ПЕРЕКРЕСТНЫЕ ССЫЛКИ НА РОДСТВЕННЫЕ ЗАЯВКИ
[0001] Не применимо.
ЗАЯВЛЕНИЕ ОТНОСИТЕЛЬНО ИССЛЕДОВАНИЯ ИЛИ РАЗРАБОТКИ, СПОНСИРУЕМЫХ ИЗ ФЕДЕРАЛЬНОГО БЮДЖЕТА
[0002] Не применимо.
ИМЕНА СТОРОН СОГЛАШЕНИЯ О СОВМЕСТНОМ ИССЛЕДОВАНИИ
[0003] Не применимо.
ССЫЛКА НА ДОПОЛНЕНИЕ, ПОДАННОЕ НА КОМПАКТ-ДИСКЕ, СОДЕРЖАЩЕЕ СПИСОК ПОСЛЕДОВАТЕЛЬНОСТИ, ТАБЛИЦУ ИЛИ СПИСОК КОМПЬЮТЕРНЫХ ПРОГРАММ
[0004] Не применимо.
ПРЕДПОСЫЛКИ СОЗДАНИЯ ИЗОБРЕТЕНИЯ
[0005] Настоящее изобретение относится к дуговой сварке, использующей непрерывную подачу расходуемого проволочного электрода и, в частности, к такой сварке непрерывной дугой, где образующему дугу концу электрода управляемым и непрерывно регулируемым способом придается боковое движение.
[0006] На сварку непрерывной дугой воздействуют переменные, такие как использование выбранных газов и смесей газов; выбранных флюсов; металлов или сплавов металлов; подготовка соединения или щели; размер проволоки и скорость подачи; скорость перемещения горелки вдоль щели и количество подаваемого тока. Также должно быть определено, что является наиболее предпочтительным для работы: однократный проход или несколько проходов. Эти и другие факторы делают сварку непрерывной дугой скорее искусством, чем наукой, как описано в наших предыдущих патентах, патенте США №4177373 от 4 декабря 1979 г., озаглавленном «Колебательная дуговая сварка», и патенте США №4401878 от 30 августа 1983 г., озаглавленном «Горелка для дуговой сварки расходуемым электродом», обе из которых полностью включены в данный документ посредством ссылки.
[0007] В ходе сварки часто возникают проблемы, связанные с установкой. Даже небольшие изменения ширины щели между соединяемыми металлами, толщины соединяемых материалов и электрических сопротивлений, вызванные недостатками материалов, покрытиями, загрязнением или смазкой, влияют на прогресс сварочной операции и должны непрерывно регулироваться для достижения более точной сварки. Несколько улучшений сварочного оборудования были разработаны для преодоления возникающих проблем, особенно в автоматическом оборудовании. Тем не менее, остается необходимость в дальнейшем улучшении и несколько улучшений раскрыты ниже.
КРАТКОЕ ОПИСАНИЕ ГРАФИЧЕСКИХ МАТЕРИАЛОВ
[0008] Учитывая вышеизложенные и другие цели, все из которых будут более полно описаны в дальнейшем, мое изобретение содержит определенные комбинации, конструкции и компоновки деталей и элементов, и операции, последовательности и этапы, все из которых описаны в дальнейшем, определены в прилагаемой формуле изобретения и изображены в предпочтительном варианте осуществления в сопроводительных графических материалах, где:
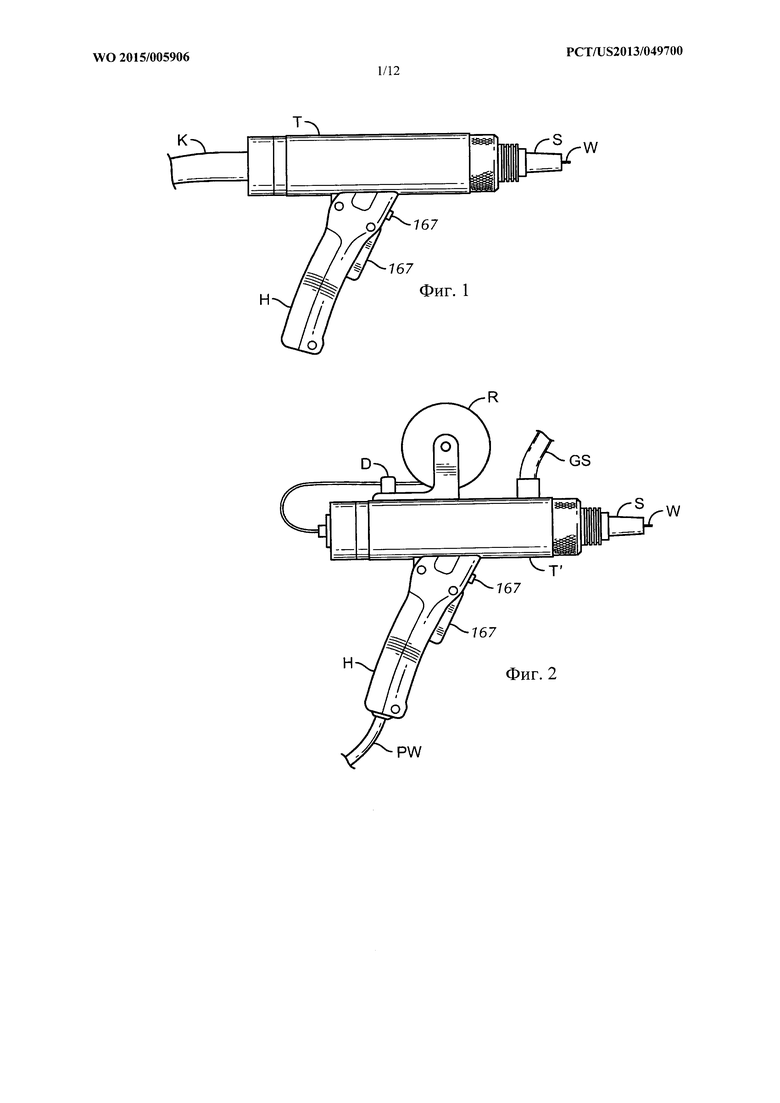
[0009] на фиг. 1 показан схематический вид сверху аппарата для сварки непрерывной дугой, предназначенного для ручного использования и содержащего улучшения горелки согласно приведенному в качестве примера варианту осуществления изобретения;
[0010] на фиг. 2 показан схематический вид сверху альтернативного варианта осуществления аппарата для сварки непрерывной дугой, предназначенного для ручного использования и содержащего улучшения горелки согласно приведенному в качестве примера варианту осуществления изобретения;
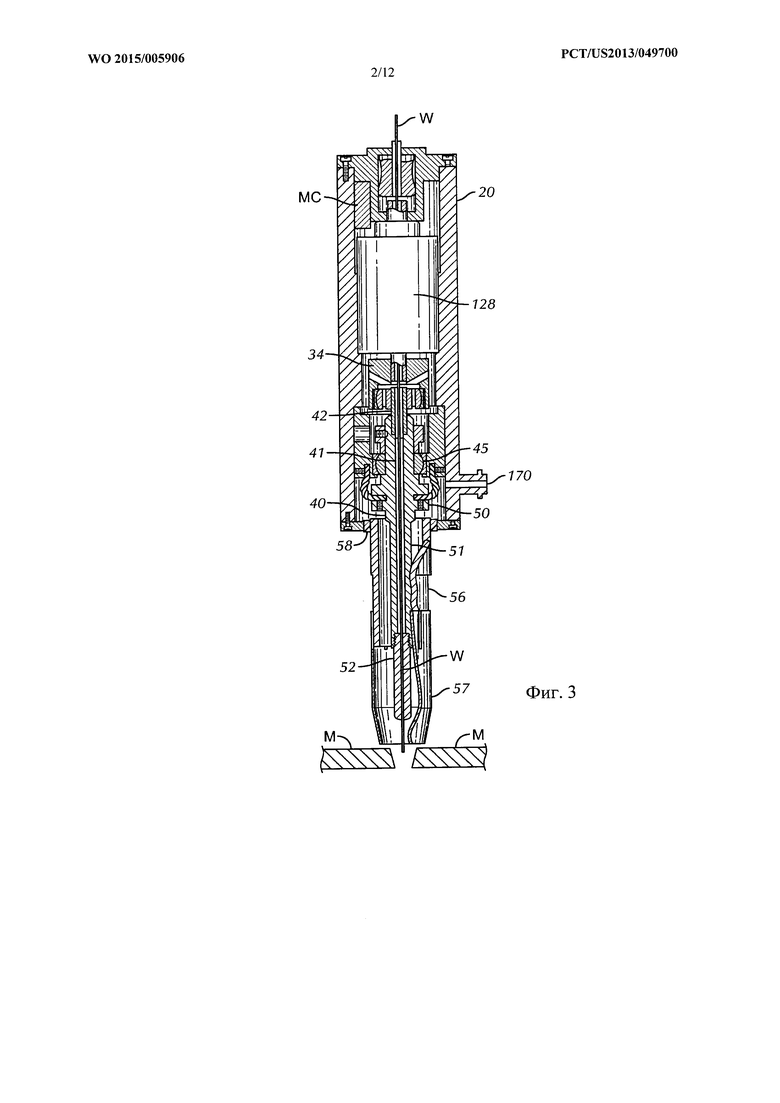
[0011] на фиг. 3 показан вид сверху в разрезе корпуса горелки в увеличенном масштабе;
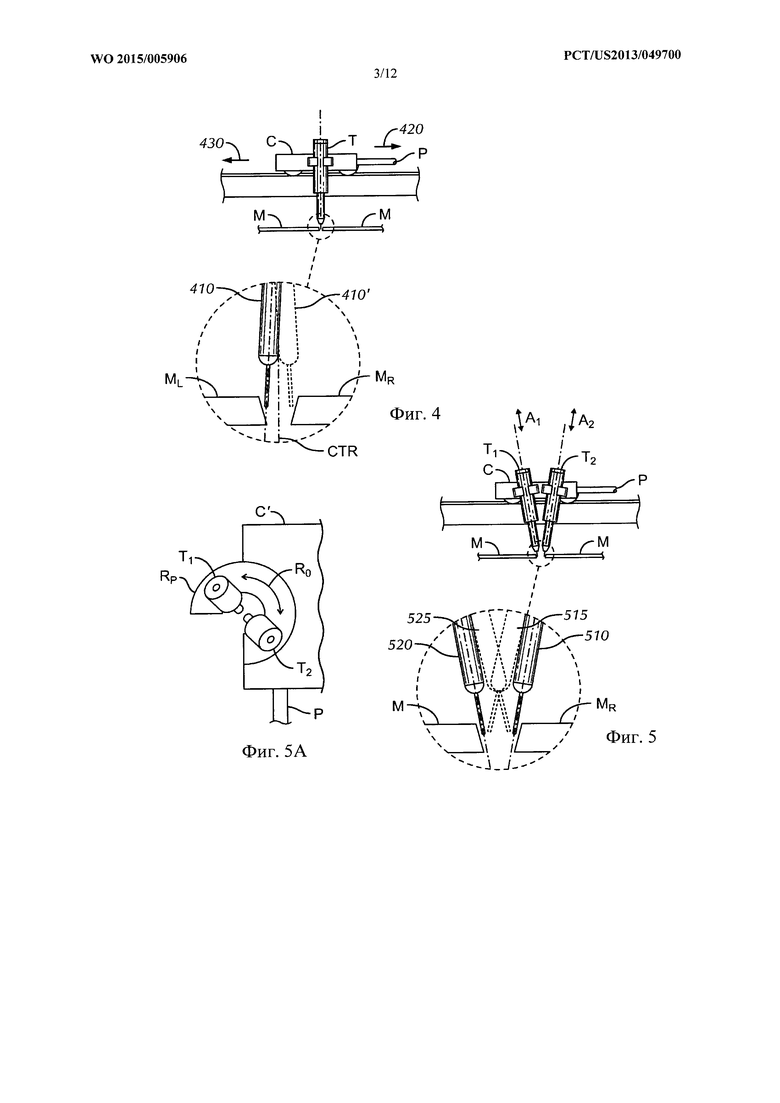
[0012] на фиг. 4 показан схематический вид сверху аппарата для механизированной сварки непрерывной дугой, содержащего улучшенную горелку согласно приведенному в качестве примера варианту осуществления изобретения;
[0013] на фиг. 5 показан схематический вид сверху аппарата для механизированной сварки непрерывной дугой, содержащего множество улучшенных горелок согласно приведенному в качестве примера варианту осуществления изобретения;
[0014] на фиг. 5А показан еще один схематический вид сверху аппарата для механизированной сварки непрерывной дугой, содержащего множество улучшенных горелок и обладающего возможностью вращательного смещения согласно приведенному в качестве примера варианту осуществления изобретения;
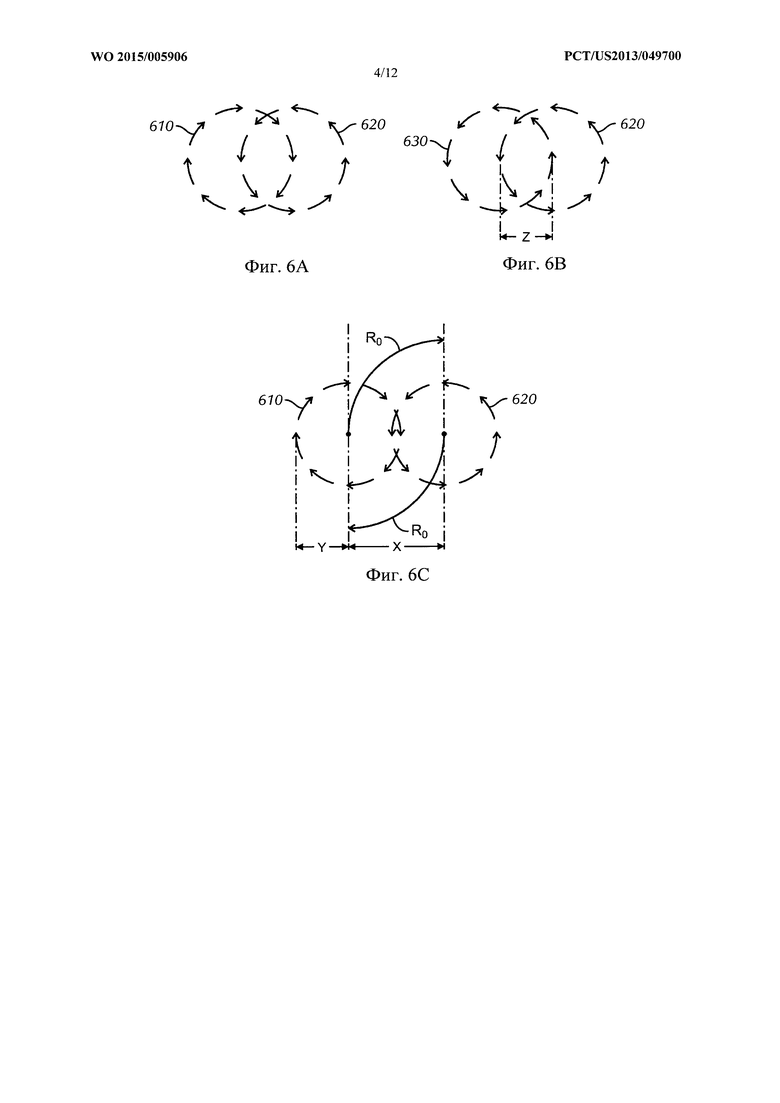
[0015] на фиг. 6А, 6В и 6С показаны схемы приведенных в качестве примера траекторий сварки и их характеристики для систем с несколькими горелками, как показано на фиг. 5;
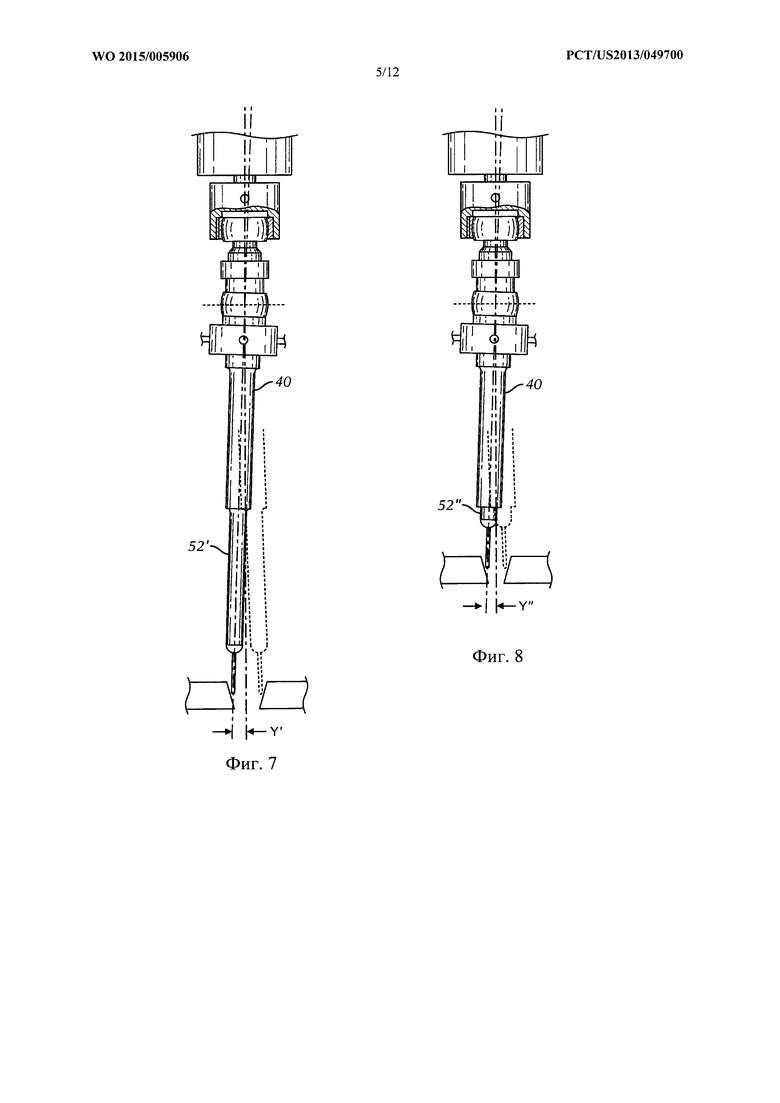
