Изобретение относится к области производства устройств для получения магнитных полей и может быть использовано при изготовлении электропроводящих катушек из порошковых материалов и, в частности, из сверхпроводников.
Цель изобретения состоит в упрощении технологии изготовления катушки за счет совмещения операций формовки токоведу- шей жилы и ее размещения на катушке. Цель изобретения состоит так же в повышении качества путем исключения разуплотнения и растрескивания токоведущей жилы.
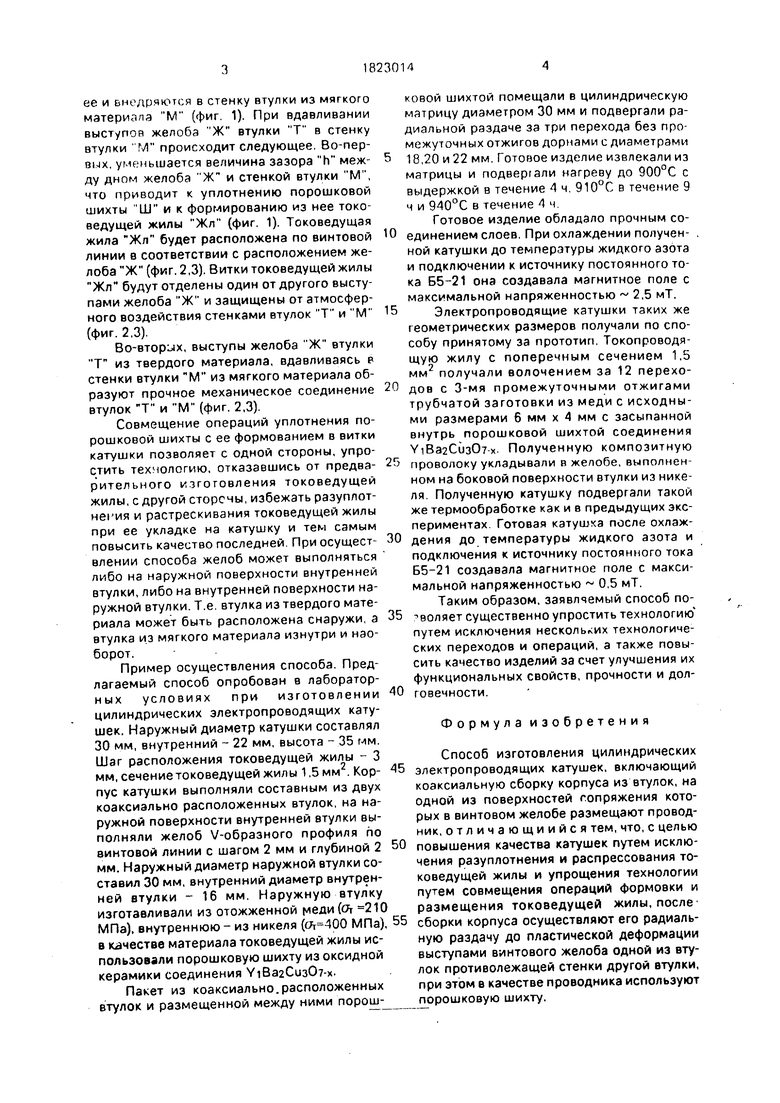
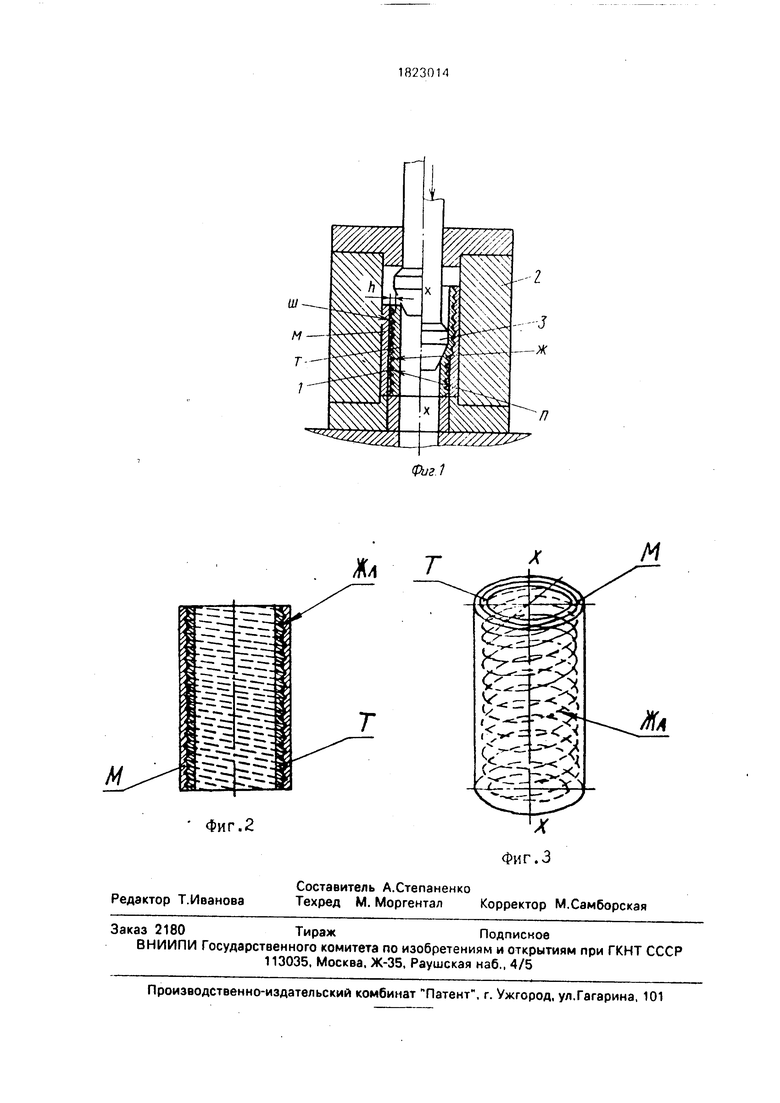
На фиг. 1 представлена схема осуществления способа (слева от оси симметрии - начальная стадия, справа от оси симметрии - промежуточная стадия процесса); на фиг. 2,3- соответственно продольный разрез и вид готовой катушки.
Способ осуществляют следующим образом.
Две втулки из твердого Т и мягкого М материалов собирают коаксиально, причем на поверхности сопряжения П втулки из твердого материала Т предварительно выполняют желоб Ж по винтовой линии (фиг. 1). При сборке втулок между их сопрягаемыми поверхностями П размещают порошковую шихту LLT (фиг. 1). Подготовленную таким образом составную заготовку катушки 1 помещают в матрицу 2 и дорном 3 осуществляют ее раздачу в радиальном (перпендикулярно оси катушки Х-Х) направлении (фиг. 1,4). После завершения процесса раздачи готовое изделие извлекают из матрицы 2.
