Изобретение относится к производству устройств для получения магнитных полей и может быть использовано для изготовления электропроводящих катушек из порошковых материалов и, в частности, из сверхпроводников.
Цель изобретения состоит в упрощении технологии изготовления катушки за счет совмещения операций формовки токоведущей жилы и ее размещения на катушке. Кроме того, цель изобретения состоит в повышении качества катушки путем исключения разуплотнения и растрескивания токоведущей жилы.
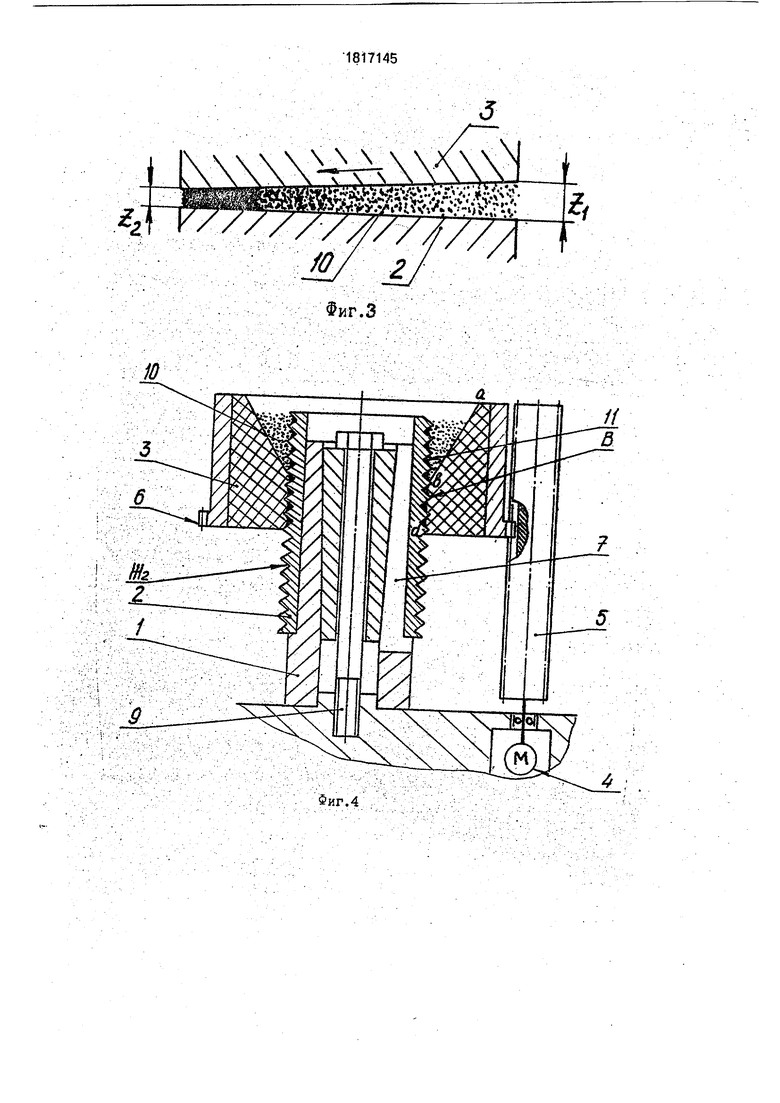
Сущность изобретения поясняется чертежами, где на фиг. 1 представлен фронтальный разрез устройства с жесткой втулкой, имеющей винтовую нагрузку на внутренней поверхности, на фиг. 2 - зона контакта втулки и каркаса катушки; на фиг. 3 - развертка зоны контакта втулки и каркаса катушки (очаг деформации порошковой
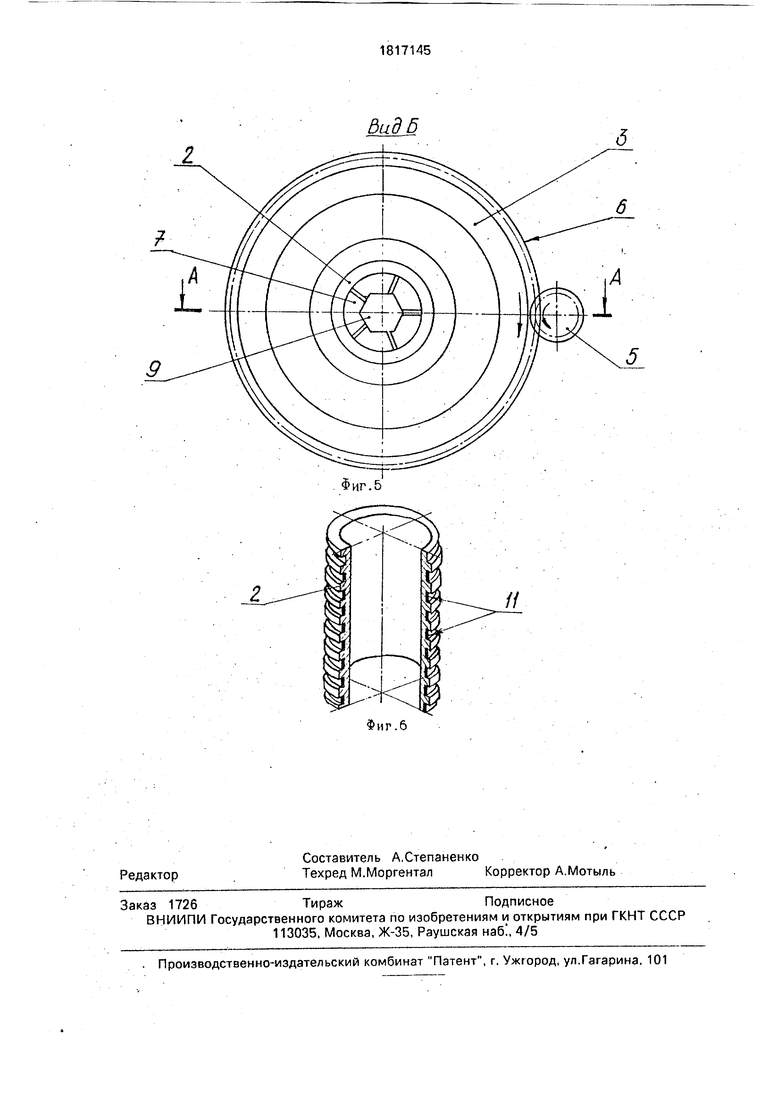
шихты); на фиг. 4 - фронтальный разрез устройства с эластичной втулкой, имеющей гладкую внутреннюю поверхность; на фиг. 5 - вид устройства в плане; на фиг. 6 - готовое изделие.
Устройство для изготовления цилиндрических электропроводящих катушек состоит из средства намотки 1, на котором закреплен каркас 2 катушки, и средства смотки 3, выполненного в виде втулки охватывающей каркас 2 (фиг. 1, 2, 4, 5). Для придания вращения втулке 3 вокруг каркаса 2 служит привод 4, шестерня 5 которого взаимодействует с зубчатым венцом 6 втулки 3 (фиг. 1, 4, 5). Каркас 2 катушки крепится на средстве намотки 1 при помощи цангового зажима, состоящего из разрезной втулки 7, конуса 8 и стяжного болта 9 (фиг. 1,4).
