Изобретение относится к обработке металлов давлением, а точнее к конструкциям ножниц для резки металлического листового проката.
Целью изобретения является повышение экономичности гидравлических ножниц и надежности путем уменьшения их весовых параметров, общего количества цилиндров и ликвидации перекоса прижимной балки.
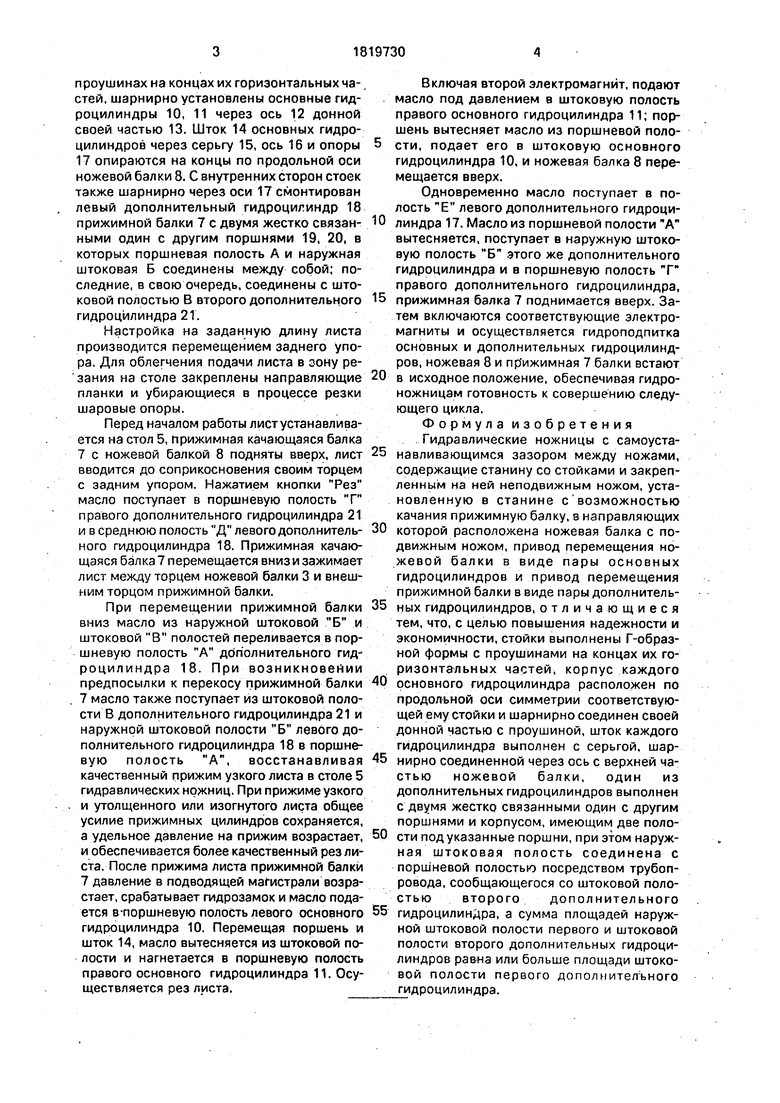
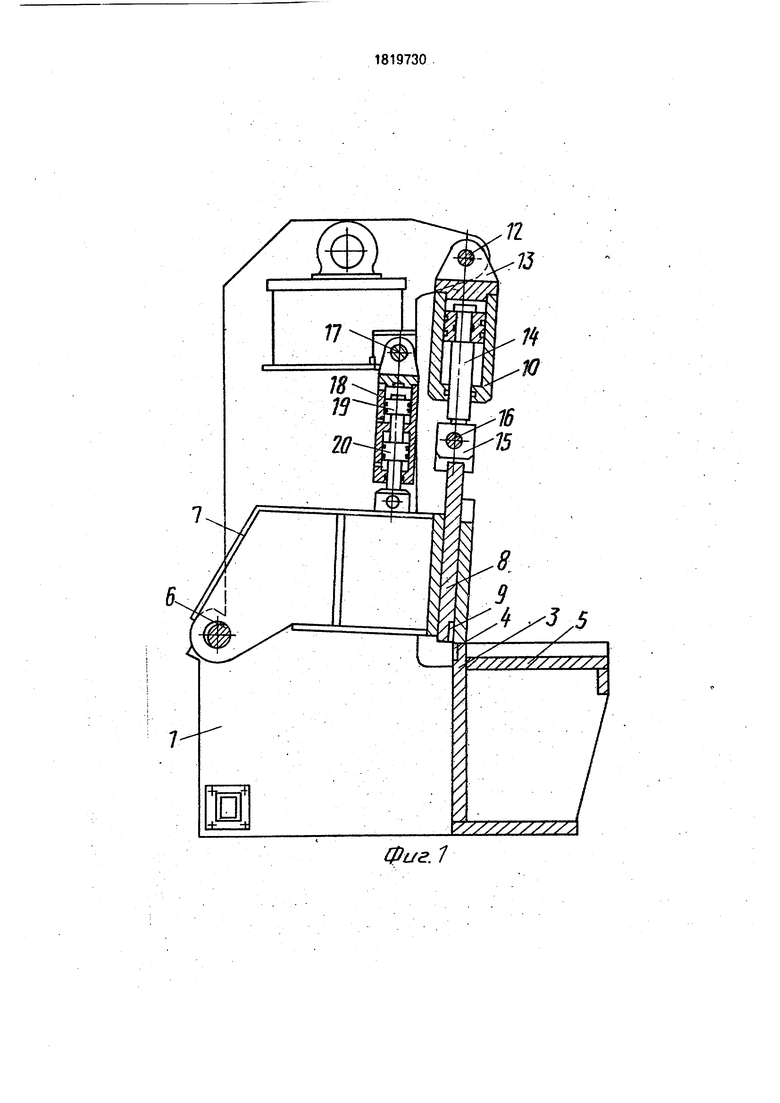
На фиг. 1 изображены гидравлические ножницы с самоустанавливающимся зазором между ножами, вид сбоку, на фиг.2- то же, вид спереди.
Гидравлические ножницы с самоустанавливающимся зазором между ножами содержит станину 1 с левой 2 и правой 3 стойками Г-образной формы, соединенными между собой ножевой балкой с установленным на ней ножом 4. К ножевой балке 3 приварен стол 5 для установки разрезаемого листа. На станине 1 через эксцентриковые оси 6 смонтирована прижимная качающаяся балка 7. в направляющих которой расположена ножевая балка 8 с прикрепленным к ней подвижным ножом 9. По осям левой 2 и правой. 3 стоек станины, в
00
VI
СА О
роушинах на концах их горизонтальных чатей, шарнирно установлены основные гидоцилиндры 10, 11 через ось 12 донной воей частью 13. Шток 14 основных гидроилиндров через серьгу 15, ось 16 и опоры 17 опираются на концы по продольной оси ножевой балки 8. С внутренних сторон стоек акже шарнирно через оси 17 смонтирован левый дополнительный гидроцигиндр 18 прижимной балки 7 с двумя жестко связанными один с другим поршнями 19. 20, в которых поршневая полость А и наружная штоковая Б соединены между собой; последние, в свою очередь, соединены с што- ковой полостью В второго дополнительного гидроцйлиндра 21.
Настройка на заданную длину листа производится перемещением заднего упора, Для облегчения подачи листа в зону резания на столе закреплены направляющие планки и убирающиеся в процессе резки шаровые опоры.