[0016] на фиг. 7 и 8 показаны виды сверху определенных рабочих компонентов внутри горелки и показано слегка преувеличенным образом перемещение щупа, несущего электродную проволоку, и воздействие на него регулировок и альтернатив согласно приведенному в качестве примера варианту осуществления изобретения;
[0017] на фиг. 9А, 9В и 10 показаны виды сверху в разрезе определенных рабочих компонентов внутри горелки согласно приведенному в качестве примера варианту осуществления изобретения;
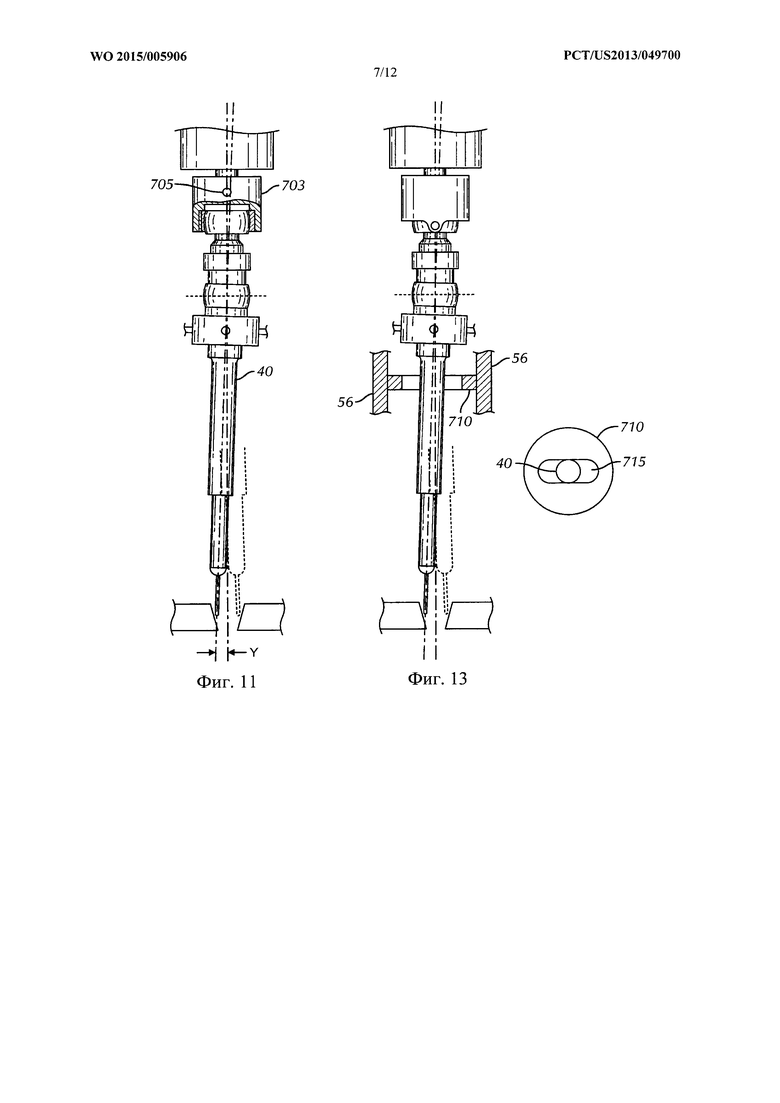
[0018] на фиг. 11 и 13 показаны виды сверху определенных рабочих компонентов внутри горелки согласно приведенному в качестве примера варианту осуществления изобретения;
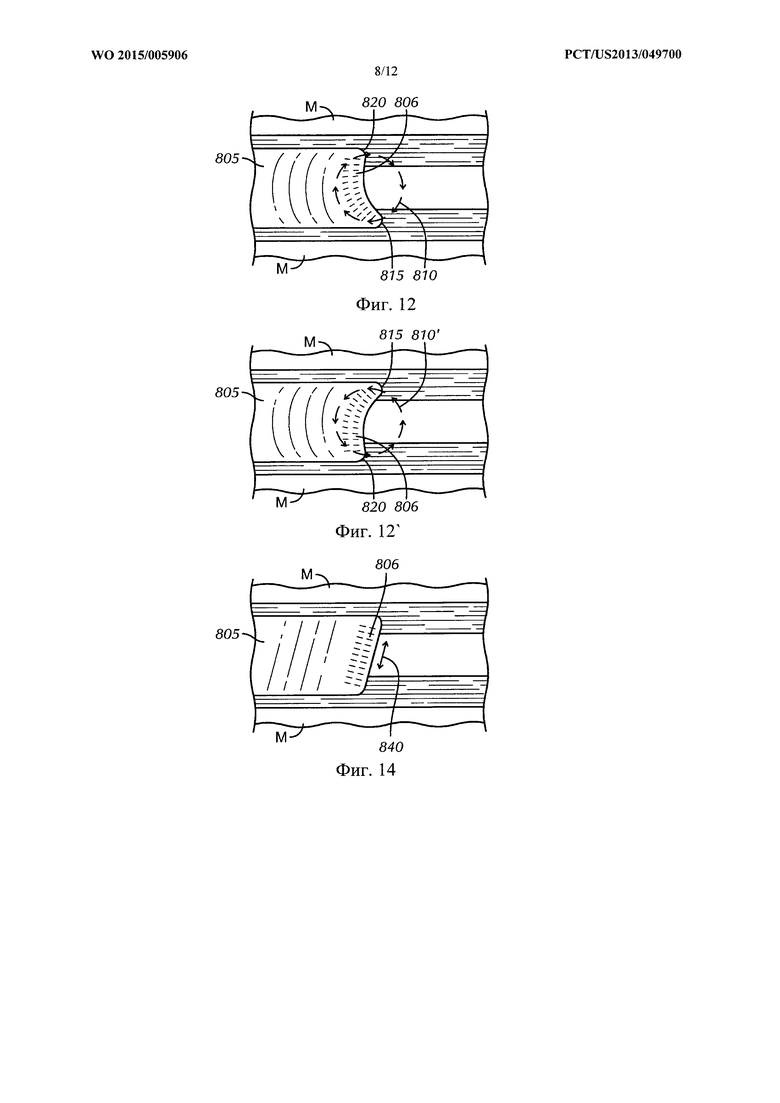
[0019] на фиг. 12, 12' и 14 показаны сечения металлических пластин, соединяемых вместе сварными швами согласно настоящему изобретению;
[0020] на фиг. 15 показан вид сверху альтернативного варианта осуществления горелки согласно приведенному в качестве примера варианту осуществления изобретения;
[0021] на фиг. 15А показан вид в поперечном сечении, выполненном вдоль линии А-А, изображенной на фиг. 15;
[0022] на фиг. 16 показан вид сверху в поперечном сечении альтернативного варианта осуществления горелки, изображенного на фиг. 15;
[0023] на фиг. 16А показан увеличенный вид заднего конца корпуса горелки, изображенной на фиг. 16;
[0024] на фиг. 16В показан вид в поперечном сечении, выполненном вдоль линии В-В, изображенной на фиг. 16;
[0025] на фиг. 17 показана схема способа применения аппарата для механизированной сварки непрерывной дугой, содержащего улучшенную горелку, как изображено на фиг. 4;
[0026] на фиг. 17А показана схема способа применения аппарата для механизированной сварки непрерывной дугой, содержащего множество улучшенных горелок, как изображено на фиг. 5;
[0027] на фиг. 18 показан схематический вид сверху горелки для сварки непрерывной дугой согласно приведенному в качестве примера варианту осуществления изобретения;
[0028] на фиг. 18А показан вид в поперечном сечении, выполненном вдоль линии 18А-18А, изображенной на фиг. 18.
ПОДРОБНОЕ ОПИСАНИЕ ИЗОБРЕТЕНИЯ И ПРЕДПОЧТИТЕЛЬНЫХ ВАРИАНТОВ ОСУЩЕСТВЛЕНИЯ
[0029] Настоящее изобретение расширяет известный уровень техники за пределы объема, описанного в моих предыдущих патентах. Улучшения включают управление переменными в процессе сварки, в частности, непрерывные регулировки, выполняемые в ответ на непрерывное слежение за сварным швом, и воздействие подобных регулировок.
[0030] В предыдущих конструкциях электродвигатель с переменной скоростью был соединен с регулятором переменной скорости, изменяющим скорость двигателя путем изменения напряжения до получения приблизительной частоты вращения. Улучшения, обсуждаемые в данном документе, включают применение шаговых двигателей (128) с сопроводительным электронным регулятором (МС) для точной установки вала двигателя, скорости вращения и направления. Дополнительные улучшения включают регулировку длины удлиненного щупа горелки и наконечника для дальнейшей регулировки физических характеристик траектории электрода.
[0031] Улучшения также включают разделение газа, электрода и электроэнергии на отдельные подачи для более точного выбора траектории, управления и распределения среди множества горелок в механизированных аппаратах. Кроме этого, улучшенное управление траекторией электрода позволяет множеству горелок работать в такой непосредственной близости, что можно поддерживать общую сварочную ванну для нескольких горелок.
[0032] Как описано в предыдущих патентах, капли расплавленного металла выбрасываются из электрода/электродов на боковые стенки щели для создания ванны расплавленного металла в щели. В моих предыдущих изобретениях перемещение электрода осуществлялось по круговой траектории, при этом капли расплавленного металла выбрасывались центробежной силой. Это перемещение образующего дугу конца электрода называлось «вращением», хотя следует понимать, что электродная проволока не вращается, а скорее поворачивается вокруг оси. В улучшенном изобретении более точное управление двигателем позволяет использовать сложные траектории, которые не включают замкнутую круговую траекторию и/или могут включать некоторые другие регулировки направления или скорости. Для простоты, если не указано явным образом, движения двигателя и получающиеся в результате траектории электрода будут в общем называться вращением.
