31816966 4
Изобретение относится к нёразрушаю- образуется импульс (фиг.2е, который своим щему контролю с помощью ультразвука и передним фронтом останавливает счетчик может быть использовано в шахтном строи- калиброванных интервалов времени в изме- тельртве для контроля толщины и обнаруже- ригеле 8.1.
ния дефектов крепи горных выработок, а 5 Информация, зафиксированная счетчи- также в других отраслях для контроля бетон- ком, поступает в вычислитель 8.3, где по за- ных сооружений, имеющих односторонний данному алгоритму и измеренному времени доступ.распространения ультразвуковых колебаЦель изобретения - повышение точно- кий происходит вычисление толщины конт- сти.W ролируемого изделия.
На фиг. 1 представлена схема злектри-L e.T, ческая функциональная прибора; на фиг.2 - где L - толщина изделия, мм; временные диаграммы, поясняющие работу с - скорость распространения ультраприбора, звука в изделии, м/с (вводится с помощью
Прибор содержит генератор 1 тендеру- 15 устройства ввода данных 8.4) ющих импульсов, излучающий 2 и приемныйТ - время, измеренное прибором, мкс. 3 преобразователи, находящиеся а акуети- Запоминающее устройство 8.2 обеспе- ческой связи с материалом зоны контроля 4, чквает хранение оперативной, долговре- электрическийдемпфер5,усилитель6,ехе- меиной, а также для формирования му 7 селекции второго импульсе, блок 8 уп- 20 кадровой и строчной информации, равления и обработки результатов Обнаружение дефектов производится измерения, который в свою очередь состоит аналогично по отраженному от дефекта сиг- из измерителя 8.1 временного интервала, налу.
запоминающего устройства 8.2 вычислите-Отображение цифробуквенной и анало- ля 8.3 устройств на основе мияропроцвсео- 25 говой информации осуществляется на экра- ра К580ВШОА и индикатора 9. не адектронно-яучевой трубки (ЭЛТ).
Дефектоскоп работает следующем об-Таким образом, выделение из сложного разом. аналогового спектра (фиг.2,г), полученного в
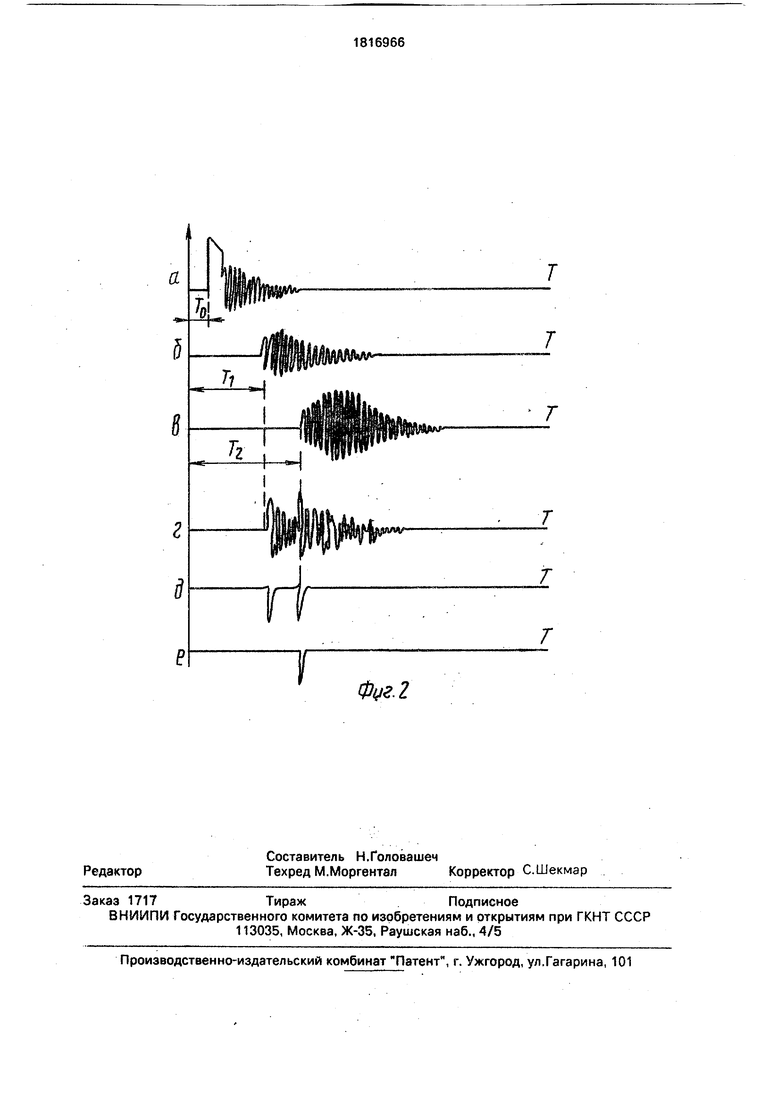
Генератор 1 зондирующих импульсов результате наложения поверхностной и возбуждает излучающий преобразователь 30 продольной воли {фиг.2,в), отраженного Эхо- 2, который посылает в изделие 4 ультраззу- сигнала (фмг.2,е и дальнейшая его обработ- ковые колебания (фиг.2а). Передним фрон- ка лоавояяет достичь заданной цели, том зондирующего тшулмл поступающего
в измеритель 8. запускается счетчик калиб-Формула изобретения рованных интервалов времени. Через ере- & Ультразвуковой дефектоскоп-то л щи но- мя Т1 приемный преобразователь Э мер,содержащий последовательно электро- принимает ультразвуковые колебания по- акустически, соединенные генератор верхностной волны (волны Рэлея), а через зондирующих импульсов, излучающий и время Т2 (фиг.2,в) ультразвуковые колеба- приемный пьезопреобразователи и усили- ния преобразуются в электрические сигиа- 40 таль и последовательно соединенные изме- лы сложной формы (фиг.2.