В процессе раздачи происходит пластическое увеличение диаметра внутренней втулки. При этом, выступы желоба Ж, выполненного на поверхности сопряжения втулки Т из твердого материала, раздвигают порошковую шихту Ш, передавливают
(Л
С
ioo
jhO
2 Ј
ее и внедряются в стенку втулки из мягкого материала М (фиг. 1). При вдавливании выступов желоба Ж втулки Т в стенку втулки М происходит следующее, Во-первых, уменьшается величина зазора h меж- ду дном желоба Ж и стенкой втулки М, что приводит к уплотнению порошковой шихты Ш и к формированию из нее токо- ведущей жилы Жл (фиг. 1). Токоведущая жила Жл будет расположена по винтовой линии в соответствии с расположением желоба Ж (фиг. 2,3). Витки токоведущейжилы Жл будут отделены один от другого выступами желоба Ж и защищены от атмосферного воздействия стенками втулок Т и М (фиг. 2,3).
Во-вторых, выступы желоба Ж втулки Т из твердого материала, вдавливаясь в стенки втулки М из мягкого материала образуют прочное механическое соединение втулок Т и М (фиг. 2,3).
Совмещение операций уплотнения порошковой шихты с ее формованием в витки катушки позволяет с одной стороны, упростить технологию, отказавшись от предва- рительного изготовления токоведущей жилы, с другой стороны, избежать разуплот- негия и растрескивания токоведущей жилы при ее укладке на катушку и тем самым повысить качество последней. При осущест- влении способа желоб может выполняться либо на наружной поверхности внутренней втулки, либо на внутренней поверхности наружной втулки. Т.е. втулка из твердого материала может быть расположена снаружи, а втулка из мягкого материала изнутри и наоборот.