[0033] Управление длиной щупа влияет на расстояние между наконечником и сварной щелью. В механических аппаратах дополнительные возможности размещения горелки вместе с длиной щупа могут точно управлять расстоянием, на котором поддерживается сварочный наконечник над сварочной поверхностью. Радиус вращения, когда электрод находится внутри сварной щели, и угол горелки могут влиять на сопротивление, воздействующее на двигатель при изменении положения, или поток тока через проволоку. Опытные сварщики могут чувствовать эти изменения по яркости дуги, звуку оборудования и/или другим физическим характеристикам процесса.
[0034] В улучшенной конструкции, описанной в данном документе, контроллер может включать датчики тока, датчики света, микрофоны, датчики вибрации и т.д., предоставляющие обратную связь контроллеру, который в ответ регулирует положение и физические характеристики горелки соответствующим образом для получения лучших сварных швов. Кроме того, скорость, с которой контроллер может выполнять такие регулировки, приводит к более однородным сварным швам.
[0035] Улучшенное управление процессом, обеспечиваемое шаговыми двигателями, позволяет точно регулировать вращение. В предпочтительном варианте осуществления для вращения проволоки используется серводвигатель. Специалисту в данной области будет очевидно, что шаговые двигатели также могут использоваться. Шаговые двигатели обеспечивают точное размещение и перемещения в любом направлении, безотносительно предыдущих перемещений. Это является значительным улучшением по сравнению с предыдущими двигателями с переменной скоростью, которые не могли располагаться или удерживаться в специфическом местоположении в течение точных временных интервалов.
[0036] Как пример эксплуатационной гибкости, предоставляемой шаговыми двигателями по сравнению с двигателями с переменной скоростью, вращение с переменными скоростями может определять радиус круговой траектории проволоки, вызванной центробежными силами. Тем не менее, равномерное изменение скорости вращения в ходе вращения посредством изменения шаговых схем может изменять форму траектории проволоки. Если скорость изменяется четыре раза за один оборот, где 1 и 3 изменение увеличивают скорость и 2 и 4 изменение уменьшают скорость, при этом изменения 1-4 являются равномерно распределенными и совпадающими вдоль траектории вращения, то получающиеся в результате изменения центробежной силы будут приводить к эллиптической траектории, а не круглой траектории. В крайних случаях, эллиптическую траекторию можно удлинить в одной плоскости и сжать в перпендикулярной плоскости так, чтобы по существу превратить ее в линейное движение.
[0037] В качестве альтернативы, непрерывное изменение направления вращения на противоположное без осуществления полных вращений может сократить траекторию до одного возвратно-поступательного движения. Путем регулировки скорости пошаговой работы и количества шагов в каждом направлении можно управлять шириной траектории и добиться дугообразной формы.
[0038] Поскольку шаговые двигатели позволяют точно размещать двигатель во вращающейся траектории, точное управление позволяет множеству двигателей работать в непосредственной близости, при этом их траектории могут перекрывать друг друга. Ранее это было невозможно при использовании двигателей с переменной скоростью, где даже минутные изменения внутреннего сопротивления или других физических характеристик внешне идентичных двигателей приводили к изменениям скорости и помехам.
[0039] Точное управление скоростью вдоль точных местоположений вращательной траектории позволяет увеличить отложение металла на одной боковой стенке. Это является исключительным улучшением для сварных швов в горизонтальных щелях между вертикальными пластинами. Путем предоставления лишнего металла на верхней пластине возможен более равномерный сварной шов. Другое улучшение заключается в сварных пластинах разной толщины с увеличенным отложением металла на более толстой пластине.
[0040] Желаемый результат, получаемый с помощью данного процесса сварки, основан на обнаружении того факта, что сварочная операция может происходить быстрее, чем возможно при использовании сравнимого традиционного аппарата, очевидно благодаря сложному перемещению электрода, стабилизирующему дугу таким образом, чтобы его действие было непрерывным. Электрический ток, скорость подачи проволоки и скорость перемещения горелки могут быть увеличены после начала сварочной операции. Кроме этого, координация нескольких сварочных горелок, работающих вместе в механизированном аппарате, сокращает операции, предусматривающие несколько проходов, до одного прохода.
