления верхних кромок полостей или отверстий в 8-10 раз.
Формула изобретення
Электрод-инструмент для размерной электрохимической обработки, состоящий из державки,монтажной пл астины и соединительных трубок с укрепленными на их концах рабочими элементами, отличающийся тем, что, с целью повьшения точности обработки тонколистовых деталей сложного профиля, электрод-инструмент дополнительно снабжен вставкой из упругого диэлектрического материала, размещенной между монтажной пластиной и рабочими элементами так, что вставка выступает над поверхностью рабочих элементов на величину 0,1 - 0,2 мм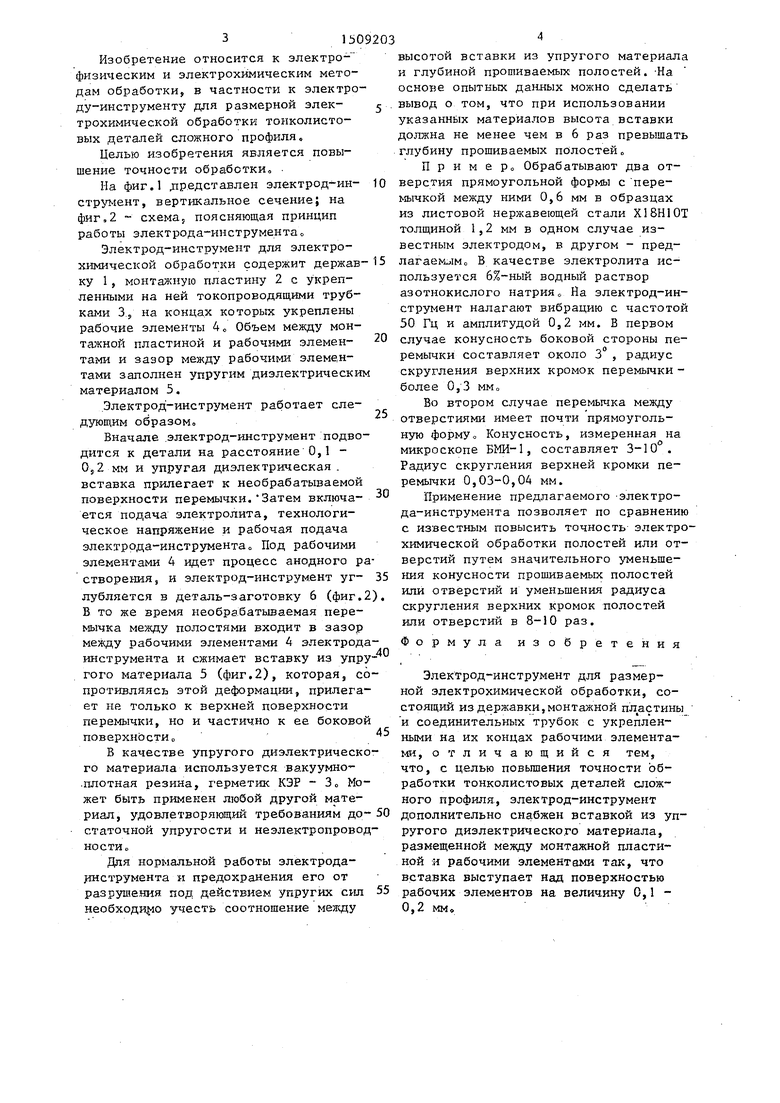
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ЭЛЕКТРОХИМИЧЕСКОЙ ПРОШИВКИ ОТВЕРСТИЙ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1995 |
|
RU2069126C1 |
| СПОСОБ ЭЛЕКТРОХИМИЧЕСКОЙ ОБРАБОТКИ | 2002 |
|
RU2230636C2 |
| ЭЛЕКТРОД-ИНСТРУМЕНТ ДЛЯ ЭЛЕКТРОЭРОЗИОННОЙ ОБРАБОТКИ ЗУБЧАТЫХ КОЛЕС | 1997 |
|
RU2151033C1 |
| ЭЛЕКТРОД-ИНСТРУМЕНТ ДЛЯ ЭЛЕКТРОХИМИЧЕСКОЙ ОБРАБОТКИ ЧЕРВЯКОВ | 2004 |
|
RU2264280C1 |
| УСТРОЙСТВО ДЛЯ ЭЛЕКТРОХИМИЧЕСКОЙ ОБРАБОТКИ ШЕЕК КОЛЕНЧАТОГО ВАЛА | 1999 |
|
RU2157744C2 |
| Электрод-инструмент для размернойэлЕКТРОХиМичЕСКОй ОбРАбОТКи | 1979 |
|
