Изобретение относится к производству электроизоляционных эмалей, предназначенных для получения термостойкого электроизоляционного покрытия по металлу, и может быть использовано при изготовлении изделий в электростатической промышленности, в частности, в качестве термостойкого электроизоляционного клеящего межвитко- вого покрытия при производстве магнито- проводов из ленточной электротехнической . стали.. .;
Целью изобретения является увеличе- . ние коэффициента линейного термического расширения, повышение удельного электросопротивления, улучшение адгезии ило- вышение эластичности эмалевого покрытия.
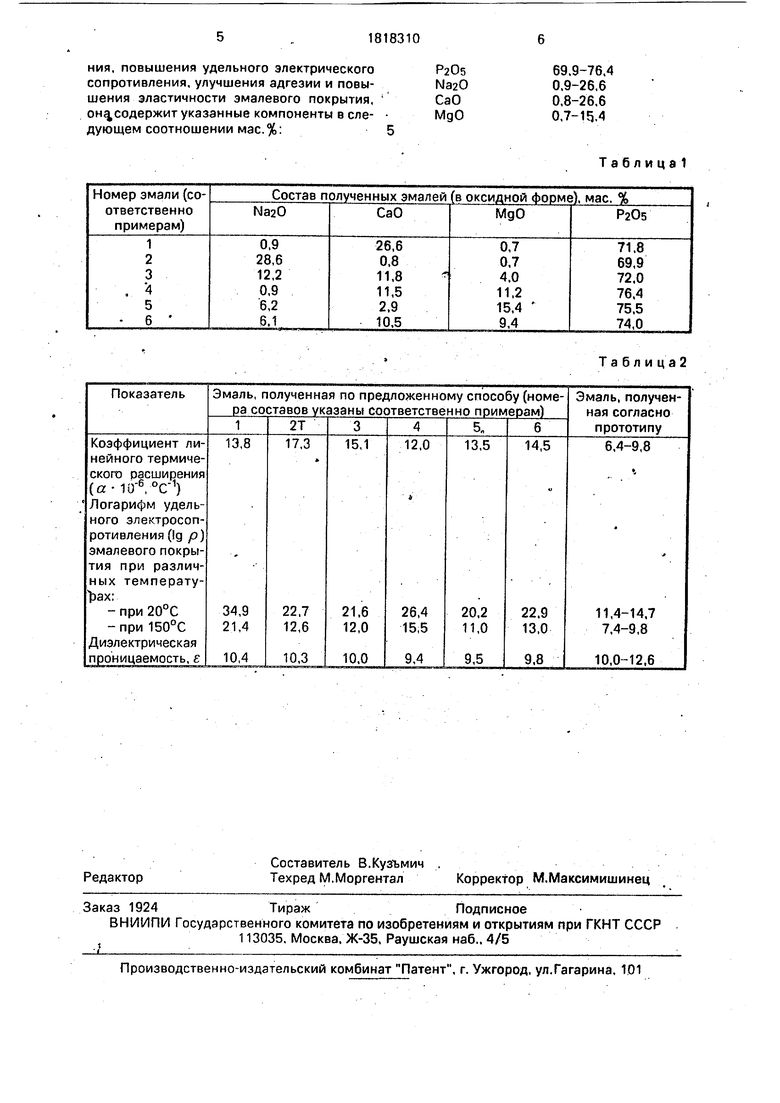
Поставленная цель достигается тем, что . электроизоляционная эмаль содержит указанные компоненты в следующем соотношении, % по массе: N326 0,9-28,6; СаО 0,8-26,6; МдО 0,7-15,4; P20s 69,9-76,4.
На основании экспериментов, выполненных авторами данного изобретения, было установлено, что выбранные пределы
соотношения компонентов являются оптимальными, поскольку в случае их запредельных значений либо не происходит стеклообразования (при уменьшении содержания Na20, СаО, P20s и превышении содержания МдО), либо (при превышении содержания Na20, СаО, P20g и уменьшении содержания МдО) начинается-химическое взаимодействие эмали с подложкой и ухудшение ее механических и электрофизических свойств.
