Изобретение относится к области химической или электрохимической обработки поверхности изделий и может быть использовано в гальваническом производстве в любой отрасли.
Целью данного изобретения является сокращение расхода промывной воды и выноса химикатов из технологических ванн.
Указанная цель достигается тем, что промывку изделий сначала проводят паром над технологической ванной, а затем погружением в воду в промывной ванне. Продолжительность промывки паром над технологической ванной при этом определяется по формуле:
-К-/
В -Q(J
мин.
где К - коэффициент, учитывающий свойства электролитов и особенности конструкции технологической ванны и устройства для промывки паром (К 1,5-5);
q - удельный вынос электролита с деталями, л/м2;,
S - обрабатываемая поверхность деталей, м2;
t - температура электролита в технологической ванне, °С;
Т - температура пара, °С;
В - площадь поверхности технологической ванны, м ;
Q - количество воды, испаряемой из технологической ванны при рабочей температуре, л/ч-м2;
п - количество промывок, .
оо
«А
О 00
о
N5
Авторам неизвестны технические решения аналогичного назначения, содержащие признаки, отличающие заявляемый способ от прототипа, поэтому предлагаемый способ промывки изделий после поверхностной обработки обладает новизной.
После процесса поверхностной обработки в технологической ванне изделия под- нимают над ней, основная масса электролита при этом самотеком удаляется обратно в ванну, а ни поверхности изделия остается некоторое количество электролита в виде капель или тонкой пленки. При подаче пара на изделие из-за разности температур происходит конденсация пара на поверхности изделия, капли или пленка электролита увеличивается в объеме и весе и начинают стекать с изделия в технологическую ванну, причем процесс стекания приобретает при этом лавинный характер.
Продолжительность промывки паром зависит от многих факторов, среди которых основными являются температура электролита, промываемая площадь поверхности изделия, конструкция технологической ванны и частота производимых операций промывки паром. При продолжительности промывки паром меньшей, чем она определена по приведенной выше формуле снижается качество промывки, увеличивается количество выносимого из технологической ванны электролита в промывочную ванну, что приводит к увеличению расхода промывной воды в промывочной ванне. При продолжительности промывке паром, превышающую расчетную, происходит разбавление электролита в технологической ванне с возможностью выхода его из строя, а также возможно переполнение технологической ванны выше допустимого уровня.
Основанием для указанного выше ограничения продолжительности промывки паром над технологической ванной в пределах расчетной формулы послужила серия экспериментов по использованию предлагаемого способа для различных технологических процессов.
Авторам неизвестны технические решения с указанными в формуле изобретения признаками и параметрами, направленными на достижение той же цели, что в заявляемом в качестве изобретения способе, т.е. сокращение расхода промывной воды и выноса химикатов их технологической ванны.
Таким образом, предлагаемый способ промывки изделий после поверхностной обработки обладает критерием существенные отличия.
При проведении экспериментов использовалась технологическая ванна с габаритами 250x250x450 мм. Промывку над технологической ванной осуществляли паром под давлением 2 ат с температурой 120°С в течение времени, рассчитанному Б соответствие с формулой определения продолжительности промывки паром. С учетом используемой конструкции технологической ванны, характера и расположения сопел для подачи пара был определен
коэффициент К, который равнялся 2,5. Затем изделия переносили в промывочную ванну с дистиллированной водой, в которой промывали изделия в течение 1,5 мин. Параллельно с этим производили промывку изделий по способу-прототипу, т.е. сначала изделия промывали погружением их в промывочную ванну в течение 1,5 мин, а затем разбрызгиванием на них с помощью форсунок над пустой ванной дистиллированной воды в течение 0,5 мин.
Пример 1. Изделия покрывали на подвесках в электролите матового никелирования.. . П р и м е р 2. Изделия покрывали в
барабане в электролите матового никелирования.
Пример 3. Изделия покрывали на подвесках в электролите блестящего никелирования.
П р и .м е р 4. Изделия покрывали в барабане в электролите блестящего никелирования.
П р и м е р 5. Изделия обрабатывали на подвесках в растворе фосфатарования.
