Изобретение относится к сварке и может быть использовано при изготовлении труб большого диаметра в случае выполнения сварки одного, двух и более наружных продольных швов.
Целью изобретения является уменьшение расхода металла при производстве труб за счет сокращения длины кратерного участка шва, подлежащего обрези.
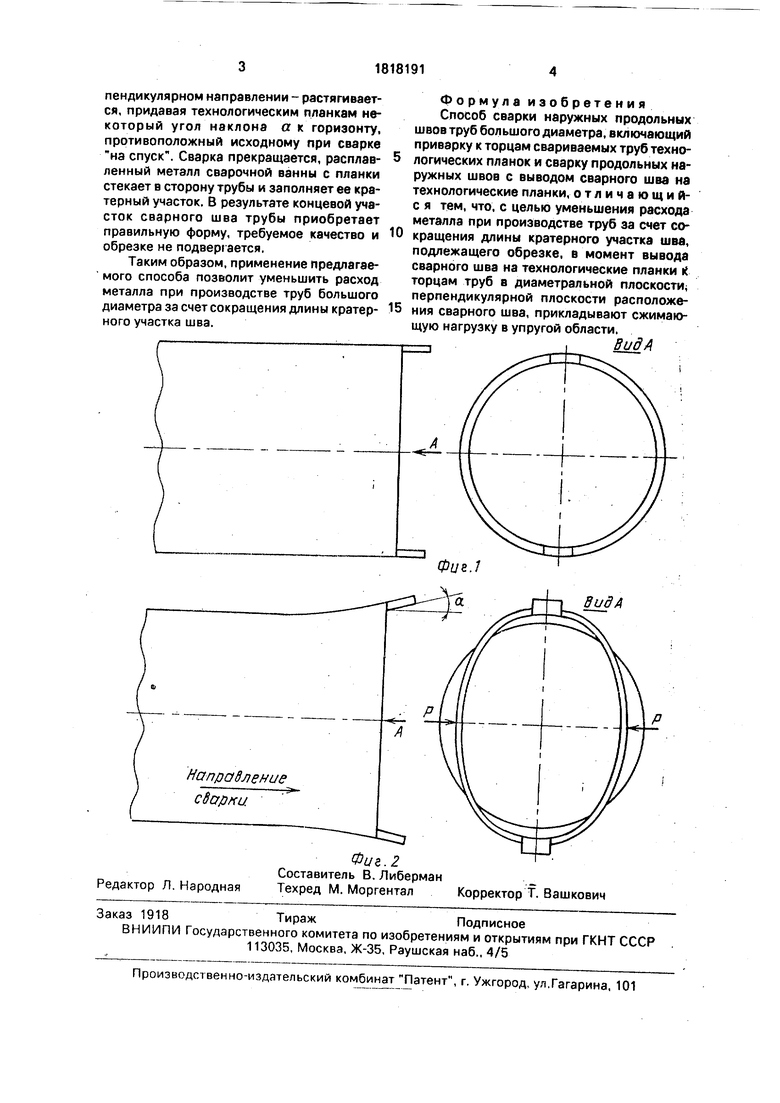
На фиг.1 показана форма трубы с технологическими планками при сварке наружного шва ее средних участков: на фиг.2 - форма трубы в момент вывода сварного шва на технологические планки после приложения сжимающей нагрузки Р.
Реализация предлагаемого способа .осуществляется следующим образом.
Сварка наружного шва средних участков трубы производится обычным образом на пуск, для чего труба располагается под углом к горизонту до 1° за счет наклона рольгангового пути, по которому перемещается труба. При сварке концевого участка трубы и выходе электродов на концевую технологическую планку к торцам трубы в диаметральной плоскости, перпендикулярной плоскости расположения сварного шва, прикладывают сжимающую нагрузку Р в упругой области. Торец трубы в направлении приложения нагрузки Р сжимается, а в пер00
оо чэ
пендикулярном направлении - растягивается, придавая технологическим планкам некоторый угол наклона а к горизонту, противоположный исходному при сварке на спуск. Сварка прекращается, расплавленный металл сварочной ванны с планки стекает в сторону трубы и заполняет ее кра- терный участок. В результате концевой участок сварного шва трубы приобретает правильную форму, требуемое качество и обрезке не подвергается.
Таким образом, применение предлагаемого способа позволит уменьшить расход металла при производстве труб большого диаметра за счет сокращения длины кратер- ного участка шва.
Редактор Л. Народная
Фиг. 2 Составитель В. Либерман Техред М. МоргенталКорректор Т. Вашкович
0
Формула изобретения Способ сварки наружных продольных швов труб большого диаметра, включающий приварку к торцам свариваемых труб технологических планок и сварку продольных наружных швов с выводом сварного шва на технологические планки, отличающий- с я тем, что, с целью уменьшения расхода металла при производстве труб за счет сокращения длины кратерного участка шва, подлежащего обрезке, в момент вывода сварного шва на технологические планки к торцам труб в диаметральной плоскости, перпендикулярной плоскости расположения сварного шва, прикладывают сжимающую нагрузку в упругой области.