П р и м е р 1. Для получения электроизоляционного эмалевого покрытия путем сливания составляют смесь растворов: 4,0 г 30,1%-ного раствора ацетата натрия квалификации (ч), 127,9 г 32,6%-ного раствора ацетата кальция (ч), 5,0 г 37,6%-ного раствора ацетата магния (ч) и 58,2 г 85%-ной технически чистой ортофосфорной кислоты. Состав полученной эмали приведен в таблице 1, где приведены составы эмалей и из последующих примеров. Затем производят перемешивание на магнитной мешалке в течение 1 мин, наносят раствор на поверхос
00
00
о
ность стальной подложки (ленточная электротехническая сталь марки 34-08 производства Новолипецкого металлургического комбината, - толщина ленты 0,35 мм), предварительно нагретой до 200°С, выдерживают при этой температуре до полного удаления растворителя и оплавляют в электрической печи при 800°С в течение 8 сек. Толщина электроизоляционного эмалевого покрытия, контролируемая методом неразрушающего контроля с помощью прибора МТ-41НЦ, составляла 6-8 мкм.П р и м е р 2. Для получения электроизоляционного эмалевого покрытия путем сливания составляют смесь растворов: 125,5 г 30,1%-го раствора ацетата натрия, 3,9 г 32,6%-ного раствора ацетата кальция, 5,0 г 37,6%-ного раствора ацетата магния и 56,6 г 85-ной ортофосфорной кислоты.
Остальные условия аналогичны указанным в примере 1,
П р и м е р 3. Для получения электроизоляционного эмалевого покрытия путем сливная составляют смесь растворов: 53,5 г 30,1%-ного раствора ацетата натрия, 56,8 г 32,6%-ного раствора ацетата кальция, 28,2 г 37,6%-ного раствора ацетата магния и 58,3 г 85%-ной ортофосфорной кислоты.
Остальные условия аналогичны указанным в примере 1,
П р и м е р 4. Для получения электроизоляционного эмалевого покрытия путем сливания составляют смесь растворов: 4,0 г 20,1%-го-раствора ацетата натрия, 55,3 г 32,6%-ного раствора ацетата кальция, 78,9 г 37,6%-ного раствора ацетата магния и 61,9 г 85%-ной ортофосфорной кислоты.
Остальные условия аналогичны указанным в примере 1.
П р и м е р 5. Для получения электроизоляционного эмалевого покрытия путем сливания составляют смесь растворов: 27,2 г 30,1%-ного раствора ацетата натрия, 14,0 г 32,6%-ного раствора ацетата кальция, 108,5 г 37,6%-ного раствора ацетата магния и 61,2 г 85%-ной ортофосфорной кислоты.
Остальные условия аналогичны указанным в примере 1.
П р и м е р б. Для получения электроизоляционного эмалевого покрытия путем сли- . вания составляют смесь растворов: 26,8 г 30,1%-ного раствора ацетата натрия, 50,5 г 32,6%-ного раствора ацетата кальция, 66,2 г 37,6%-го раствора ацетата магния и 59,9 г 85%-ной ортофосфорной кислоты.
Остальные условия аналогичны указанным в примере 1.
После проведения требуемого по технологии изготовления магнитопроводов отжига образцов ленточной стали с нанесенной
на нее эмалью (всех представленных в примерах составов) в течение даже 30 мин при 820°С (достаточным является 12 мин) эмаль и ее свойство практически не изменились.
Причем, можно отметить, что в данном испытании процесс отжига стальной ленты проводили не при намотанном ее состоянии, как в магнитопроводе, где доступ кислорода воздуха к поверхности эмали между
0 плотно прилегающими друг к другу витками затруднен, а в открытом, развернутом виде, т.е. в самых неблагоприятных для эмали ус- . ловиях.
