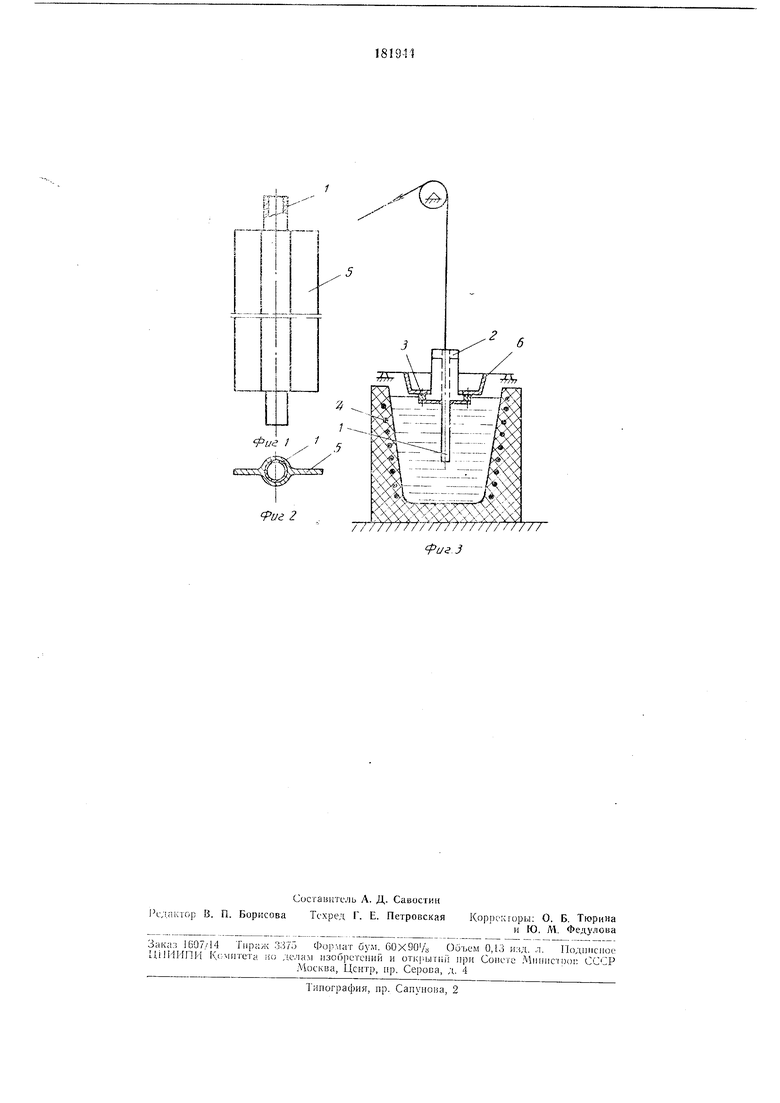
Известны биметаллические радиаторные секции, выполненные из стальных трубок с нрннаянными алюминиевыми штамно анными ребрами. Известны также еиособы изготовления изделий из биметалла, нрн которых металл второго, состава намораживают на металл нервого состава нутем его кристаллизации из жидкого раснлава в вакууме с нредварительным подогревом. Предлагаемый снособ изготовления радиаторной секции из стальной трубки и алюминиевого ребра позволяет повысить качест13о соединения трубки с ребром и производителыюсть. Способ состоит в том, что стальную трубку предварительно хромируют, а ребро намораживают на трубку из расплава кристаллизацией и одновременно формуют его через охлаждаемое чугуиное очко. На фиг. 1 показана радиаторная секция, вид сбоку; на фиг. 2 - то же, понеречный разрез; на фиг. 3 - установка для изготовления секцнн по описываемому способу. Центральная трубка 1 изготовлена из нержавеюшей стали, например марки 1Х18П9Т. Предварительно трубка покрывается слоем гальванически осажденного хрома толщиной 0,01-0,05 мм. Затем на верхнем конце ее гаонтируется затравочное приснособление 2 в виде 1медной пластинки, соответствующей но толнлнне и профилю формуемому алюминиевому ребру. Иижний конец трубки опускается через очко чугуииого поплавка 3 в тигель 4 с расплавленным алюминием до тех пор, пока калибровочное очко не коснется поверхностн расплава. Очко в понлавке имеет форму, соотиетствующую профилю ребер. После этого трубка поднимается нз ванн) со скоростью 5 м1час. Прн этом алюминий крпстал.тизуется на трубке, образ я -ребра 5, которые охлаждаются воздухо: 1, нодаваемым через раснределительпое устройство 6. П р е д м е т и з о б р е т е н н я Способ изгоговлепня раднаторной секции из стальной трубки и ребра, отличающийся тем, что, с цельюповышения качества соединения трубки с ребром, стальиую трубку подвергают предварительно гальваническому хромированию, а ребро образуют путем намораживания из расплава ц одновременной калибр01 кн через охлаждаемое чугунное очко.
иг 2
///
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ обработки давлением заготовок, имеющих сечение правильного многоугольника | 1991 |
|
SU1793988A3 |
| УСТРОЙСТВО В КАПСУЛЬНОМ ГЕНЕРАТОРЕ | 1996 |
|
RU2159493C2 |
| УСТРОЙСТВО ДЛЯ ИЗМЕРЕНИЯ ТЕХНОЛОГИЧЕСКИХ ПАРАМЕТРОВ РАСПЛАВОВ СТАЛИ С ОДНОВРЕМЕННЫМ ОТБОРОМ ПРОБЫ | 2017 |
|
RU2672646C1 |
| КАТОДНОЕ УСТРОЙСТВО АЛЮМИНИЕВОГО ЭЛЕКТРОЛИЗЕРА | 2021 |
|
RU2770602C1 |
| Способ изготовления поддона с кюмпельным углублением | 1989 |
|
SU1668015A1 |
| Способ изготовления монолитных заготовок путем намораживания | 1987 |
|
SU1700074A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ОТЛИВОК ИЗ ЧЕРНЫХ И ЦВЕТНЫХ МЕТАЛЛОВ | 1992 |
|
RU2048955C1 |
| ЦЕНТРОБЕЖНАЯ УСТАНОВКА ДЛЯ ПОЛУЧЕНИЯ ЛИТЫХ МАТЕРИАЛОВ МЕТОДАМИ ЦЕНТРОБЕЖНОГО СВС-ЛИТЬЯ | 2023 |
|
RU2814351C1 |
| УСТРОЙСТВО ДЛЯ ФОНОВОГО УЛЬТРАЗВУКОВОГО ВОЗДЕЙСТВИЯ НА ПРОЦЕСС ТВЕРДЕНИЯ МИНЕРАЛЬНОГО ВЯЖУЩЕГО МАТЕРИАЛА | 2014 |
|
RU2562354C1 |
| СПОСОБ ПОЛУЧЕНИЯ КОМПОЗИЦИОННОГО МАТЕРИАЛА И ИЗДЕЛИЯ ИЗ НЕГО | 2021 |
|
RU2776244C1 |