[0041] Несколько операций с использованием горелки могут извлечь выгоду из более точного управления каждой отдельной горелкой, благодаря устранению помех между горелками, и могут быть отрегулированы для оптимальной производительности с общей скоростью продвижения вдоль сварного шва, даже когда каждая горелка выполняет разное задание, т.е. основная горелка выполняет корневой сварной шов и одна или несколько вспомогательных горелок выполняют заполняющие проходы.
[0042] С помощью простых модификаций процессы, описанные в данном документе, могут быть приспособлены для использования в газовольфрамовой дуговой сварке. Расходуемый материал, обозначенный в данном описании термином «электродная проволока» (W), проходил бы снаружи электрода для встречи со сварным швом и подачей снаружи щупа, а не через центральный осевой канал. Специалисту в данной области была бы очевидна необходимость изменения полярности на обратную, а также некоторые другие незначительные модификации, выполненные с учетом различий процесса. Расходуемый материал подавался бы в дугу между вращающимся вольфрамовым щупом и швом, как является стандартом в процессе газовольфрамовой дуговой сварки.
[0043] В частности, как изображено на графических материалах, улучшенная горелка (Т или T') используется традиционным образом и с традиционным оборудованием. На фиг. 1 показана горелка (Т'), приспособленная для ручной сварки с гибким многоцелевым трубчатым проводящим каналом (K), проводящим электродную проволоку (W), защитный газ и источник питания в одном канале. На фиг. 2 показана горелка (F) с отдельными входами для защитного газа (GS), источника питания (PW) и электродной проволоки (W), подаваемой приводом (D) подачи проволоки из подающего барабана (R). Оба узла (Т и Т') содержат ручку (Н) со встроенными средствами (167) управления двигателем. Ручка (Н) предпочтительно окружена изолятором во избежание случайного короткого замыкания при эксплуатации. Электрический ток подается генератором (G), который не изображен. Электродная проволока (W) на подающем барабане (R) подается в горелку (Т и Т') приводом (D) подачи проволоки. Защитный газ любого подходящего типа будет течь от источника (не изображен) по подающей магистрали (GS или K) через горелку (Т и Т') к газовой защите (S), окружающей электродную проволоку (W) в месте ее выхода из горелки.
[0044] Различные средства управления связаны с данным сварочным аппаратом для регулировки электрического тока, скорости перемещения проволоки через горелку, потока защитного газа и скорости перемещения каретки (С не изображена) вдоль направляющей (N не изображен). Такие средства управления являются традиционными и не описаны более подробно при традиционном использовании в настоящем изобретении. Тем не менее, следует отметить, что некоторые улучшения, описанные в данном документе, включают нетрадиционное использование традиционных средств управления, включая управление средством управления, которое может представлять собой программируемый контроллер или вычислительное устройство, как будет описано далее.
[0045] На фиг. 3 показан вид сверху в разрезе корпуса горелки в увеличенном масштабе. Улучшенная горелка (Т или T', не обозначена) содержит цилиндрический трубчатый корпус (20), в котором расположено несколько компонентов, направляющих и поворачивающих электродную проволоку и образующих газовый канал. Головка горелки, показанная в верхней части схематического изображения, содержит центральный канал, через который проходит электродная проволока (W).
[0046] Цилиндрический шаговый двигатель 128 надежно установлен в корпусе 20 вместе с контроллером (МС), который может содержать одну или несколько цепей, сквозь которые проходит изоляционная оплетка (IS) для защиты контроллера (МС) от электрического напряжения/тока, проходящего по электродной проволоке (W). Проволока (W) проходит сквозь отверстие, расположенное по центру оси в шаговом двигателе (128), к головной части (34) ротора, которая может содержать уплотнительное кольцо для предотвращения утечки газа через головку горелки. Специалисту в данной области будет очевидно, что другие варианты доступны для предотвращения попадания газа от отверстия (170) для присоединения подачи газа к головке горелки, и что может быть желательно защитить шаговый двигатель (128) и/или контроллер (МС) двигателя в зависимости от типов защитного газа и их свойств.
[0047] Круговое движение на образующем дугу конце электродной проволоки (W), также называемое «вращением», создается щупом (40), содержащим осевой канал (41), через который проходит электродная проволока (W). Этот щуп (40) установлен в нижней части корпуса (20), под головной частью (34) ротора и его верхний конец, трубчатый наконечник (42) входит в эксцентриковую шаровую опору (35) головной части ротора. Шаровая шарнирная опора (45) установлена в трубчатом рукаве, плотно установленном в цилиндрическом высверленном отверстии в корпусе (20) под двигателем (128).
[0048] Короткая часть щупа (40) под опорой (45) увеличена таким образом, чтобы образовывать цилиндрическую головку (50) для предоставления разъемов для размещения электрических соединительных проволок, как описано ранее. Щуп (40) под головкой (50) имеет уменьшенный диаметр и образует удлиненный выступ (51). Нижний конец щупа, выступающий под корпусом (20), имеет резьбу для соединения с контактным наконечником (52) направляющего устройства для проволоки. Этот контактный наконечник представляет собой короткий цилиндрический элемент, выполненный из выбранного металла, такого как медь, и содержит канал, проходящий сквозь него, который лишь на несколько тысячных дюйма больше диаметра проволоки (W), так что электрический контакт может быть образован с электродной проволокой при ее перемещении через наконечник (52). Следует отметить, что в этой улучшенной горелке единственной регулировкой, необходимой для электродной проволоки другого размера, является замена этого наконечника (52). Образование дуги, как при сварочной операции, будет происходить на конце электродной проволоки (W), выступающем на короткое расстояние под этим наконечником.
[0049] Трубчатый корпус (20) оканчивается на небольшом расстоянии под цилиндрической головкой (50), где она закрыта круглым концом. Газозащитная трубка (56) проходит от конца таким образом, чтобы заключать в себя нижний выступ (51) щупа, выступающий под корпусом (20). Трубка (56) содержит защитный колпак (57), проходящий вниз таким образом, чтобы заключать в себя контактный наконечник (52) и часть электродной проволоки (W), выступающую из наконечника (52). Этот защитный колпак (57) может сдвигаться по трубке (56) для регулировки положения относительно длины выступающей электродной проволоки (W) и длины наконечника (52).
[0050] Следует отметить, что газозащитная трубка (56) изолирована от корпуса (20) и конца корпуса (20) и соединение трубки (56) с концом корпуса (20) выполнено с помощью изолирующего кольца (58) вокруг трубки (56) и расположено в центральном отверстии в конце корпуса (20). Это предотвращает короткое замыкание при случайном заземлении защитного колпака, например, при касании пластинчатого элемента (М).
[0051] На фиг. 4 показан схематический вид сверху аппарата для механизированной сварки непрерывной дугой, содержащего улучшенную горелку согласно приведенному в качестве примера варианту осуществления изобретения. Каретка (С) установлена на направляющей (N) и перемещается вдоль направляющей (N) посредством поршня (Р). Металлические пластины (М), предназначенные для сваривания вместе, размещаются вдоль направляющей (N) и под горелкой (Т).
[0052] Комбинация удлиненного щупа/наконечника/проволоки, обозначенная далее термином «щуп», вращается вокруг центральной линии горелки (CTR). Если щуп касается левой металлической пластины (ML), и контроллер определяет, что щуп находится в левостороннем положении (410), то каретка (С) перемещается вправо (420) для повторного центрирования горелки (Т). Если щуп касается правой металлической пластины (MR), и контроллер определяет, что щуп находится в правостороннем положении (410'), то каретка (С) перемещается влево (430) для повторного центрирования горелки (Т). См. фиг. 17.
[0053] На фиг. 5 показан схематический вид сверху аппарата для механизированной сварки непрерывной дугой, содержащего множество улучшенных горелок согласно приведенному в качестве примера варианту осуществления изобретения. Каретка (С) установлена на направляющей (N) и перемещается вдоль направляющей (N) посредством поршня (Р). Металлические пластины (М), предназначенные для сваривания вместе, размещаются вдоль направляющей (N) и под горелками (Т1 и Т2). Хотя направляющая (N) изображена в виде прямой секции, специалисту в данной области будет очевидно, что направляющая может иметь другие формы и направления и просто предоставляет стабильный путь транспортировки, по которому перемещается каретка (С).
[0054] Комбинации удлиненного щупа/наконечника/проволоки, обозначенные далее термином «щупы», вращаются вокруг центральной линии горелок. Если щуп (Т1) касается левой металлической пластины (М) и контроллер определяет, что щуп находится в левостороннем положении (520), то каретка (С) перемещается вправо для повторного центрирования горелок (Т1 и Т2). Если щуп (Т2) касается правой металлической пластины (М) и средство управления определяет, что щуп находится в правостороннем положении (510), то каретка (С) перемещается влево для повторного центрирования горелок (Т1 и Т2). Если щуп (Т1) касается правой металлической пластины (М) и контроллер определяет, что щуп находится в правостороннем положении (525), то горелка (Т1) наклоняется ближе к другой горелке (Т2) или радиус вращения уменьшается. Если щуп (Т2) касается левой металлической пластины (М) и контроллер определяет, что щуп находится в левостороннем положении (515), то горелка (Т2) наклоняется ближе к другой горелке (ТТ) или радиус вращения уменьшается. См. фиг. 17А.
[0055] Щупы горелок (Т1 и Т2) могут иметь регулируемую длину, как описано далее, для компенсации изменений траектории шва относительно направляющей (N). Кроме этого, регулировка может использоваться для обеспечения непрерывных траекторий при сварке толстого металла (М). Дополнительно, горелки (Т1 и Т2) могут регулироваться относительно каретки (С) вдоль их центральной оси, как обозначено указателями движения (А1 и А2). Такие регулировки (А1 и А2) могут выполняться вместо или в дополнение к регулировке длины щупов, как описано ниже.
[0056] На фиг. 5А показан еще один схематический вид сверху аппарата для механизированной сварки непрерывной дугой, содержащего множество улучшенных горелок и обладающего возможностью вращательного смещения согласно приведенному в качестве примера варианту осуществления изобретения. Каретка (С') с возможностью вращательного смещения содержит вращающуюся платформу (RP), на которой установлены горелки (Т1 и Т2). Поршень (Р) перемещает каретку (С') вдоль направляющих (не изображены) вдоль сварного шва. Вращение вращающейся платформы (RP) определяет вращательное смещение (RO) горелок. Две горелки (Т1 и Т2) могут быть расположены параллельно шву, перпендикулярно шву или между этими двумя положениями.
[0057] На фиг. 6А, 6В и 6С показаны схемы приведенных в качестве примера траекторий сварки и их характеристик для систем с несколькими горелками, как показано на фиг. 5. Система с несколькими горелками благодаря точному управлению, обеспечиваемому шаговыми двигателями, может применять множество горелок в непосредственной близости. На фиг. 6А изображена приведенная в качестве примера траектория двух горелок. Первая траектория (610) представляет собой вращение по часовой стрелке, в то время как вторая траектория (620) представляет собой вращение против часовой стрелки. В одном варианте осуществления два щупа могут быть расположены в одном корпусе горелки, и могут быть расположены внутри одной газовой защиты.