Как показали эксперименты, известное
5 легкоплавкое покрытие в процессе такого отжига полностью, разрушается.
Эластичность и адгезию оценивали согласно ТУ 21 УССР 726-73 (для эмали Монолит) и по ГОСТ 21427.075, ГОСТ
0 21427.3-75 и ГОСТ 21427.4-78 (для стали электротехнической листовой). Согласно нармам, нанесенное на поверхность ленточной электротехнической стали эмалевое покрытие не должно отслаиваться на наруж- ,
5 ной стороне при изгибе ленты на 90° вокруг оправки диаметром 20 мм; допускаются трещины в местах сгиба. Эмаль состава согласно данному изобретению не отслаивается и не образует трещин при загибе ленты даже
0 вокруг оправки диаметром 10 мм, что пока- зано в табл. 1.
Свойства эмалей, полученных согласно изобретению и прототипу, - удельное электросопротивление (Igp) при различных тем5 пературах, диэлектрическая проницаемость (е) - по Аппену для температуры 20°С при частоте 4,5 108 Гц, и коэффициент линей- ного термического расширения приведены в табл. 2. Как следует из табл. 2 и других результатов испытаний, предлагаемая эмаль при практически равновеликой, как у известной эмали, относительно малой величине диэлектрической проницаемости е, соответствующей изоляторным стеклам,
5 имеет значительно более высокое удельное электросопротивление, более высокий коэффициент линейного термического расширения, близкий к КЛТР электротехнической стали, и более высокие показатели по
0 адгезии и эластичности.
По сравнению с известными эмалями данная эмаль не содержит дефицитных материалов, имеет более простые состав и соответственно - технологию производства. /
5 Формула из обретения
Электроизоляционная эмаль, содержащая P20s, NaaO, CaO, MgO, отличающаяся тем, что, с целью увеличения коэффициента линейного термического расшире0
ния, повышения удельного электрического сопротивления, улучшения адгезии и повышения эластичности эмалевого покрытия, она,содержит указанные компоненты в следующем соотношении мае. %:
69.9-76.4 0.9-26,6 0,8-26.6 0,7-1,4
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления магнитопроводов из ленточной электротехнической стали | 1990 |
|
SU1717651A1 |
| Коричневая эмаль | 1991 |
|
SU1812165A1 |
| Эмаль | 1990 |
|
SU1815250A1 |
| Эмалевое покрытие для чугуна | 1990 |
|
SU1738769A1 |
| Эмалевый шликер для получения грунтового покрытия | 1989 |
|
SU1701664A1 |
| Фритта для эмалевых покрытий | 1991 |
|
SU1799855A1 |
| ЭМАЛЬ | 1993 |
|
RU2041174C1 |
| Эмаль | 1988 |
|
SU1824381A1 |
| Способ устранения микродефектов в покрытиях | 1987 |
|
SU1497277A1 |
| Безгрунтовая цветная эмаль для стали | 1990 |
|
SU1763397A1 |
Сущность изобретения; электроизоляционная эмаль содержит следующие компоненты, мас.%: оксид фосфора 69,9-76,4; БФ P20s оксид натрия 0,9-28,6 БФ NaaO; оксид кальция 0,8-26,6 БФ СаО; оксид магния 0,7- 15,4 БФ МдО. Характеристика эмали: КЛТР
Т а б л и ц а 1
Таблица2
| Эмаль для магнитопроводов из электротехнической стали | 1973 |
|
SU576748A1 |
| Переносная печь для варки пищи и отопления в окопах, походных помещениях и т.п. | 1921 |
|
SU3A1 |
| Устройство для сортировки каменного угля | 1921 |
|
SU61A1 |
| Переносная печь для варки пищи и отопления в окопах, походных помещениях и т.п. | 1921 |
|
SU3A1 |