Пример осуществления способа. Предлагаемый способ опробован в лабораторных условиях при изготовлении цилиндрических электропроводящих катушек. Наружный диаметр катушки составлял 30 мм, внутренний - 22 мм, высота - 35 мм. Шаг расположения токоведущей жилы - 3 мм, сечение токоведущей жилы 1,5 мм2. Кор- пус катушки выполняли составным из двух коаксиально расположенных втулок, на наружной поверхности внутренней втулки выполняли желоб V-образного профиля по винтовой линии с шагом 2 мм и глубиной 2 мм. Наружный диаметр наружной втулки составил 30 мм, внутренний диаметр внутренней втулки - 16 мм. Наружную втулку изготавливали из отожженной меди(0г 210 МПа), внутреннюю - из никеля ( МПа) в качестве материала токоведущей жилы использовали порошковую шихту из оксидной керамики соединения УтВааСизОт-х.
Пакет из коаксиально.расположенных втулок и размещенной между ними nopouj-
ковой шихтой помещали в цилиндрическую матрицу диаметром 30 мм и подвергали радиальной раздаче за три перехода без промежуточных отжигов дорнами с диаметрами 18,20 и 22 мм. Готовое изделие извлекали из матрицы и подвергали нагреву до 900°С с выдержкой в течение 4 ч. 910°С в течение 9 ч и 940°С в течение 4 ч.
Готовое изделие обладало прочным соединением слоев. При охлаждении полученной катушки до температуры жидкого азота и подключении к источнику постоянного тока Б5-21 она создавала магнитное поле с максимальной напряженностью 2,5 мТ.
Электропроводящие катушки таких же геометрических размеров получали по способу принятому за прототип. Токопроводя- щую жилу с поперечным сечением 1,5 мм получали волочением за 12 переходов с 3-мя промежуточными отжигами трубчатой заготовки из меди с исходными размерами 6 мм х 4 мм с засыпанной внутрь порошковой шихтой соединения YiBa2CU30 -x. Полученную композитную проволоку укладывали в желобе, выполненном на боковой поверхности втулки из никеля. Полученную катушку подвергали такой же термообработке как и в предыдущих экспериментах. Готовая катушка после охлаждения до температуры жидкого азота и подключения к источнику постоянного тока Б5-21 создавала магнитное поле с максимальной напряженностью 0,5 мТ.
Таким образом, заявляемый способ по- лволяет существенно упростить технологию путем исключения нескольких технологических переходов и операций, а также повысить качество изделий за счет улучшения их функциональных свойств, прочности и долговечности.
Формула изобретения
Способ изготовления цилиндрических электропроводящих катушек, включающий коаксиальную сборку корпуса из втулок, на одной из поверхностей сопряжения которых в винтовом желобе размещают проводник, отличающиийся тем, что, с целью повышения качества катушек путем исключения разуплотнения и распрессования токоведущей жилы и упрощения технологии путем совмещения операций формовки и размещения токоведущей жилы, после сборки корпуса осуществляют его радиальную раздачу до пластической деформации выступами винтового желоба одной из втулок противолежащей стенки другой втулки, при этом в качестве проводника используют порошковую шихту.