При использовании в качестве средства смотки жесткой втулки ее внутренняя поверхность образуется сопряжением двух ко-: нических участков ав и вс (фиг. 1). На
ел
с
со а
N
Ј ел
участке вс выполнен желоб винтовойПри использовании эластичной втулки 3
ЖГ, соответствующий винтовому желобузазор между каркасом 2 и участком bd
Ж2 на боковой поверхности каркаса 2 (фиг.образуется при вдавливании выступов В
1), Участок вс охватывает каркас 2 с кони-винтовой нарезки каркаса 2 в поверхность
ческим зазором, который уменьшается от 5втулки 3 (фиг. 4). В образованный зазор за
входа к выходу из участка вс (Zi Za) (фиг.счет действия сил тяжести и сил трения о
1,2,3).втулку 3 поступает порошковая шихта-ТО
;(фиг. 4). Уплотнение порошковой шихты на
При использовании в качестве средстваучастке bd втулки 3 происходит за счет
смотки втулки 3 из эластомера ее внутрен- Юрадиального действия (в направлении норняя поверхность образуется сопряжениеммальном к поверхности каркаса 2) упругих
конического ав и цилиндрического , создающихся при деформации эластичучастков (фиг. 4). Цилиндрический участокной втулки 3 выступами В винтовой нарез bd охватывает каркас 2 без зазора (фиг. 4).ки каркаса 2 (фиг. 4). Вращение втулки 3
Для осуществления способа втулку Зпе- 15создает в порошковой шихте 10 сдвига юреводят в исходное положение И и вимто-щие напряжения способствующие ориентавую нарезку ЖГ на участке вс втулки 3ции осей зерен порошка (фиг. 4).