SU848240A1 |
| Устройство для электрохимического прошивания | 1990 |
|
SU1773615A1 |
| СПОСОБ ЭЛЕКТРОХИМИЧЕСКОЙ ОБРАБОТКИ РЕЖУЩИХ ГРАНЕЙ ИНСТРУМЕНТА И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1999 |
|
RU2150358C1 |
| СПОСОБ ИМПУЛЬСНОЙ ЭЛЕКТРОХИМИЧЕСКОЙ ОБРАБОТКИ | 2007 |
|
RU2369470C2 |
| Электрод-инструмент | 1972 |
|
SU505551A1 |
Изобретение относится к электрофизическим и электрохимическим методам обработки, в частности к конструкции электрода-инструмента для размерной электрохимической обработки тонколистовых деталей. Целью изобретения является повышение точности обработки. Электрод-инструмент для электрохимической обработки, состоящий из державки 1, монтажной пластины 2 и соединительных трубок 3 с укрепленными на их концах рабочими элементами 4, дополнительно снабжен вставкой из упругого диэлектрического материала 5, которая размещена между монтажной пластиной и рабочими элементами так, что вставка выступает над поверхностью рабочих элементов на величину 0,1-0,2 мм. 2 ил.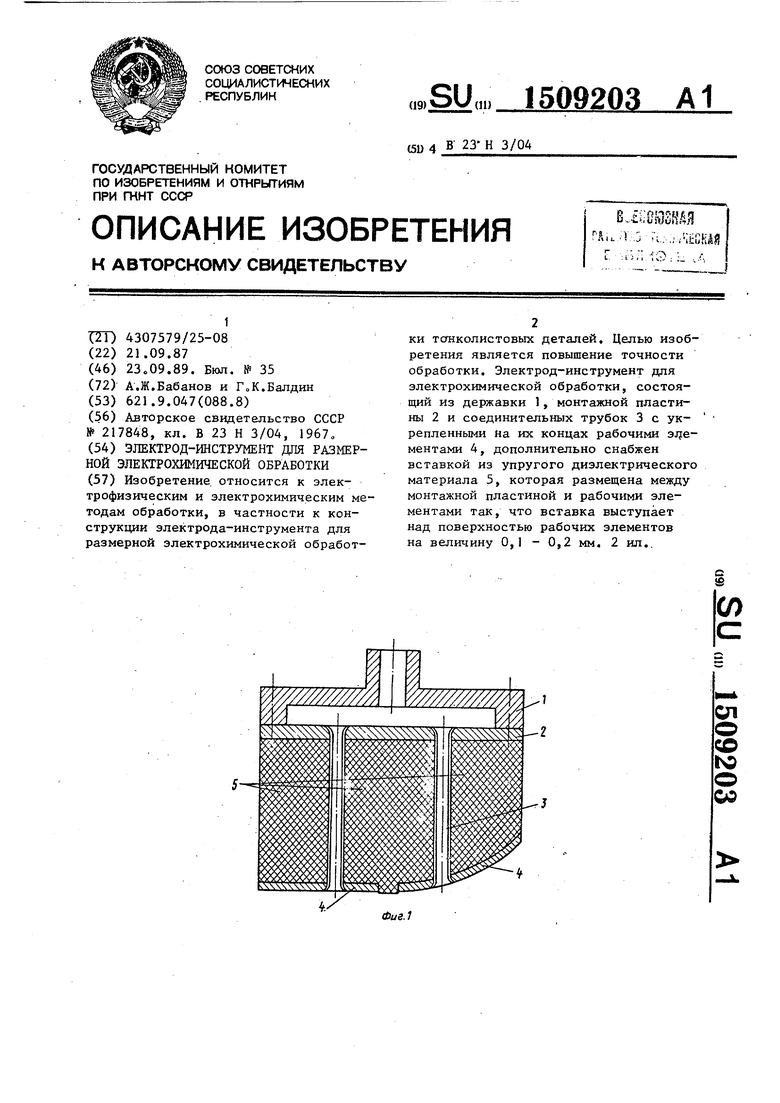
Ф(4г.г
| ЭЛЕКТРОД-ИНСТРУМЕНТ ДЛЯ ЭЛЕКТРОХИМИЧЕСКОЙ ОБРАБОТКИ ПОВЕРХНОСТЕЙ СЛОЖНОГО ОБЪЕМНОГОПРОФИЛЯ | 0 |
|
SU217848A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