[0058] В другом варианте осуществления, изображенном на фиг. 6В, первая траектория (630) направлена против часовой стрелки, в то время как вторая траектория (620) остается направленной против часовой стрелки. Две траектории перекрывают друг друга на величину (Z), регулируемую путем регулировки угла горелок, или величина перекрытия может быть отрегулирована путем установки радиуса траекторий (610-630).
[0059] На фиг. 6С показано другое расположение траекторий горелок для регулировки расстояния между двумя центрами (X) или для увеличения или уменьшения радиуса (Y). На практике, расстояние между двумя центрами (X) и удвоенная величина радиуса (Y) должны быть меньше ширины щели или ориентацию необходимо наклонить относительно щели во избежание заземления электродных проволок (W, не изображены) о металл (М, не изображен).
[0060] Траектории (610 и 620) горелок задают линейный угол, который должен быть повернут до определенного вращательного смещения (RO), как описано выше, для определения их выравнивания относительно сварного шва. Хотя на фигуре указано ограниченное вращение по часовой стрелке, специалисту в данной области будет очевидно, что вращение может осуществляться в нескольких направлениях и, потенциально, в разных плоскостях для размещения горелок в специфических положениях для специфических ситуаций сварки.
[0061] На фиг. 7 и 8 показаны виды сверху определенных рабочих компонентов внутри горелки и показано слегка преувеличенным образом перемещение щупа, несущего электродную проволоку, и воздействие на него регулировок и альтернатив согласно приведенным в качестве примера вариантам осуществления изобретения. Длина удлиненного конца щупа (40) и наконечника (52' и 52'') влияет на радиус траектории (V' и Y''). Длинный наконечник (52') приводит к большему радиусу (Y') для заданного углового смещения от центральной линии. Короткий наконечник (52'') приводит к меньшему радиусу (Y'') для того же заданного углового смещения от центральной линии.
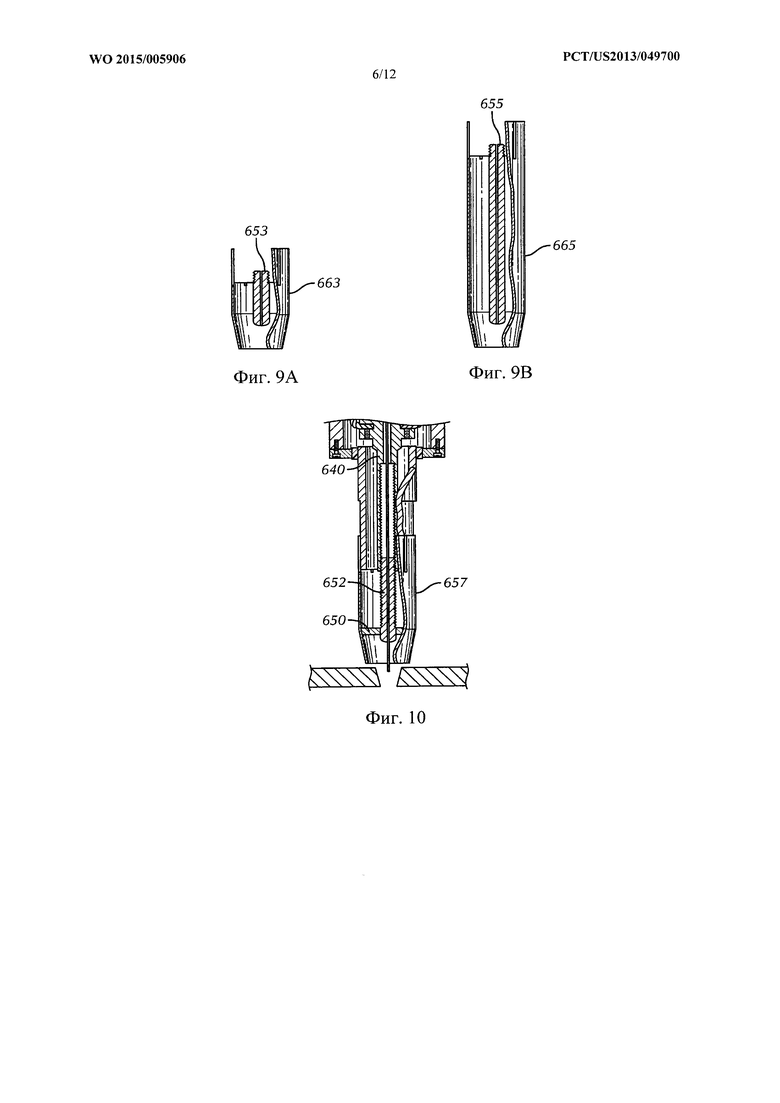
[0062] На фиг. 9А, 9В и 10 показаны виды сверху в разрезе определенных рабочих компонентов внутри горелки согласно приведенному в качестве примера варианту осуществления изобретения. Один способ получения более короткого наконечника изображен на фиг. 9А и заключается в использовании физически более короткого наконечника (653) и соответственно укороченной газовой защиты (663). Один способ получения более длинного наконечника изображен на фиг. 9В и заключается в использовании физически более длинного наконечника (655) и соответственно удлиненной газовой защиты (665).
[0063] Альтернативный способ осуществления регулировки длины щупа заключается в выполнении высверленного отверстия и резьбы внутри удлиненного конца щупа (640) и выполнении резьбы на внешней кромке наконечника (652). В этом случае наконечник можно ввинчивать в удлиненный конец щупа и вывинчивать из него для регулировки длины щупа. Если щуп выполнен с возможностью вращения удлиненного конца щупа и одновременного предотвращения вращения наконечника, регулировку можно осуществлять в режиме реального времени в ходе сварочных операций для того, чтобы учитывать особенности сварки неплоских материалов и одновременно поддерживать корпус горелки на фиксированной высоте.
[0064] Изолирующее фиксирующее кольцо (650) может быть использовано для удержания конца наконечника (652) и газовой защиты (657) в подобных положениях относительно друг друга. Благодаря использованию фиксирующего кольца (650), газовая защита (657) перемещается вверх и вниз вместе с наконечником (652). Дополнительно, в одном варианте осуществления газовая защита (657) посредством удерживающего кольца (650) может использоваться как средство предотвращения вращения наконечника (652), когда удлиненный щуп (640) вращается для осуществления регулировки.
[0065] На фиг. 11 показана приведенная в качестве примера конфигурация компонентов внутри горелки, свободно вращающихся и отклоняющихся в любом направлении, под управлением шагового двигателя. Регулируемое эксцентриковое соединение (703) содержит точку (705) регулировки, позволяющую регулировать эксцентриковые свойства взаимосвязи соединения и вала двигателя (не изображен). Регулировка эксцентриковой взаимосвязи между валом двигателя и внешним кольцом опоры непосредственно связана с перемещением, осуществляемым наконечником щупа и изображенным на графическом материале как диаметр колебания (Y).
[0066] На фиг. 12 и 12' показан характер сварок, возможных благодаря улучшенной горелке. Металлические пластины (М) соединены сварочной ванной (805), содержащей переднюю кромку (806), имеющую серповидную форму. Траектории (810 и 810') показывают, что наступающий конец дает в результате переднюю кромку ванны (815), в то время как отступающий конец дает в результате заднюю кромку (820). Это можно устранить путем периодического изменения направления вращения на противоположное для равномерного наращивания обеих кромок (815 и 820) ванны. В качестве альтернативы, процесс может использоваться для регулировки величины, на которую продвигается передняя кромка (815) перед задним концом (820), что может компенсировать различия соединяемых металлов (М).
[0067] На фиг. 13 показано использование направляющей шайбы (710), ограничивающей перемещение щупа (40) внутри цилиндра горелки путем предоставления отверстия (715) особой формы, изображенного в данном документе как эллиптическое отверстие и расположенного между щупом и газозащитной трубкой (56), что ограничивает вращение щупа одной плоскостью движения, что приводит к возвратно-поступательной траектории перемещения (840, фиг. 14). В предпочтительном варианте осуществления контроллер регулирует скорость шага, направление, крутящий момент двигателя и длину щупа для того, чтобы осуществлять одно и то же управление вращением наконечника без необходимости в разборке и смене направляющих шайб (7-15). Этот предпочтительный вариант осуществления также позволяет изменять технологию в режиме реального времени на протяжении одного сварного шва.
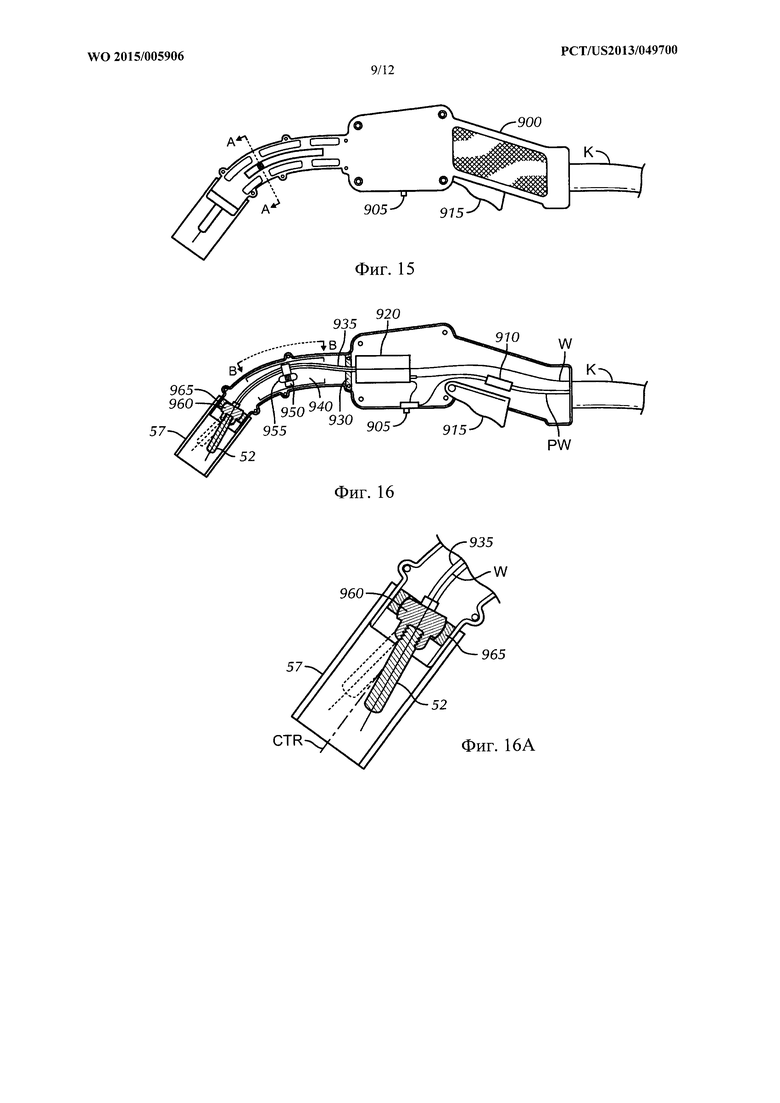
[0068] На фиг. 15 показан вид сверху альтернативного варианта осуществления горелки согласно приведенному в качестве примера варианту осуществления изобретения. Этот вариант осуществления использует менее затратную и менее надежную упрощенную конструкцию для горелки с вращающимся электродом, являющейся идеальной для потребительского рынка. Задний конец корпуса (900) горелки имеет стандартный гибкий многоцелевой трубчатый проводящий канал (K), присутствующий на большинстве устройств. Переключатель (915) и другие средства (905) управления регулируют скорость и направление вращения электрода.