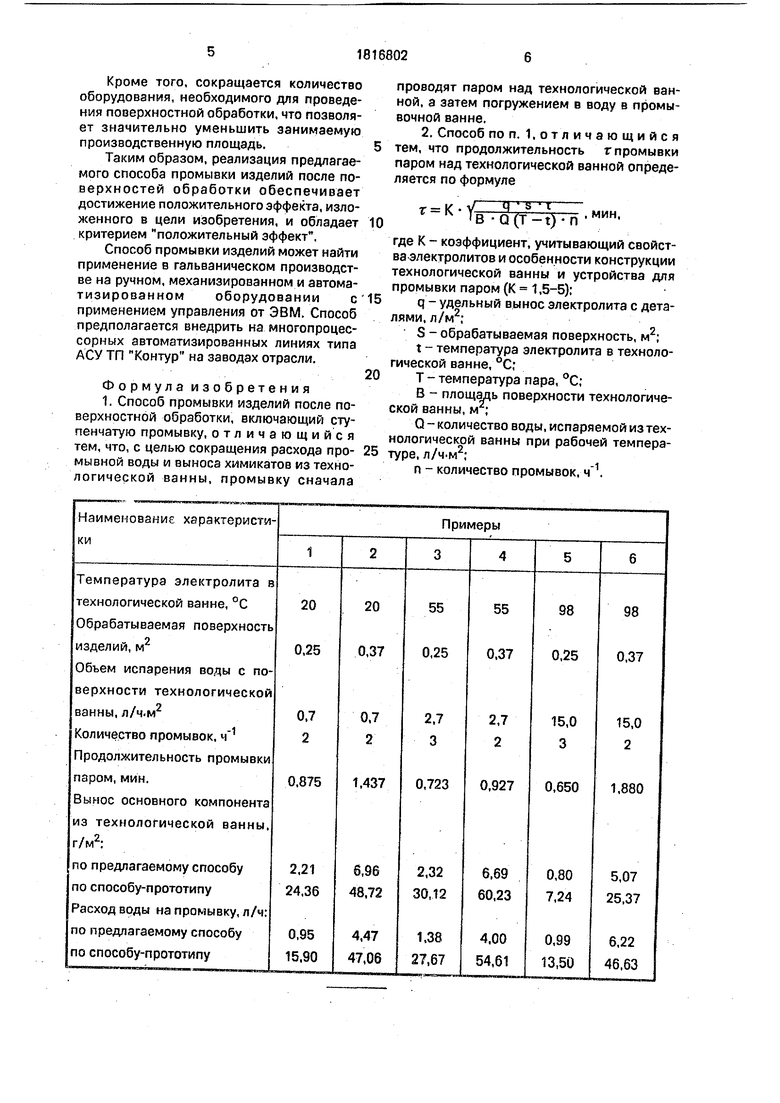
П р и м е р 6. Изделия обрабатывали в керосине в растворе фосфатирования. После проведения операции промывки определяли количество вынесенного из технологической ванны с изделиями основного химиката методом химического анализа промывкой воды, а также расход промывкой воды до достижения предельно допустимой концентрации основного компонента в воде после операции промывки в соответствие с ГОСТ 9.305-84 приложение 1. Данные экспериментов приведены в таблице.
Как видно из приведенных в таблице данных, при промывке изделий, обрабатываемых на различной оснастке, по предлагаемому способу вынос основного компонента из технологической ванны в 5- ИЗ раз, а расход воды на промывку в7,5-20 раз меньше, чем при промывке изделий по
5 способу-прототипу. Это позволяет значительно сократить затраты по нейтрализации сточных вод на очистительных сооружениях и захоронению полученных гальваношла- р-юв, снижает расход химикатов и улучшает экологическую обстановку.
Кроме того, сокращается количество оборудования, необходимого для проведения поверхностной обработки, что позволяет значительно уменьшить занимаемую производственную площадь.
Таким образом, реализация предлагаемого способа промывки изделий после поверхностей обработки обеспечивает достижение положительного эффекта, изложенного в цели изобретения, и обладает критерием положительный эффект.
Способ промывки изделий может найти применение в гальваническом производстве на ручном, механизированном и автоматизированном оборудовании с применением управления от ЭВМ. Способ предполагается внедрить на многопроцессорных автоматизированных линиях типа АСУ ТП Контур на заводах отрасли.
Формула изобретения 1. Способ промывки изделий после поверхностной обработки, включающий ступенчатую промывку, отличающийся тем, что, с целью сокращения расхода промывной воды и выноса химикатов из технологической ванны, промывку сначала
проводят паром над технологической ванной, а затем погружением в воду в промывочной ванне.
