Изобретение относится к волочильному производству и может быть использовано для получения проволоки из сверхпроводящих материалов
Цель изобретения состоит в упрощении технологии при изготовлении многожильных твистированных проводов путем исключения операции твистирования готового провода. Кроме того, цель изобретения состоит в повышении токовых характеристик порошковой проволоки посредством применения различного направления скручивания отдельных токоведущих жил.
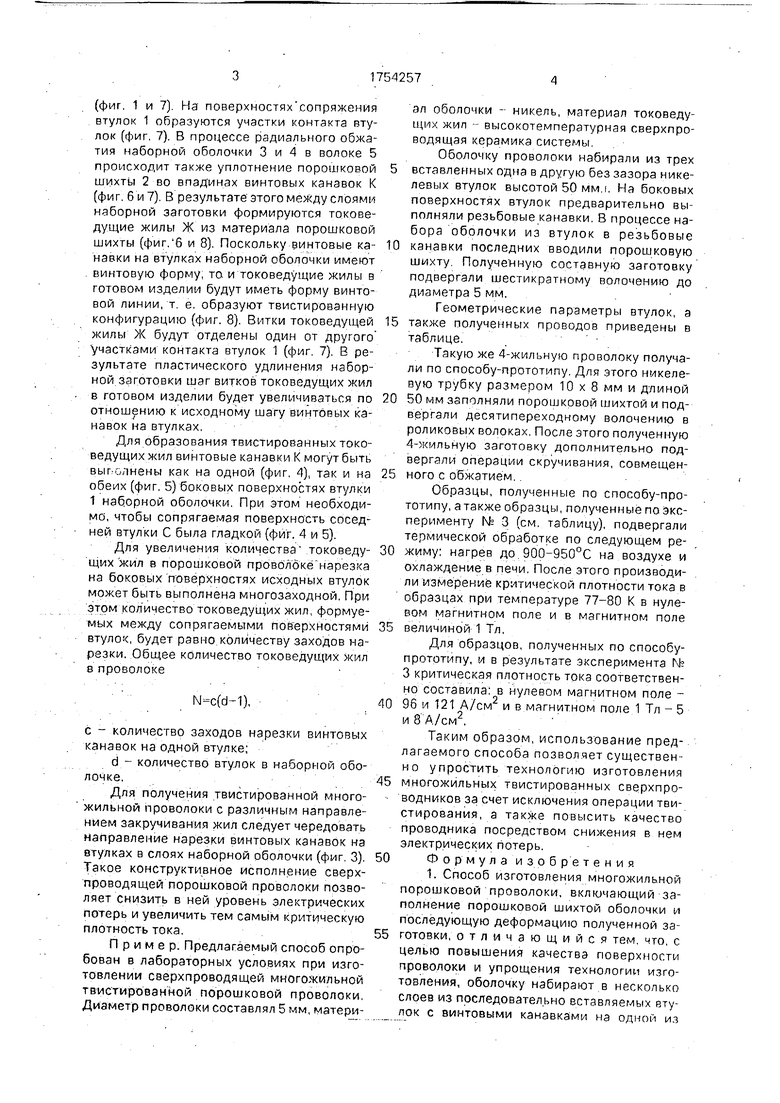
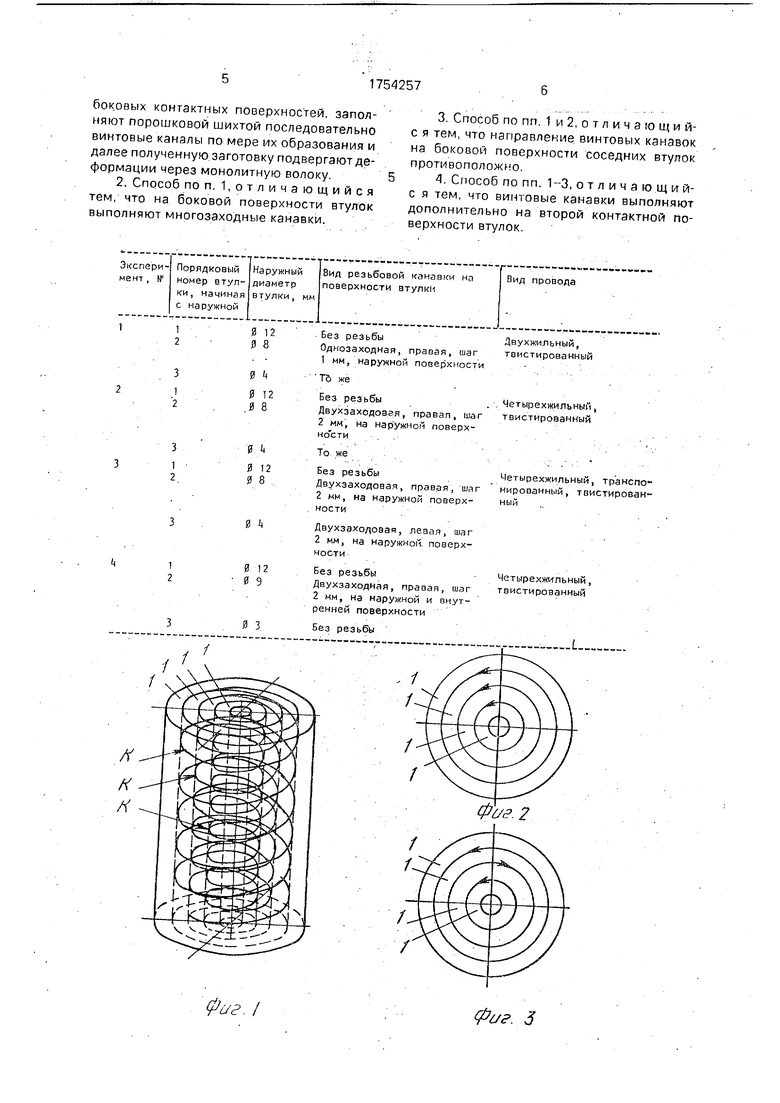
На фиг. 1 изображена наборная оболочка, общий вид; на фиг 2 и 3 - наборная оболочка соответственно с одинаковыми (левым) и чередующимися (левое - правое - левое) в слоях направлениями винтовых ка- наеок, вид сверху; на