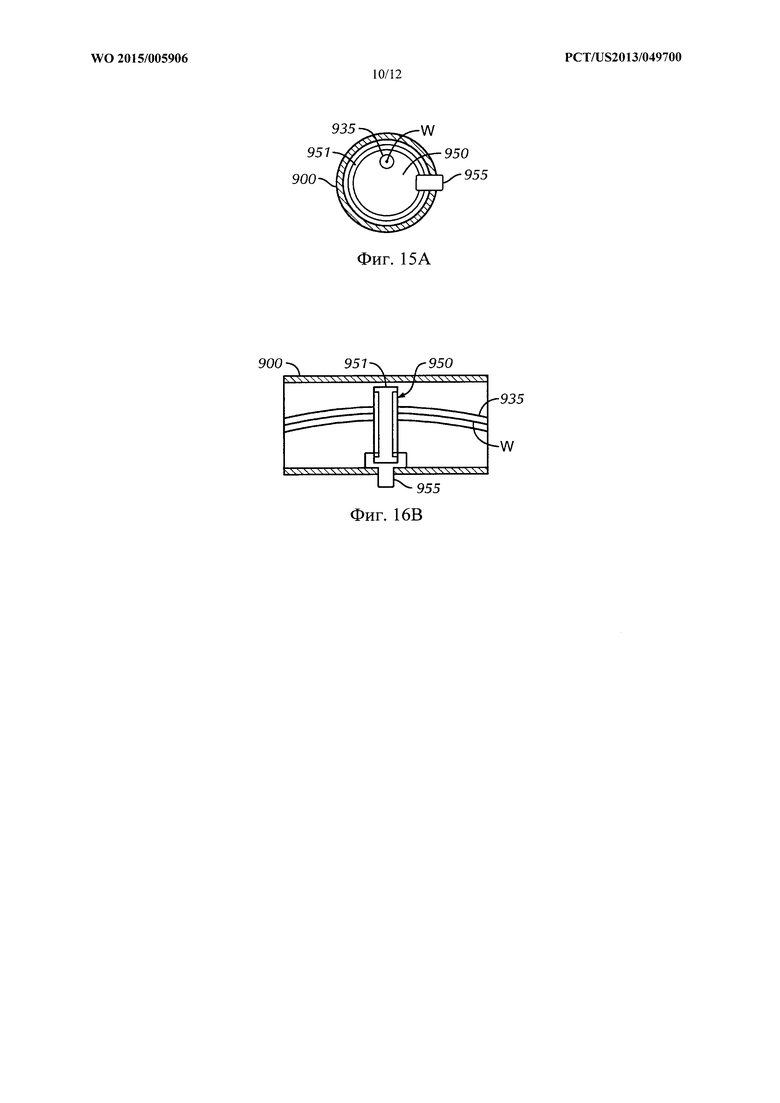
[0069] На фиг. 15А показан вид в поперечном сечении, выполненном вдоль линии А-А, изображенной на фиг. 15. Корпус (900) содержит эксцентрическую шайбу (950), вращающуюся внутри нее. Ползунок (955) присоединяется посредством защелкивания к скосу (951) и отверстие для гибкого кабеля (935) вращается вокруг центра по мере вращения кабеля вместе с проволокой (W).
[0070] На фиг. 16 показан вид сверху в поперечном сечении альтернативного варианта осуществления горелки, изображенного на фиг 15. Проволока (W) входит в корпус (900) через задний конец по гибкому многоцелевому трубчатому проводящему каналу (K) вместе с электропитанием (PW) и необязательным защитным газом (GS, не обозначен). Средство (910) управления скоростью, регулируемое переключателем (915), управляет скоростью подачи проволоки и скоростью вращения проволоки, которые могут быть пропорционально связаны соотношением, предустановленным изготовителем или регулируемым пользователем. Альтернативный вариант осуществления может иметь отдельные средства управления для двух настроек и тем не менее, альтернативные варианты осуществления могут ограничивать ручные средства управления одной или другой настройкой, при этом остальные средства управления расположены где-либо еще на сопроводительном оборудовании.
[0071] Средства управления (905) могут использоваться для определения направления вращения, скорости вращения или даже для остановки вращения. Двигатель (920) соединен с гибким кабелем (935), через который проходит проволока (W) таким образом, чтобы достигать и проходить через шарнирную опору (960) и ее соответствующий удерживающий рукав (965), расположенный возле заднего конца корпуса. Шарнирная опора также имеет удлиненный конец для присоединения наконечника (52). Эксцентрическая шайба (950) заставляет гибкий кабель (935) отклоняться от центрального положения и таким образом придает вращение шарнирной опоре (960/965) по мере того, как двигатель (920) вращает проволоку (W). Это приводит к тому, что наконечник (52) описывает коническую траекторию внутри газовой защиты (57). Скольжение эксцентрической шайбы (950) вдоль регулирующей траектории (940) посредством ползунка (955), выступающего из боковой стороны корпуса (900), относительно увеличивает или уменьшает преувеличение конической траектории.
[0072] На фиг. 16А показан увеличенный вид заднего конца корпуса горелки, изображенной на фиг. 16. На фиг. 16А показано, как перемещение гибкого кабеля (935) с одной стороны шарнирной опоры (960) вызывает движение внутри удерживающего кольца (965), перемещающего наконечник (52) вокруг центра (CTR) газовой защиты (57).
[0073] На фиг. 16В показан вид в поперечном сечении, выполненном вдоль линии В-В, изображенной на фиг. 16. Корпус (900) содержит эксцентрическую шайбу (950), вращающуюся внутри нее. Ползунок (955) захватывает скос (951) для того, чтобы позволить перемещение вдоль регулирующей траектории (940). Отверстие для гибкого кабеля (935) отклоняет кабель и заключенную в него проволоку (W) от центра корпуса (900).
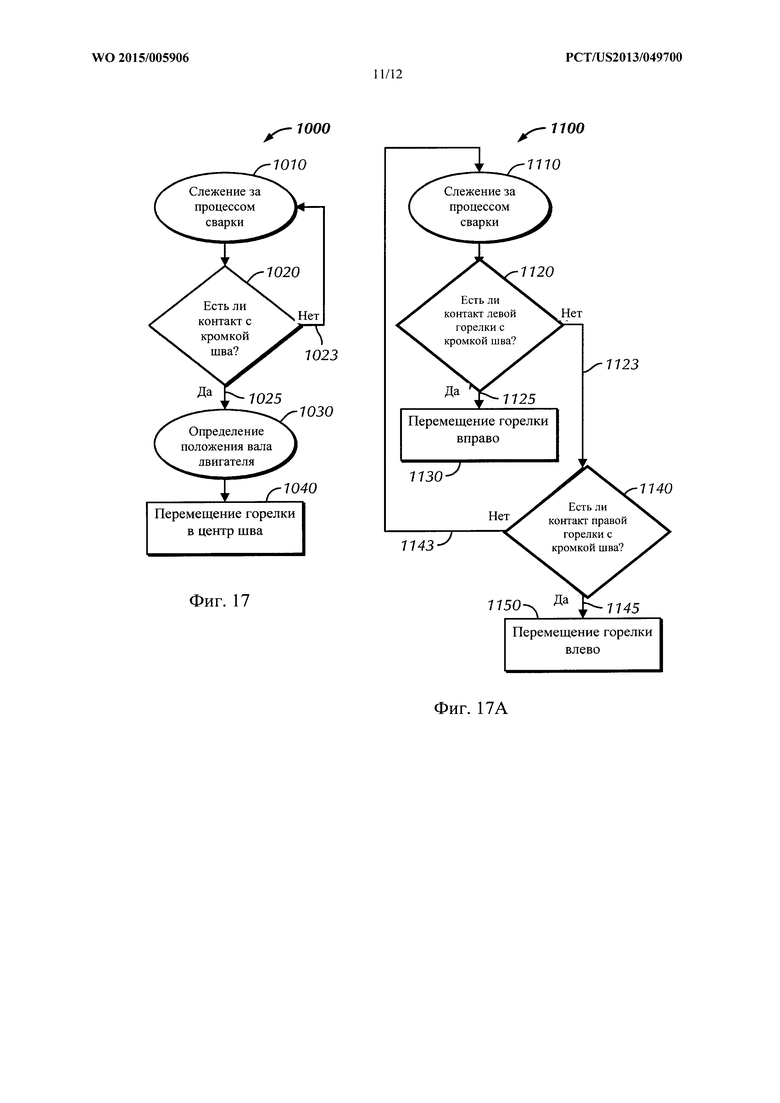
[0074] На фиг. 17 показана схема способа применения аппарата для механизированной сварки непрерывной дугой, содержащего улучшенную горелку, как изображено на фиг. 4. Схема (1000) изображает процесс эксплуатации механизированного сварочного аппарата, описанного ранее. Процесс сварки непрерывно отслеживается (1010). Слежение за процессом сварки может включать комбинацию одного или нескольких из следующих действий: слежение за ответным сопротивлением двигателя перемещению; слежение за звуком сварки на предмет изменений в виде "перебоев" или "жужжания" для определения отклонений в звуковых моделях. Дополнительно, уменьшение длины дуги или потребление тока сварочным наконечником могут указывать на изменения выполнения сварки. Если контакт с кромкой (1020) шва не обнаружен (1023), слежение продолжается. Если контакт с кромкой (1020) шва обнаружен (1025), определение положения вала (1030) двигателя определяет, как необходимо переместить (1040) каретку для центрирования горелки в шве.
[0075] На фиг. 17А показана схема способа применения аппарата для механизированной сварки непрерывной дугой, содержащего множество улучшенных горелок, как изображено на фиг. 5. Схема (1100) изображает процесс эксплуатации механизированного сварочного аппарата, описанного ранее. Процесс сварки непрерывно отслеживается (1110), как описано ранее. Если контакт левой горелки с кромкой (1120) шва не обнаружен (1123), система определяет, есть ли контакт правой горелки (1140) с кромкой шва, и если контакт не обнаружен (1143), слежение продолжается.