Перед началом работы лист устанавливается на стол 5, прижимная качающаяся балка 7 с ножевой балкой 8 подняты вверх, лист вводится до соприкосновения своим торцем с задним упором. Нажатием кнопки Рез масло поступает в поршневую полость Г правого дополнительного гидроцилиндра 21 и в среднюю полость Д левого дополнительного гидроцилиндра 18. Прижимная качающаяся балка 7 перемещается вниз и зажимает лист между торцем ножевой балки 3 и внешним торцом прижимной балки.
При перемещении прижимной балки вниз масло из наружной штоковой Б и штоковой В полостей переливается в поршневую полость А дополнительного гид- роцилиндра 18. При возникновении предпосылки к перекосу прижимной балки 7 масло также поступает из штоковой полости В дополнительного гидроцилиндра 21 и наружной штоковой полости Б левого дополнительного гидроцилиндра 18 в поршневую полость А, восстанавливая качественный прижим узкого листа в столе 5 гидравлических ножниц. При прижиме узкого и утолщенного или изогнутого листа общее усилие прижимных цилиндров сохраняется, а удельное давление на прижим возрастает, и обеспечивается более качественный рез листа. После прижима листа прижимной балки 7 давление в подводящей магистрали возрастает, срабатывает гидрозамок и масло подается в-поршневую полость левого основного гидроцилиндра 10. Перемещая поршень и шток 14, масло вытесняется из штоковой полости и нагнетается в поршневую полость правого основного гидроцилиндра 11. Осуществляется рез листа.
Включая второй электромагнит, подают масло под давлением в штоковую полость правого основного гидроцилиндра 11; поршень вытесняет масло из поршневой полости, подает его в штоковую основного гидроцилиндра 10, и ножевая балка 8 перемещается вверх.