фиг 4 и 5 - наборные оболочки соответственно с винтовыми канавками на наружной и внутренней боковых
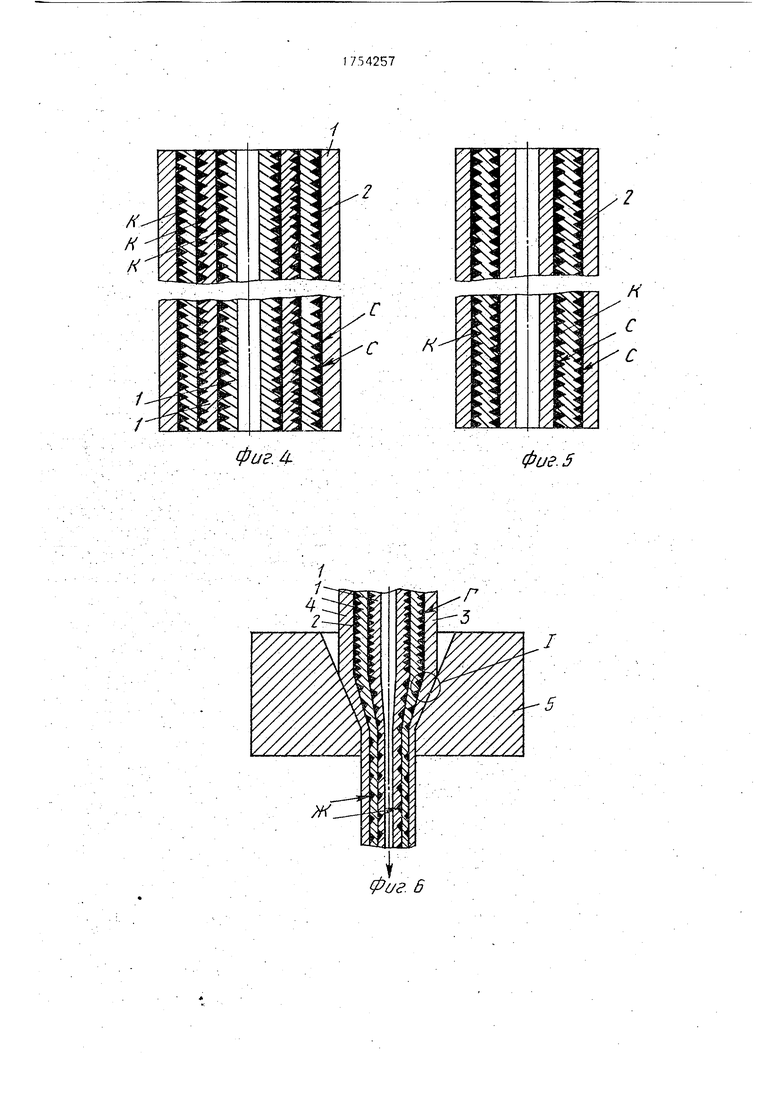
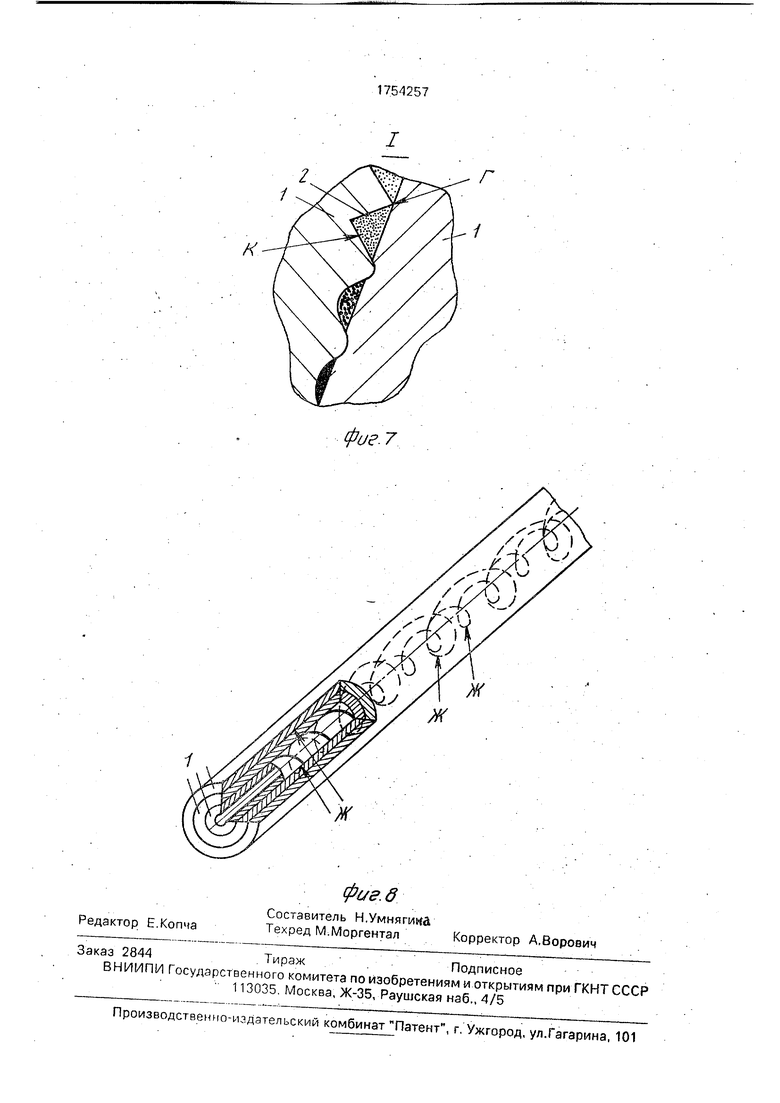
поверхностях втулок, продольные разрезы; на фиг. 6 - схема процесса волочения наборной заготовки; на фиг, 7 - узел I на фиг. 6; на фиг. 8 - готовое изделие.
Способ осуществляют следующим образом.