[0076] Если контакт с кромкой (1120) шва обнаружен на левой горелке (1125), поскольку мы знаем, что левая горелка всегда находится с левой стороны сварного шва, мы знаем, что каретку нужно переместить вправо (1130) для центрирования горелки в шве. Если контакт с кромкой (1140) шва обнаружен на правой горелке (1145), поскольку мы знаем, что правая горелка всегда находится с правой стороны сварного шва, мы знаем, что каретку нужно переместить влево (1150) для центрирования горелки в шве.
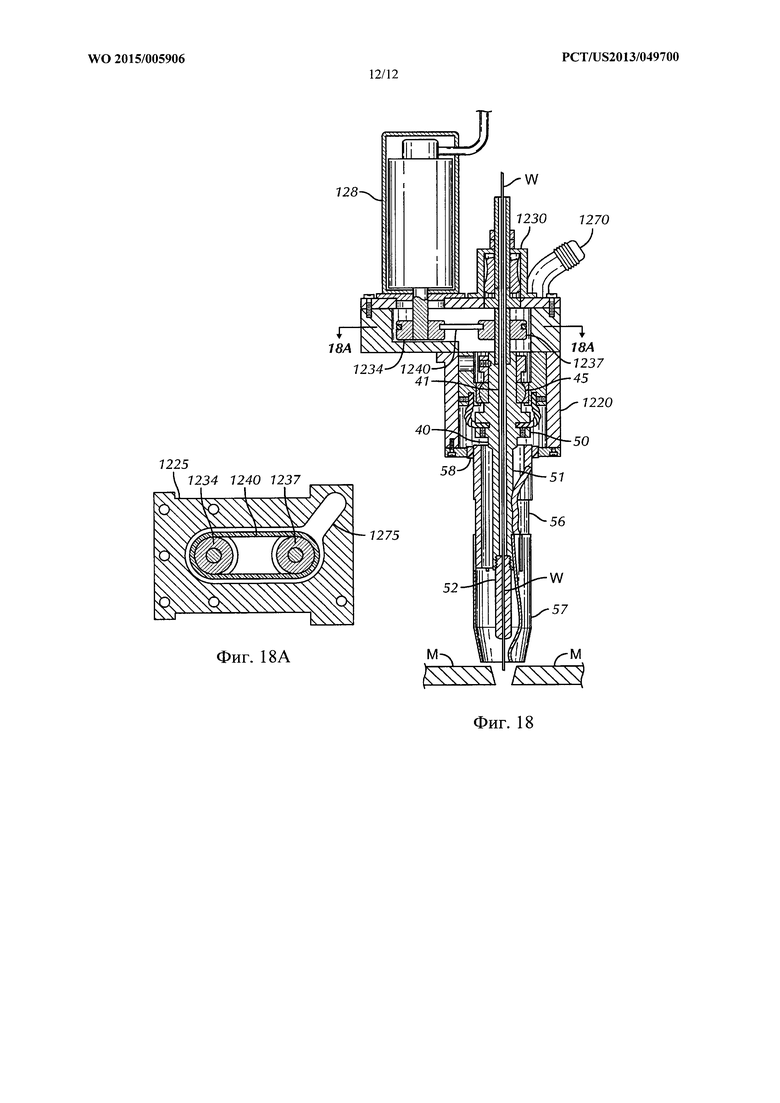
[0077] На фиг. 18 показан схематический вид сверху горелки для сварки непрерывной дугой согласно приведенному в качестве примера варианту осуществления изобретения. На фиг. 18A показан вид в поперечном сечении, выполненном вдоль линии 18A-18A, изображенной на фиг. 18. Этот вариант осуществления горелки выполнен с возможностью применения на механизированных каретках или роботизированных руках для автоматизированных сварочных операций. Основные отличия между этим вариантом осуществления и предыдущими вариантами осуществления, описанными здесь, заключаются в применении смещенного двигателя с электрической изоляцией для предотвращения помех, вызванных сварочными напряжениями и образованием дуги, и воздействующих на электронные компоненты шаговых двигателей и любых присоединенных контроллеров и/или компьютеров.
[0078] Электродная проволока (W) проходит в верхнюю направляющую (1230) для проволоки, направляющую проволоку (W) через осевой канал (41) к наконечнику (52) щупа (40). Шарнирная опора (45) обеспечивает свободное перемещение щупа (40), как описано в предыдущем варианте осуществления. Перемещение щупа (40) переходит в движение удлиненного выступа (51) и наконечника (52), образуя коническое перемещение проволоки (W) внутри защитного колпака (57), выступающего из газозащитной трубки (56)и изолированного от корпуса изолирующим кольцом (58) в нижней части корпуса (1220).
[0079] Нижняя часть корпуса (1220) соединяется с верхней частью корпуса (1225), на которую устанавливается шаговый двигатель (128) в необязательном кожухе. Отверстие (1270) для присоединения подачи газа ведет в газовую камеру (1275) в верхней части корпуса (1225), открывающейся в нижнюю часть корпуса (1220) для того, чтобы позволить защитному газу достигать газозащитной трубки (56), где он течет к металлу (М) и окружает сварку. Шаговый двигатель (128) содержит головной шкив (1234) ротора, соединенный со шкивом (1237) щупа, при этом один или оба указанных шкива могут иметь эксцентрическую форму. Соединение выполнено посредством электроизолирующего ремня (1240).
[0080] Мое изобретение было описано с существенными подробностями. Тем не менее, очевидно, что другие специалисты могут создать и предусмотреть альтернативные и эквивалентные конструкции и операции, находящиеся в пределах идеи и объема моего изобретения. Следовательно, я хочу, чтобы защита моего изобретения была ограничена не изображенными конструкциями и операциями, но лишь соответствующим объемом прилагаемой формулы изобретения.
[0081] Блок-схемы согласно приведенным в качестве примера вариантам осуществления настоящего изобретения предоставлены в качестве примеров не должны расцениваться как ограничивающие другие варианты осуществления в пределах объема изобретения. Например, блоки не должны расцениваться как этапы, которые должны выполняться в определенном порядке. Дополнительные блоки/этапы могут быть добавлены, некоторые блоки/этапы могут быть удалены или порядок блоков/этапов может быть изменен, но по-прежнему находиться в пределах объема изобретения. Кроме этого, могут быть добавлены блоки, изображенные на разных фигурах, или они могут быть заменены блоками, изображенными на других фигурах. Помимо этого, конкретные числовые величины (такие как определенные количества, номера, категории и т.д.) или другая конкретная информация должны расцениваться как наглядная для обсуждения приведенных в качестве примера вариантов осуществления. Такая конкретная информация не предназначена для ограничения изобретения.
[0082] Схематические изображения согласно приведенным в качестве примера вариантам осуществления настоящего изобретения предоставлены в качестве примеров не должны расцениваться как ограничивающие другие варианты осуществления в пределах объема изобретения. Например, значения высоты, ширины и толщины могут быть изображены не в масштабе и не должны расцениваться как ограничивающие изобретение конкретными изображенными пропорциями. Дополнительно, некоторые элементы, изображенные в единственном числе, фактически могут быть реализованы во множественном числе. Кроме этого, некоторый элемент, изображенный во множественном числе, может фактически отличаться по количеству. Кроме этого, некоторые элементы, изображенные в одной форме, могут фактически отличаться в деталях. Помимо этого, конкретные числовые величины (такие как определенные количества, номера, категории и т.д.) или другая конкретная информация должны расцениваться как наглядная для обсуждения приведенных в качестве примера вариантов осуществления. Такая конкретная информация не предназначена для ограничения изобретения.
[0083] Подразумевается, что вышеприведенное описание наглядно демонстрирует принципы и различные варианты осуществления настоящего изобретения. После полного ознакомления с данным описанием специалистам в данной области будут очевидны многочисленные варианты и модификации. Предполагается, что следующая формула изобретения включает в себя все подобные варианты и модификации.