Одновременно масло поступает в полость Е левого дополнительного гидроцилиндра 17. Масло из поршневой полости А вытесняется, поступает в наружную штоковую полость Б этого же дополнительного гидроцилиндра и в поршневую полость Г правого дополнительного гидроцилиндра,
5 прижимная балка 7 поднимается вверх. Затем включаются соответствующие электромагниты и осуществляется гидроподпитка основных и дополнительных гидроцилиндров, ножевая 8 и пр ижимная 7 балки встают
0 в исходное положение, обеспечивая гидроножницам готовность к совершению следующего цикла.
Формул а из о бретени я .Гидравлические ножницы с самоуста5 навливающимся зазором между ножами, содержащие станину со стойками и закрепленным на ней неподвижным ножом, установленную в станине с возможностью качания прижимную балку, в направляющих
0 которой расположена ножевая балка с подвижным ножом, привод перемещения ножевой балки в виде пары основных гидроцилиндров и привод перемещения прижимной балки в виде пары дополнитель5 ных гидроцилиндров, отличающиеся тем, что, с целью повышения надежности и экономичности, стойки выполнены Г-образ- ной формы с проушинами на концах их горизонтальных частей, корпус каждого
0 основного гидроцилиндра расположен по продольной оси симметрии соответствующей ему стойки и шарнирно соединен своей донной частью с проушиной, шток каждого гидроцйлиндра выполнен с серьгой, шар5 нирно соединенной через ось с верхней частью ножевой балки, один из дополнительных гидроцилиндров выполнен с двумя жестко связанными один с другим поршнями и корпусом, имеющим две поло0 сти под указанные поршни, при этом наруж- ная штоковая полость соединена с поршневой полостью посредством трубопровода, сообщающегося со штоковой полостью второго дополнительного
5 гидроцилиндра, а сумма площадей наружной штоковой полости первого и штоковой полости второго дополнительных гидроцилиндров равна или больше площади штоковой полости первого дополнительного гидроцилиндра.
| название | год | авторы | номер документа |
|---|---|---|---|
| ГИДРАВЛИЧЕСКИЕ НОЖНИЦЫ ДЛЯ РЕЗКИ ЛИСТОВОГО МАТЕРИАЛА | 1991 |
|
RU2005582C1 |
| Гидравлические ножницы для резки листового материала | 1976 |
|
SU632504A1 |
| МАШИНА ДЛЯ МЕХАНИЧЕСКОЙ ОБРАБОТКИ КОЖ | 1992 |
|
RU2065882C1 |
| Устройство для многооперационной металлообработки | 1987 |
|
SU1505778A1 |
| УЧАСТОК РЕЗКИ ЛИСТОВОГО МЕТАЛЛА | 1991 |
|
RU2021081C1 |
| Гидропривод листовых ножниц | 1988 |
|
SU1593797A1 |
| Ножницы для резки отходов ленты | 1980 |
|
SU941022A1 |
| "Ножницы листовые с возвратно-поступательным движением наклонного ножа4 | 1976 |
|
SU572973A1 |
| НОЖНИЦЫ ДЛЯ РЕЗКИ ЛИСТОВОГО МАТЕРИАЛА | 2008 |
|
RU2375157C1 |
| ДИСКОВЫЕ НОЖНИЦЫ | 2004 |
|
RU2317180C2 |
Использование: обработка металлов давлением, резка металлического листового проката. Сущность изобретения: гидравлические ножницы содержат станину со стойками Г-образной формы. Неподвижный шток закреплен на станине. Прижимная балка установлена в станине с возможностью качания. В направляющих прижимной балки расположена ножевая балка с подвижным ножом. Корпуса основных гидроцилиндров привода перемещения ножевой балки расположены на продольной оси симметрии соответствующих им стоек и шар- нирно соединены своей донной частью с проушинами на концах горизонтальных частей стоек. Серьга на конце штока каждого основного гидроцилиндра шарнирно соединена через ось с верхней частью -ножевой балки. Привод перемещения прижимной балки выполнен в виде двух дополнительных гидроцилиндров. Один из них выполнен с двумя жестко связанными один с другим поршнями и корпусом, имеющим две полости под указанные поршни. Наружная што- ковая полость этого гидроцилиндра соединенаспоршневой полостью посредством трубопровода, сообщающегося со штоковой полостью второго дополнительного гидроцилиндра. Сумма площадей наружной штоковой полости первого и штоковой полости второго дополнительных гидроцилиндров равна или больше площади штоковой полости первого дополнительного гидроцилиндра. 2 ил. (Л С
фиг.1
Z
с
/
| Устройство для выпрямления многофазного тока | 1923 |
|
SU50A1 |
| Черт | |||
| ЗН, 3718А, Азовское СКВ-КО, 1986. | |||