Металлические втулки 1 с предварительно выполненными на их боковых поверхностях канавками К собирают коаксиально без зазора между собой (фиг. 1-5). В процессе сборки втулок 1 в пакет в винтовые канавки К на их боковых поверхностях вводят порошковую шихту 2 (фиг. 1,4 и 5). Полученную таким образом наборную оболочку 3 и 4 подвергают волочению через волоку 5 (фиг. 6). В процессе волочения гребни Г винтовых канавок К, выполненных на боковых поверхностях втулки, под действием радиальных напряжений частично вдавливаются в сопрягаемую поверхность соседней втулки и частично сминаются об эту поверхность
hO
ел -ч
(фиг. 1 и 7) На поверхностях сопряжения втулок 1 образуются участки контакта втулок (фиг. 7). В процессе радиального обжатия наборной оболочки 3 и 4 в волоке 5 происходит также уплотнение порошковой шихты 2 во впадинах винтовых канавок К (фиг. 6 и 7) В результате этого между слоями наборной заготовки формируются токове- дущие жилы Ж из материала порошковой шихты (фиг. 6 и 8). Поскольку винтовые канавки на втулках наборной оболочки имеют винтовую форму, та и токоведущие жилы в готовом изделии будут иметь форму винтовой линии, т е. образуют тестированную конфигурацию (фиг. 8). Витки токоведущей жилы Ж будут отделены один от другого участками контакта втулок 1 (фиг 7). В результате пластического удлинения наборной заготовки шаг витков токоведущих жил в готовом изделии будет увеличиваться по отношению к исходному шагу винтовых канавок на втулках,
Для образования твистированных токоведущих жил винтовые канавки К могут быть выг.-./жены как на одной (фиг. 4), так и на обеих (фиг. 5) боковых поверхностях втулки 1 наборной оболочки. При этом необходимо, чтобы сопрягаемая поверхность соседней втулки С была гладкой (фиг. 4 и 5).
Для увеличения количества токоведущих жил в порошковой проволоке нарезка на боковых поверхностях исходных втулок может быть выполнена многозаходной. При этом количество токоведущих жил, формуемых между сопрягаемыми поверхностями втулок, будет равно количеству заходов нарезки. Общее количество токоведущих жил в проволоке
М-с(сМ),
с - количество заходов нарезки винтовых канавок на одной втулке;
d - количество втулок в наборной оболочке.
Для получения твистированной многожильной проволоки с различным направлением закручивания жил следует чередовать направление нарезки винтовых канавок на втулках в слоях наборной оболочки (фиг 3). Такое конструктивное исполнение сверхпроводящей порошковой проволоки позволяет снизить в ней уровень электрических потерь и увеличить тем самым критическую плотность тока.
Пример. Предлагаемый способ опробован в лабораторных условиях при изготовлении сверхпроводящей многожильной твистированной порошковой проволоки. Диаметр проволоки составлял 5 мм, материал оболочки - никель, материал токоведущих жил - высокотемпературная сверхпроводящая керамика системы
Оболочку проволоки набирали из трех
вставленных одна в другую без зазора никелевых втулок высотой 50 мм i. На боковых поверхностях втулок предварительно выполняли резьбовые канавки. В процессе набора оболочки из втулок в резьбовые
0 канавки последних вводили порошковую шихту Полученную составную заготовку подвергали шестикратному волочению до диаметра 5 мм.
Геометрические параметры втулок, а
5 также полученных проводов приведены в таблице.
Такую же 4-жильную проволоку получали по способу-прототипу. Для этого никелевую трубку размером 10 х 8 мм и длиной
0 50 мм заполняли порошковой шихтой и подвергали десятипереходному волочению в роликовых волоках. После этого полученную 4-жильную заготовку дополнительно под- вергяли операции скручивания, совмещен5 ного с обжатием
Образцы, полученные по способу-прототипу, атакжеобразцы, полученныепоэкс- перименту № 3 (см. таблицу), подвергали термической обработке по следующем ре0 жиму: нагрев до 900-950°С на воздухе и охлаждение в печи. После этого производили измерение критической плотности тока в образцах при температуре 77-80 К в нулевом магнитном поле и в магнитном поле
5 величиной 1 Тл.
Для образцов, полученных по способу- прототипу, и в результате эксперимента Мг 3 критическая плотность тока соответственно составила: в нулевом магнитном поле 0 96 и 121 А/см2 и в магнитном поле 1 Тл - 5 и 8 А/см2.
Таким образом, использование предлагаемого способа позволяет существенно упростить технологию изготовления
5 многожильных твистированных сверхпроводников за счет исключения операции тви- стирования, а также повысить качество проводника посредством снижения в нем электрических потерь.
0Формула изобретения
1. Способ изготовления многожильной порошковой проволоки, включающий заполнение порошковой шихтой оболочки и последующую деформацию полученной за5 готовки, отличающийся тем. что, с целью повышения качества поверхности проволоки и упрощения технологии изготовления, оболочку набирают в несколько слоев из последовательно вставляемых втулок с винтовыми канавками на одном из
боковых контактных поверхностей заполняют порошковой шихтой последовательно винтовые каналы по мере их образования и далее полученную заготовку подвергают деформации через монолитную волоку
2. Способ поп 1,отличающийся тем, что на боковой поверхности втулок выполняют многозаходные канавки.