| название | год | авторы | номер документа |
|---|---|---|---|
| СВАРОЧНОЕ УСТРОЙСТВО, ПОДВОДНЫЙ ТРУБОПРОВОД И СПОСОБ ЕГО ПРОКЛАДКИ | 1999 |
|
RU2236334C2 |
| Способ гибридной лазерной сварки с ультразвуковым воздействием и устройство для его осуществления | 2018 |
|
RU2704874C1 |
| Система лазерно-дуговой гибридной сварки и способ сварки | 2024 |
|
RU2831174C1 |
| СВАРОЧНЫЙ АВТОМАТ | 2010 |
|
RU2430821C1 |
| СПОСОБ ДУГОВОЙ СВАРКИ ТОЛСТОЛИСТОВОГО МЕТАЛЛА МЕТОДОМ "ПОПЕРЕЧНАЯ ГОРКА", СВАРОЧНЫЙ АВТОМАТ И ВИДЕОСЕНСОРНЫЙ БЛОК ДЛЯ РЕАЛИЗАЦИИ СПОСОБА | 2006 |
|
RU2372176C2 |
| Мундштук к горелкам для дуговой сварки | 1976 |
|
SU692706A1 |
| СИСТЕМЫ И СПОСОБЫ, ИСПОЛЬЗУЕМЫЕ ПРИ СВАРКЕ СЕГМЕНТОВ ТРУБЫ В ТРУБОПРОВОДЕ | 2015 |
|
RU2708721C2 |
| ВНУТРЕННЯЯ СВАРОЧНАЯ МАШИНА С ЛАЗЕРНОЙ ИЗМЕРИТЕЛЬНОЙ СИСТЕМОЙ ДЛЯ ТРУБОПРОВОДОВ | 2014 |
|
RU2692540C2 |
| СВАРОЧНЫЙ АППАРАТ | 2017 |
|
RU2709918C1 |
| СИСТЕМЫ И СПОСОБЫ, ИСПОЛЬЗУЕМЫЕ ПРИ СВАРКЕ СЕГМЕНТОВ ТРУБЫ В ТРУБОПРОВОДЕ | 2019 |
|
RU2775615C2 |
Изобретение относится к горелке для сварки непрерывной дугой (варианты) и системе с горелками для сварки непрерывной дугой. В конструкции горелки предусмотрено вращательное движение наконечника расходуемого электрода для обеспечения выброса расплавленного металла под действием центробежной силы на боковую стенку щели между свариваемыми металлическими заготовками. Горелка выполнена с возможностью управления скоростью, направлением и/или местоположением электрической дуги относительно щели. В системе горелки выполнены с возможностью работы в паре и с возможностью совместной работы в непосредственной близости и/или в одной сварочной ванне для выполнения более крупных и/или сложных сварных швов в быстрой повторяемой последовательности. 3 н. и 14 з.п. ф-лы, 18 ил.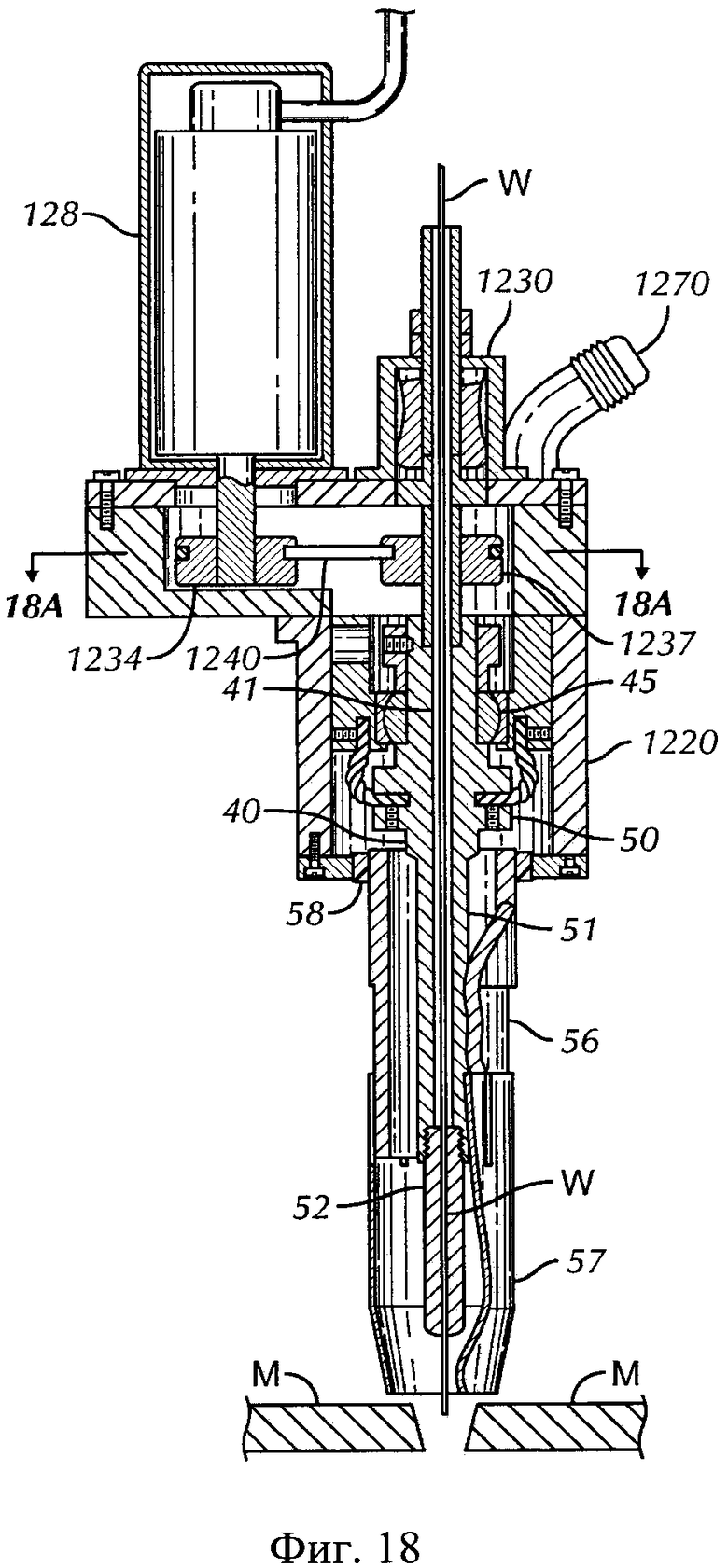
1. Горелка для сварки непрерывной дугой, содержащая корпус для перемещения электродной проволоки в передний конец корпуса из его заднего конца, средство для создания электрической дуги, расходующей проволоку по мере перемещения проволоки от заднего конца корпуса, удлиненный щуп, размещенный внутри корпуса, передний конец которого расположен внутри корпуса, а задний конец - у заднего конца корпуса, осевой канал, проходящий от переднего конца к заднему концу корпуса, через который перемещается электродная проволока, наконечник, размещенный у заднего конца корпуса с образующим дугу концом проволоки, выходящим из него, и средство вращения для перемещения щупа и для образования дуги с конца проволоки по круговой траектории, содержащее двигатель, размещенный внутри корпуса рядом с передним концом корпуса, и трубчатый вал, по существу расположенный на одной линии со щупом, через который проходит электродная проволока в канал щупа, и ротор, головная часть которого содержит эксцентриковое крепежное устройство и установлена на валу двигателя, при этом передний конец щупа удерживается в эксцентриковом крепежном устройстве для перемещения по круговой траектории по мере того, как вал двигателя вращает головную часть ротора, причем диаметры каналов, проходящих через вал двигателя и щуп, относительно эксцентриситета крепежного устройства, выполнены с возможностью обеспечения перемещения электродной проволоки от вала двигателя и в щуп, отличающаяся тем, что двигатель выполнен в виде шагового двигателя с возможностью обеспечения точной установки вала и регулирования скорости вращения и/или направления вращения, при этом горелка снабжена контроллером, выполненным с возможностью управления вращением вала двигателя по часовой стрелке или против часовой стрелки поэтапным образом с изменением скорости, обеспечивающей равномерное наращивание наплавленного металла на обеих кромках стыка и однородного сварного шва.
2. Горелка по п. 1, отличающаяся тем, что контроллер дополнительно выполнен с возможностью предоставления выходного сигнала, сообщающего относительное положение вала двигателя по отношению к известному положению вала.
3. Горелка по п. 1, отличающаяся тем, что контроллер дополнительно выполнен с возможностью предоставления выходного сигнала, сообщающего ответное сопротивление движению двигателя.
4. Горелка по п. 1, отличающаяся тем, что она дополнительно содержит ручку, прикрепленную к корпусу, при этом ручка содержит средства управления, причем средства управления выполнены с возможностью обеспечения ввода данных в контроллер.
5. Горелка по п. 4, отличающаяся тем, что средства управления обеспечивают по меньшей мере одно из следующего:
направление вращения средства вращения, приспособленного для перемещения щупа и образующего дугу конца проволоки по круговой траектории;
скорость вращения средства вращения, приспособленного для перемещения щупа и образующего дугу конца проволоки по круговой траектории;
максимальное ответное сопротивление движению двигателя и/или скорость подачи проволоки.
6. Горелка по п. 1, отличающаяся тем, что наконечник дополнительно имеет изменяющуюся длину, и задний конец удлиненного щупа имеет нарезную внутреннюю поверхность осевого канала, при этом наконечник имеет нарезную внешнюю поверхность, занимающую по меньшей мере двадцать процентов длины наконечника, причем нарезная внешняя поверхность наконечника, сопряженная с нарезной внутренней поверхностью осевого канала, выполнена с возможностью регулируемым образом вводить наконечник в задний конец щупа и регулировать объединенную длину удлиненного щупа и наконечника.
7. Горелка по п. 6, отличающаяся тем, что задний конец удлиненного щупа приспособлен для вращения под управлением контроллера, при этом щуп выполнен с возможностью предотвращения вращения конца наконечника таким образом, что при вращении заднего конца щупа обеспечивается регулировка суммарной длины удлиненного щупа и наконечника.
8. Горелка по п. 7, отличающаяся тем, что суммарная длина удлиненного щупа и наконечника выполнена регулируемой соответственно входными данными в контроллер в ходе сварочных операций.
9. Горелка по п. 1, отличающаяся тем, что контроллер выполнен с возможностью управления скоростью вращения и/или направлением вращения двигателя.
10. Горелка по п. 1, отличающаяся тем, что перемещение щупа в поперечном направлении ограничено одной плоскостью.
11. Горелка по п. 1, отличающаяся тем, что она дополнительно содержит каретку, поддерживающую корпус горелки и выполненную с возможностью перемещения в плоскости, перпендикулярной плоскости сварного шва.
12. Горелка по п. 11, отличающаяся тем, что контроллер выполнен с возможностью определения сопротивления в наконечнике горелки, определения положения двигателя и размещения каретки для уменьшения сопротивления в наконечнике горелки.
13. Горелка по п. 12, отличающаяся тем, что контроллер дополнительно выполнен с возможностью определения повторного размещения каретки и регулировки расстояния перемещения наконечника горелки для уменьшения перемещения каретки.
14. Система для сварки непрерывной дугой, содержащая:
первую и вторую горелки по одному из пп. 1-13,
каретку, поддерживающую корпуса горелок и выполненную с возможностью перемещения в плоскости,
причем первая горелка опирается на каретку, и
вторая горелка опирается на каретку, и
главный контроллер, выполненный с возможностью управления положением каретки относительно сварного шва, управления положением горелок относительно друг друга и связи с контроллерами каждой из двух горелок,
при этом электроды горелок выполнены с возможностью вращения посредством шагового двигателя, который управляет направлением и скоростью траектории кончика электрода по замкнутой траектории вращения.
15. Система по п. 14, отличающаяся тем, что первая горелка и вторая горелка предназначены для работы в одной сварочной ванне.
16. Горелка для сварки непрерывной дугой, содержащая:
корпус, через который перемещается электродная проволока от переднего конца корпуса и к его заднему концу,
средство для создания электрической дуги, расходующей проволоку, по мере перемещения проволоки от заднего конца корпуса,
защитную оболочку гибкого кабеля внутри корпуса, содержащую передний конец внутри корпуса и задний конец у заднего конца корпуса,
осевой канал, проходящий от переднего конца к заднему концу, через который перемещается электродная проволока,
двигатель, выполненный с возможностью вращения переднего конца гибкого кабеля, наконечник у заднего конца корпуса с образующим дугу концом проволоки, выходящим из него,
шарнирную опору между наконечником и гибким кабелем,
при этом наконечник съемно присоединен к шарнирной опоре, а дальняя сторона шарнирной опоры прикреплена к гибкому кабелю, причем электродная проволока проходит сквозь нее,
вращающуюся распорку, выполненную с возможностью отклонения гибкого кабеля от центра корпуса с выполнением, таким образом, круговой траектории проволочного электрода, проходящего сквозь заднюю часть наконечника, причем вращающаяся распорка выполнена с возможностью перемещения посредством скольжения внутри корпуса горелки, вдоль гибкого кабеля с регулировкой, таким образом, круговой траектории проволочного электрода.
17. Горелка по п. 16, отличающаяся тем, что она дополнительно содержит контроллер, выполненный с возможностью регулировки по меньшей мере одного из следующего:
направления вращения гибкого кабеля;
скорости вращения гибкого кабеля и/или
силы вращения гибкого кабеля.
| US 4401878 A, 30.08.1983 | |||
| US 5448035 A, 05.09.1995 | |||
| US 4439665 A, 27.03.1984 | |||
| Токоподводящий мундштук к устройствам для дуговой сварки | 1986 |
|
SU1428542A1 |
| Горелка для сварки плавящимся электродом | 1980 |
|
SU884905A1 |
| Устройство для сварки с колебаниями электрода | 1978 |
|
SU1269943A1 |