вводят в зацепление с винтовой нарезкойПрименение средства смотки в виде
Ж2И на боковой поверхности каркаса 2. Вэластичной втулки целесообразно, если жезазор между участком ав втулки 3 и кзрка- 20лоб на боковой поверхности каркаса катушсом 2 засыпают порошковую шихту 10 изки выполнен в форме метрической резьбы
материала токопровода (фиг. 1, 4). Затем(фиг, 4/ В этом случае облегчается вдавливключают привод вращения 4 втулки 3 вок-вание выступов В в поверхность bd втулруг каркаса 2 (фиг. 1,4). После достиженияки, а, значит, и формование токоведущей
втулкой конического положения К привод 25жилы (фиг. 4}. Применение формы желоба в
ее вращения 4 выключают, освобождаютвиде трапецеидальной резьбы на поверхности
цанговый зажим 7-9 и снимают готовую ка-каркаса {фиг. целесообразно, если токоведущая
тушку со средства намотки 1 (фиг. 1,4).жила формуется из труднодеформируемого поВтулка 3 и каркас 2 образуют винтовуюрошка-При этом требуется большое усилие нала ру, следовательно,1 при принудительном 30шнчивания шулкж дотки, что и обеспечивает вращении втулки 3 вокруг неподвижно за-трапецеидальный профиль резьбы. крепленного каркаса 2 втулка будет север-Заявляемый объект позволяет изготав- шать поступательное движение вдоль оси Xливать катушки содержащие несколько об- - Х(т.е. навинчивается на каркас 2) (фиг.моток с различными характеристиками. В 1, 4). Порошковая шихта 10 за счет силы 35этом случае желоб на поверхности каркаса тяжести, а также действия сия трения о ара-необходимо выполнить многозаходным, щающуюся втулку 3 будет поступать из уча-причем профиль впадин каждого из заходов стка ав в участок вс (фиг. 1-3). Поскольку .может быть различным, зазор между участком вс втулки 3 и карка-Пример работы устройства и осуществ- сом 2 катушки имеет, клиновидную форму 40ления способа. Предлагаемое техническое (фиг. 3) порошковая шихта 10 перемещаясьрешение опробовано в лабораторных усло- через участок вс к выходу из него будетвиях при изготовлении цилиндрических уплотняться и формоваться втоковедущуюэлектропроводящих катушек. Наружный ди- жилу 11 (фиг. 1-3). Перемещение порошке-аметр катушки составлял 30 мм, высота 60 вой шихты через участок вс втулки 3 про- 45мм. Катушка имела одну обмотку, шаг рас- исходит за счет действия сил тренияположения токоведущей жилы 4 мм. счече- порошкаовтулку(фиг. 3). Поскольку каркасние токоведущей жилы 2 мм2. Корпус при этом неподвижен, то на порошок деист-катушки изготавливали из никеля, в качест- вуют интенсивные сдвиговые напряжения,ве материала токоведущей жилы использо- что способствует ориентации осей зерен по- 50вали ПОООШКОВУЮ ШИХТУ из оксиднр.й рощка в одном направлении (большая оськерамики соединения YiBa2Cu307. зерна ориентируется вдоль направленияКорпус катушки с трапецеидальной резь- его движения) (см. Петросян Г,Л. Пластичё-бой Тг 30x4 закрепляли в цанговом зажиме ское деформирование порошковых матери-устройства. Сверху на корпус на Ь 2 витка алов. М.: Металлургия, 1988, с. 139). Таким 55резьбы навинчивали втулку, внутренняя по- образом, в зазоре между втулкой и каркасомверхность которой была образована сопря- происходит как уплотнение порошка, так ижением двух конических участков с углами . ориентация осей составляющих его зерен,конусности 30° и 3°. На участке с конусностью что повышает электрофизические свойстваЗ оу была выполнена внутренняя трапецей- тоедведущей жилы катушки.дальная резьба Тг32х4. На наружной поверхности втулки был выполнен зубчатый венец входящий в зацепление с шестерней привода вращения втулки, В конический зазор между втулкой и корпусом катушки засыпали порошковую шихту и включали привод вращения втулки, сообщающий ей вращение со скоростью 0,3 . После выхода резьбового участка втулки из зацепления с корпусом катушки привод выключали и извлекали готовое изделие из цангового за- жима.