ВидА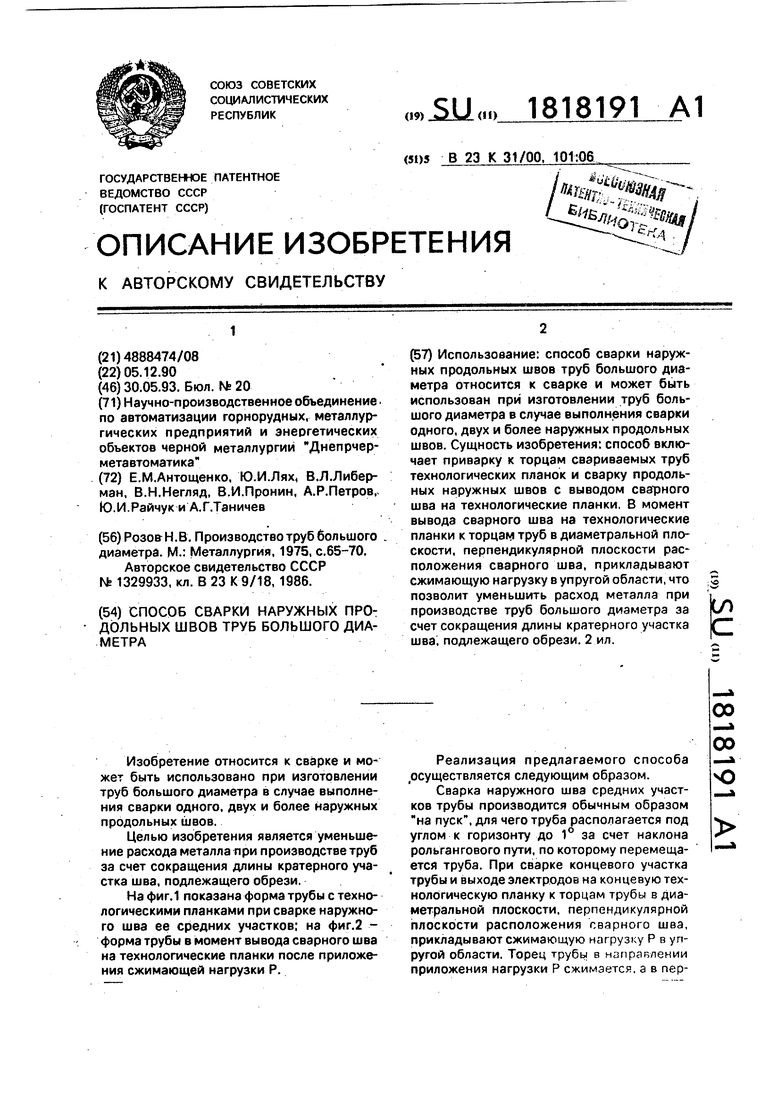
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ сварки внутренних продольных швов труб | 1990 |
|
SU1834773A3 |
| Проходной стан для сварки внутреннего продольного шва труб | 1990 |
|
SU1808438A1 |
| СПОСОБ ПРОИЗВОДСТВА ПРЯМОШОВНЫХ МАГИСТРАЛЬНЫХ ТРУБ | 2013 |
|
RU2522408C1 |
| Способ автоматической дуговой сварки | 1986 |
|
SU1329933A1 |
| СПОСОБ МОНТАЖА УСИЛИВАЮЩЕЙ МУФТЫ НА ДЕФЕКТНЫЙ СТЫК ДЕЙСТВУЮЩЕГО ТРУБОПРОВОДА | 2000 |
|
RU2165345C1 |
| ТЕХНОЛОГИЧЕСКАЯ ЛИНИЯ ДЛЯ ИЗГОТОВЛЕНИЯ СПИРАЛЬНО-ШОВНЫХ ТРУБ ИЗ ОТДЕЛЬНЫХ ЛИСТОВ | 2006 |
|
RU2308339C1 |
| Способ трехдуговой сварки под флюсом прямошовных труб | 1989 |
|
SU1720826A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЭЛЕКТРОСВАРНЫХ ПРЯМОШОВНЫХ ТРУБ БОЛЬШОГО ДИАМЕТРА | 2022 |
|
RU2791999C1 |
| ТЕХНОЛОГИЧЕСКАЯ ЛИНИЯ ДЛЯ ИЗГОТОВЛЕНИЯ СПИРАЛЬНО-ШОВНЫХ ТРУБ ИЗ ОТДЕЛЬНЫХ ЛИСТОВ | 2006 |
|
RU2308338C1 |
| ТЕХНОЛОГИЧЕСКАЯ ЛИНИЯ ДЛЯ ИЗГОТОВЛЕНИЯ СПИРАЛЬНОШОВНЫХ ТРУБ ИЗ ОТДЕЛЬНЫХ ЛИСТОВ | 2006 |
|
RU2320439C2 |
Использование: способ сварки наружных продольных швов труб большого диаметра относится к сварке и может быть использован при изготовлении труб большого диаметра в случае выполнения сварки одного, двух и более наружных продольных швов. Сущность изобретения: способ включает приварку к торцам свариваемых труб технологических планок и сварку продольных наружных швов с выводом сварного шва на технологические планки. В момент вывода сварного шва на технологические планки к торцам труб в диаметральной плоскости, перпендикулярной плоскости расположения сварного шва, прикладывают сжимающую нагрузку в упругой области, что позволит уменьшить расход металла при производстве труб большого диаметра за счет сокращения длины кратерного участка шва. подлежащего обрези. 2 ил. fe
| Розоа Н.В | |||
| Производство труб большого диаметра | |||
| М.: Металлургия, 1975, с.65-70 | |||
| Способ автоматической дуговой сварки | 1986 |
|
SU1329933A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