2. Способ по п. 1,отличающийся тем, что продолжительность г промывки паром над технологической ванной определяется по формуле
0
5
0
к-Гр
мин,
В 0(Т-1) П
где К - коэффициент, учитывающий свойства электролитов и особенности конструкции технологической ванны и устройства для промывки паром (К 1,5-5);
q - удельный вынос электролита с деталями, л/м2;
S - обрабатываемая поверхность, м ;
t - температура электролита в техноло.(-. л г
гической ванне, °С;
5С;
Т - температура пара, В - площадь поверхности технологической ванны, м ;
Q - количество воды, испаряемой из технологической ванны при рабочей темпера- 5 туре, л/ч-м2;
п - количество промывок, ч
-1
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ГАЛЬВАНОХИМИЧЕСКОЙ ОБРАБОТКИ ДЕТАЛЕЙ, В ЧАСТНОСТИ, НА ПОДВЕСКАХ, ПРИ ИСПОЛЬЗОВАНИИ НАГРЕВАЕМЫХ ЭЛЕКТРОЛИТОВ (РАСТВОРОВ) ПРОЦЕССНЫХ ВАНН | 1998 |
|
RU2149228C1 |
| СПОСОБ ГАЛЬВАНИЧЕСКОЙ ОБРАБОТКИ ДЕТАЛЕЙ | 2004 |
|
RU2260635C1 |
| ЛИНИЯ НАНЕСЕНИЯ ГАЛЬВАНОХИМИЧЕСКИХ ПОКРЫТИЙ НА МЕЛКИЕ ДЕТАЛИ | 2013 |
|
RU2552806C2 |
| СПОСОБ ГАЛЬВАНИЧЕСКОЙ ОБРАБОТКИ ДЕТАЛЕЙ | 1995 |
|
RU2092626C1 |
| Способ промывки деталей в процессах нанесения гальванических покрытий | 1988 |
|
SU1787178A3 |
| СПОСОБ БЕССТОЧНОЙ ГАЛЬВАНОХИМИЧЕСКОЙ ОБРАБОТКИ И ОЧИСТКИ ПОВЕРХНОСТЕЙ ДЕТАЛЕЙ, В ЧАСТНОСТИ, НА ПОДВЕСКАХ | 2002 |
|
RU2218455C1 |
| Устройство для электрохимической обработки крупногабаритных деталей | 1990 |
|
SU1754799A1 |
| ЛИНИЯ ГАЛЬВАНОХИМИЧЕСКОЙ ОБРАБОТКИ ДЕТАЛЕЙ | 2004 |
|
RU2328558C2 |
| СПОСОБ БЕССТОЧНОЙ ГАЛЬВАНОХИМИЧЕСКОЙ ОБРАБОТКИ И ОЧИСТКИ ПОВЕРХНОСТЕЙ ДЕТАЛЕЙ, РАЗМЕЩАЕМЫХ В ПЕРФОРИРОВАННЫХ БАРАБАНАХ | 2002 |
|
RU2216610C1 |
| СПОСОБ ЛОКАЛЬНОГО ХРОМИРОВАНИЯ КРУПНОГАБАРИТНЫХ ИЗДЕЛИЙ | 2009 |
|
RU2430197C1 |
Использование: область химической или электрохимической обработки поверхности изделий и может быть использовано в гальваническом производстве. Промывку изделий сначала проводят паром непосредственно над технологической ванной, а затем промывают изделия погружением в воду в промывочной ванне, причем продолжительность промывки паром над технологической ванной определяют по формуле: М s t В Q (Т -1) п , мин., где К - коэффициент, учитывающий свойства электролитов и особенности конструкции технологической ванны и устройства для промывки паром (К 1,5-5); q - удельный вынос электролита с деталями, л/м; S - обрабатываемая поверхность деталей, м2; t температура электролита в технологической ванне, °С; Т. - температура пара, °С; В - площадь поверхности технологической ванны, м ; Q - количество воды, испаряемой из технологической ванны при рабочей температуре, л/ч.м2; п - количество промывок, ч-1. 1 табл.
| Патент Великобритании №1591510, кл | |||
| Видоизменение пишущей машины для тюркско-арабского шрифта | 1923 |
|
SU25A1 |
| Способ обогащения известняк содержащих руд химическим путем | 1924 |
|
SU4594A1 |
| Видоизменение пишущей машины для тюркско-арабского шрифта | 1923 |
|
SU25A1 |
| Способ приготовления сернистого красителя защитного цвета | 1915 |
|
SU63A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