Аналогичную катушку но с желобом в форме метрической резьбы М30х4 получали в том же устройстве и тем же способом при помощи втулки из полиуретана СКУ - 7Л, закрепленной в стальном бондаже с зубчатым венцом. Внутренняя поверхность втулки была образована сопряжением конического с углом 30° и цилиндрического диаметром 27 мм участков.
Подобную же электропроводящую катушку получали по способу и в устройстве принятым за прототип. Токопроводящую жилу с поперечным сечением 2 мм2 получа- ли волочением за 12 переходов с 3-мя промежуточными отжигами трубчатой заготовки из никеля с исходными размерами б мм х 4 мм с засыпанной во внутрь порошковой шихтой соединения YtBazCuaO. Полученную композитную проволоку диаметром 1,8 мм укладывали в желобе, выполненном на боковой поверхности втулки из никеля, при помощи устройств смотки-намотки.
Изготовленные электропроводящие катушки подвергали термической обработке по следующему режиму: нагрев до 930°С, выдержка в течение 1 часа, охлаждение с печью.
Готовые катушки охлаждали до температуры жидкого азота и подключали к источ- нику постоянного тока 55-21. Катушки,
изготовленные по заявляемому объекту создавали магнитное поле напряженностью 3,2-2,8 мТ. Катушка, изготовленная по техническому решению; принятому за прототип, создавала магнитное поле с максимальной напряженностью 0,5 мТ, ;.;
Таким образом, заявляемый способ позволяет существенно упростить технологию путем исключения нескольких технологических переходов и операций, а также повысить качество изделий за счет улучшения их функциональных свойств., ,.
Формула изобретения
1. Способ изготовления цилиндрических электропроводящих катушек, включающий размещение токопровода в желобе, выполненном на боковой поверхности каркаса по винтовой линии, отличэющий- с я тем, что, с целью повышения качества и упрощения технологии, каркас размещают во втулке, затем засыпают в зазор между втулкой и каркасом порошковую шихту из материала токопровода и осуществляют вращение втулки вокруг каркаса.
2. Устройство для изготовления цилиндрических электропроводящих катушек, содержащее средство укладки токопровода и средство для размещения каркаса катушки, отличающееся тем, что средство укладки выполнено в виде втулки, охватыва- ющей с зазором каркас, причем внутренняя поверхность втулки образована сопряжением участков, на одном из которых выполнен винтовой желоб.
3. Устройство по п. 2, о т л и ч а ю щ е е- я тем, что участок с винтовым желобом выполнен коническим.
4. Устройство по п. 2, о т л и ч а ю щ е е- я тем, что втулка выполнена из эластомеа, а участок с винтовым желобом выполнен илиндрическим.