г) которые ригель временного интервала, первый вход поступают на вход электрического демпфе- которого связан с выходом генератора зон- ра 5, где происходит активное подавление дирующих импульсов, вычислитель и инди- накопленной механической энергии преоб- кагор,отличающийся тем,что, с целью разователя .е. подавление собственных 45 повышения точности, он снабжен электри- акустических шумов. В результате на выхо- ческим демпфером, включенным между вы- де электрического демпфера 5 получаются ходом приемного пьезолреобразователя и выделенные поверхностный и отраженный входом усилителя, и схемой селекции второ- сигналы в виде одиночных импульсов то импульса, выход которой связан с вторым (фиг.2,д) которые дополнительно усилива- 50 входом измерителя временного интервала, ются в усилителе 6 и поступают в схему 7 а выход усилителя подключен к входам схе- селекции. С приходом каждого второго им- мы селекции второго импульса и индикато- пульса в схему 7 селекции, на ее выходе ра.
| название | год | авторы | номер документа |
|---|---|---|---|
| Ультразвуковой дефектоскоп | 1980 |
|
SU1054765A1 |
| СПОСОБ УЛЬТРАЗВУКОВОГО КОНТРОЛЯ ИЗДЕЛИЙ С ЭКВИДИСТАНТНЫМИ ПОВЕРХНОСТЯМИ | 2020 |
|
RU2725705C1 |
| Способ ультразвукового контроля толщины изделий | 1991 |
|
SU1817020A1 |
| Способ ультразвукового контроля изделий | 2016 |
|
RU2622459C1 |
| Ультразвуковой дефектоскоп | 1978 |
|
SU845083A1 |
| СПОСОБ УЛЬТРАЗВУКОВОГО НЕРАЗРУШАЮЩЕГО КОНТРОЛЯ ВОДОВОДОВ ГИДРОТЕХНИЧЕСКИХ ОБЪЕКТОВ | 2015 |
|
RU2613624C1 |
| СПОСОБ УЛЬТРАЗВУКОВОГО КОНТРОЛЯ КАЧЕСТВА МАТЕРИАЛА | 2003 |
|
RU2246724C1 |
| СПОСОБ ИМИТАЦИИ ДЕФЕКТОВ ПРИ УЛЬТРАЗВУКОВОМ КОНТРОЛЕ ИЗДЕЛИЙ И УСТРОЙСТВО ДЛЯ ЕГО РЕАЛИЗАЦИИ | 2004 |
|
RU2278377C2 |
| СПОСОБ УЛЬТРАЗВУКОВОЙ ДЕФЕКТОСКОПИИ ИЗДЕЛИЙ ИЗ КРУПНОЗЕРНИСТЫХ МАТЕРИАЛОВ И УЛЬТРАЗВУКОВОЙ ДЕФЕКТОСКОП ДЛЯ КОНТРОЛЯ ИЗДЕЛИЙ ИЗ КРУПНОЗЕРНИСТЫХ МАТЕРИАЛОВ | 1992 |
|
RU2039979C1 |
| УЛЬТРАЗВУКОВОЙ ТОЛЩИНОМЕР ИЛИ ГЛУБИНОМЕР ДЕФЕКТОСКОПА | 1994 |
|
RU2082160C1 |
Изобретение относится к неразрушающему контролю и может быть использовано для контроля бетонных сооружений. Цель изобретения- повышение точности. Приемный пьеэопреобразователь принимает и поверхностные и продольные волны. Схема 7 селекции выделяет только второй импульс из двух, пришедших на его вход. По приходу этого второго импульса судят о толщине изделия. 2 ил.
| Печь-кухня, могущая работать, как самостоятельно, так и в комбинации с разного рода нагревательными приборами | 1921 |
|
SU10A1 |
| Переносная печь для варки пищи и отопления в окопах, походных помещениях и т.п. | 1921 |
|
SU3A1 |
| Королев М.В | |||
| Эхо-импульсные толщиномеры | |||
| М.: Машиностроение, 1980, с.99. | |||