-г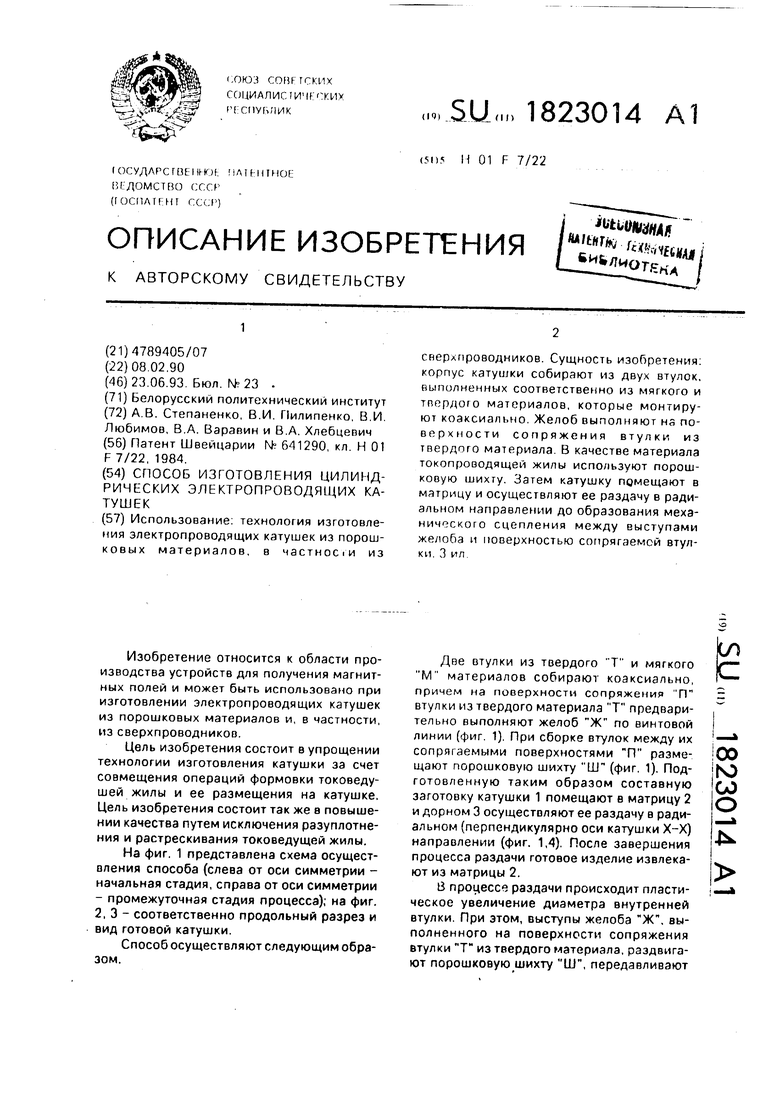
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления цилиндрических электропроводящих катушек и устройство для его осуществления | 1990 |
|
SU1817145A1 |
| Способ изготовления многожильной порошковой проволоки | 1990 |
|
SU1754257A1 |
| КОАКСИАЛЬНЫЙ ЭЛЕКТРИЧЕСКИЙ РАЗЪЕМ МНОГОЖИЛЬНОГО КАБЕЛЯ | 2007 |
|
RU2339136C1 |
| УДАРНЫЙ ЭЛЕКТРОМЕХАНИЧЕСКИЙ ПРЕОБРАЗОВАТЕЛЬ КОМБИНИРОВАННОГО ТИПА | 2013 |
|
RU2538094C1 |
| ГЕРМЕТИЧНАЯ КОЛОДКА ПРЕЦИЗИОННОГО ВЫСОКОВАКУУМНОГО ПРИБОРА И СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ | 2007 |
|
RU2344508C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КОМПОЗИЦИОННОГО СЕРДЕЧНИКА ВЫСОКОТЕМПЕРАТУРНЫХ АЛЮМИНИЕВЫХ ПРОВОДОВ ВОЗДУШНЫХ ЛИНИЙ ЭЛЕКТРОПЕРЕДАЧИ | 2010 |
|
RU2439728C1 |
| Способ восстановления деталей с внутренней полостью | 1982 |
|
SU1093398A1 |
| Устройство сверхбыстрого охлаждения биологических образцов до криогенных температур | 2016 |
|
RU2624963C1 |
| Магнитопровод индуктора цилиндрического линейного индукционного насоса и цилиндрический линейный индукционный насос | 2020 |
|
RU2765978C2 |
| Устройство для прессования изделий из порошка | 1987 |
|
SU1444078A1 |
Использование: технология изготовления электропроводящих катушек из порошковых материалов, в частноС|И из сверхпроводников. Сущность изобретения: корпус катушки собирают из двух втулок, выполненных соответственно из мягкого и твердого материалов, которые монтируют коаксиально. Желоб выполняют нз поверхности сопряжения втулки из твердого материала. В качестве материала токопроводящей жилы используют порошковую шихту. Затем катушку пдмещают в матрицу и осуществляют ее раздачу в радиальном направлении до образования механического сцепления между выступами желоба и поверхностью сопрягаемой втулки. 3 ил
Фиг.2
Т
| Балансировочное устройство | 1975 |
|
SU641290A1 |
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