Фиг.6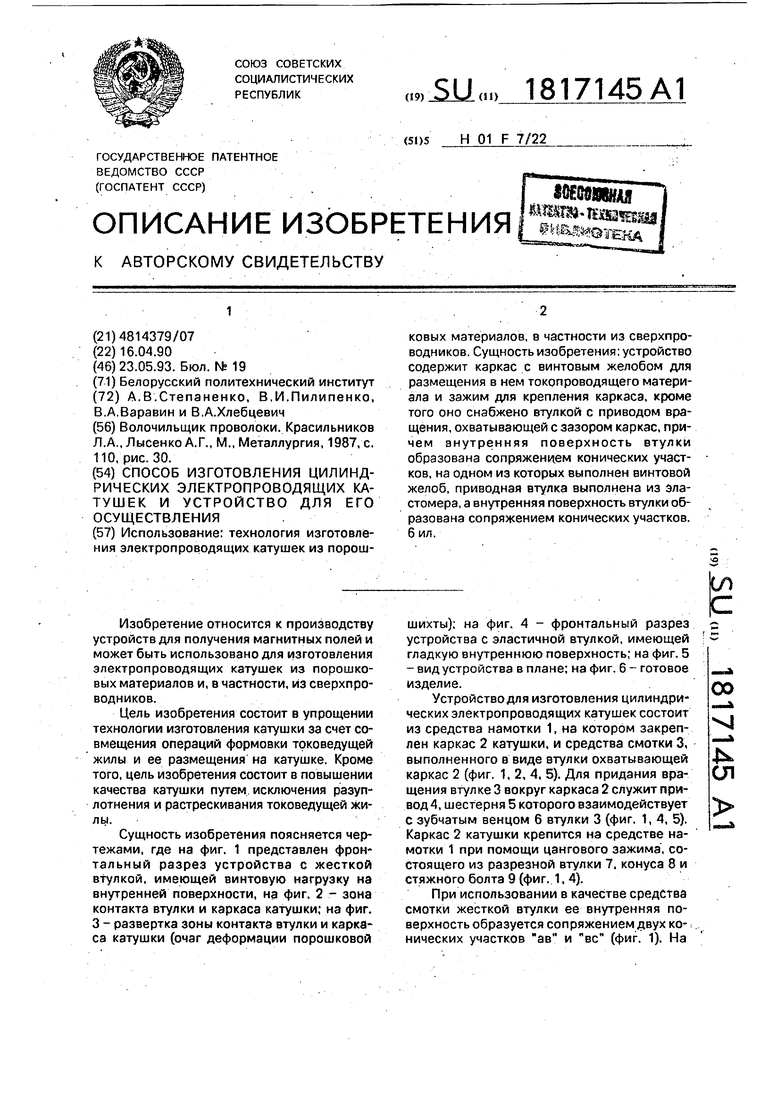
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления цилиндрических электропроводящих катушек | 1990 |
|
SU1823014A1 |
| Способ изготовления многожильной порошковой проволоки | 1990 |
|
SU1754257A1 |
| Способ изготовления моточных изделий из изолированного провода | 1979 |
|
SU792330A1 |
| Устройство для подгонки резисторов из изолированного провода | 1979 |
|
SU765890A1 |
| Способ контроля местоположения металлической основы внутри полимерного слоя и устройство для его осуществления | 2021 |
|
RU2763681C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОРОШКОВОЙ ПРОВОЛОКИ ДЛЯ ВНЕПЕЧНОЙ ОБРАБОТКИ СТАЛИ И ТЕХНОЛОГИЧЕСКАЯ ЛИНИЯ ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1995 |
|
RU2086380C1 |
| УДАРНЫЙ ЭЛЕКТРОМЕХАНИЧЕСКИЙ ПРЕОБРАЗОВАТЕЛЬ КОМБИНИРОВАННОГО ТИПА | 2013 |
|
RU2538094C1 |
| СПОСОБ ЛЕВИТАЦИОННОЙ ПЛАВКИ С ИСПОЛЬЗОВАНИЕМ КОЛЬЦЕОБРАЗНОГО ЭЛЕМЕНТА | 2019 |
|
RU2735329C1 |
| УСТРОЙСТВО ДЛЯ ЗАКРУГЛЕНИЯ ЛЕНТЫ РАСШИРЕННОГО ГРАФИТА НА РЕБРО | 2001 |
|
RU2201544C1 |
| Устройство уничтожения информации, размещенной на твердотельном цифровом SSD накопителе | 2017 |
|
RU2654163C1 |
Использование: технология изготовления электропроводящих катушек из порошковых материалов, в частности из сверхпроводников. Сущность изобретения: устройство содержит каркас с винтовым желобом для размещения в нем токопроводящего материала и зажим для крепления каркаса, кроме того оно снабжено втулкой с приводом вращения, охватывающей с зазором каркас, при- чем внутренняя поверхность втулки образована сопряжением конических участков, на одном из которых выполнен винтовой желоб, приводная втулка выполнена из эластомера, а внутренняя поверхность втулки образована сопряжением конических участков. 6 ил.
| Волочильщик проволоки | |||
| Красильников Л.А., Лысенко А.Г., М., Металлургия, 1987, с | |||
| Прибор, автоматически записывающий пройденный путь | 1920 |
|
SU110A1 |
| Способ обработки медных солей нафтеновых кислот | 1923 |
|
SU30A1 |