3 Способ по пп 1 и 2, отличаю щи й- с я тем, что направление винтовых канавок на боковой поверхности соседних втулок противоположно
А Способ по пп 1-3, отличающий- с я тем, что винтовые канавки выполняют дополнительно на второй контактной поверхности втулок
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления цилиндрических электропроводящих катушек и устройство для его осуществления | 1990 |
|
SU1817145A1 |
| Способ изготовления цилиндрических электропроводящих катушек | 1990 |
|
SU1823014A1 |
| СВЕРХПРОВОДЯЩИЙ КАБЕЛЬНЫЙ ПРОВОД (ВАРИАНТЫ) | 1994 |
|
RU2099806C1 |
| СПОСОБ ПОЛУЧЕНИЯ ПЛОСКОГО СВЕРХПРОВОДНИКА | 2000 |
|
RU2207641C2 |
| СПОСОБ ПОЛУЧЕНИЯ ДЛИННОМЕРНЫХ ВЫСОКОТЕМПЕРАТУРНЫХ ПРОВОДОВ | 1998 |
|
RU2153724C1 |
| СПОСОБ ПОЛУЧЕНИЯ КОМПОЗИЦИОННЫХ ВЫСОКОТЕМПЕРАТУРНЫХ СВЕРХПРОВОДЯЩИХ ИЗДЕЛИЙ | 1999 |
|
RU2158977C1 |
| Способ изготовления порошковой проволоки и устройство для его осуществления | 1990 |
|
SU1780925A1 |
| СПОСОБ ПОЛУЧЕНИЯ КОМПОЗИЦИОННЫХ ВЫСОКОТЕМПЕРАТУРНЫХ СВЕРХПРОВОДЯЩИХ ИЗДЕЛИЙ | 1999 |
|
RU2158978C1 |
| СПОСОБ ПОЛУЧЕНИЯ ВЫСОКОТЕМПЕРАТУРНЫХ СВЕРХПРОВОДНИКОВ НА ОСНОВЕ ДИБОРИДА МАГНИЯ | 2004 |
|
RU2290708C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ МНОГОЖИЛЬНОГО ПОСТОЯННОГО МАГНИТА | 2023 |
|
RU2819465C1 |
Изобретение относится к волочильному производству и касается изготовления порошковой многожильной проволоки. Цель изобретения - повышение качества поверхности и упрощение технологии изготовления, Способ изготовления многожильной порошковой проволоки состоит в том, что набирают оболочку в несколько слоев из последовательно вставляемых втулок с винтовыми канавками на одной из боковых контактных поверхностей, заполняют порошковой шихтой последовательно винтовые каналы по.мере их образования и далее полученную заготовку подвергают деформации через монолитную волоку. Дополнительно на боковой поверхности втулок выполняют многозаходные канавки. Кроме того, направление винтовых канавок на боковой поверхности соседних втулок противоположно. Кроме того, винтовые канавки выполняют дополнительно на второй контактной поверхности втулок. 3 з. п. ф-лы, 8 ил., 1 табл,
ТЪ же
Т 2 Без резьбы
В Двухзаходоэгя, правая, шаг 2 мм, на наружной поверхности
k To же
12 Без резьбы
8 Двухзаходовач, правая, шаг 2 мм, на наружной поверхности
4 Двухзэходоаая, левая, шаг 2 мм, на наружной поверхности
2 Без резьбы
9 Двухзаходная, правая, шзг 2 мм, на наружной и внутренней поверхности
3 Без резьбы
Фс/г I
Четырехжильный, твистированмый
Четырехжильный, транспонированный, твистирован- ный
Четырехжильный, твистированный
(риг 3
X
t
2
1
Составитель Н.Умнягийй Техред М.Моргентал
Корректор А.Ворович
Редактор Е.Копча
Заказ 2844ТиражПодписное
ВНИИПИ Государственного комитета по изобретениям и открытиям при ГКНТ СССР 113035 Москва, Ж-35, Раушская наб., 4/5
фиг 7
Ж
Ж
фа а. 8
Корректор А.Ворович
| Авторское свидетельство СССР Ne 1608944, кл | |||
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
