(54) НОЖНИЦЫ ДЛЯ РЕЗКИ ОТХОДОВ ЛЕНТЫ
1
Изобретение относится к области обработки металлов давлением, а именно к машиностроению, и может найти применение в штамповочных цехах предприятий различных отраслей народного хозяйства.
Известны ножницы для резки отходов ленты, содержащие станину, корп)с с закрепленным на нем нилсним ножом, траверсу с верхним ножом, связанную с на правляющими колонналМи, перемещаемыми в корпусе посредством основного силового цилиндра I.
В известных ножницах привод подвижного ножа представляет сложное соединение направляющих колонок со щтоком цилиндра, а, кроме того, силовой цилиндр является не стационарным, а при работе ножниц перемещается вниз параллельно самому себе благодаря шарнирной подвеске. Дополнительные связи, щарниры и тому подобные соединения ослабляют жесткость конструкции, а, как следствие, снижается надежность ножниц.
Цель изобретени -повышение надежности ножниц.
Поставленная цель достигается тем, что ножницы для резки отходов ленты, содержащие станину, корпус с закрепленным на нем нижним ножом, траверсу с верхним ножом, связанную с направляющими колоннами, перемещаемыми в корпусе посредством основного силового цилиндра, снабжены поперечиной, жестко связанной с нижними концами направS ляющих колонн, и дополнительным силовым цилиндром, установленным соосно основному силовому цилиндру, прм этом гильзь основного и дополнительного силовых цилиндров жестко смонтированы
10 на корпусе, а их поршни связаны между собой общим щтоком, щарнирно соединенным с поперечиной посредсвом серьги. Корпус выполнен подвижным в направлении подачи отхода ленты.
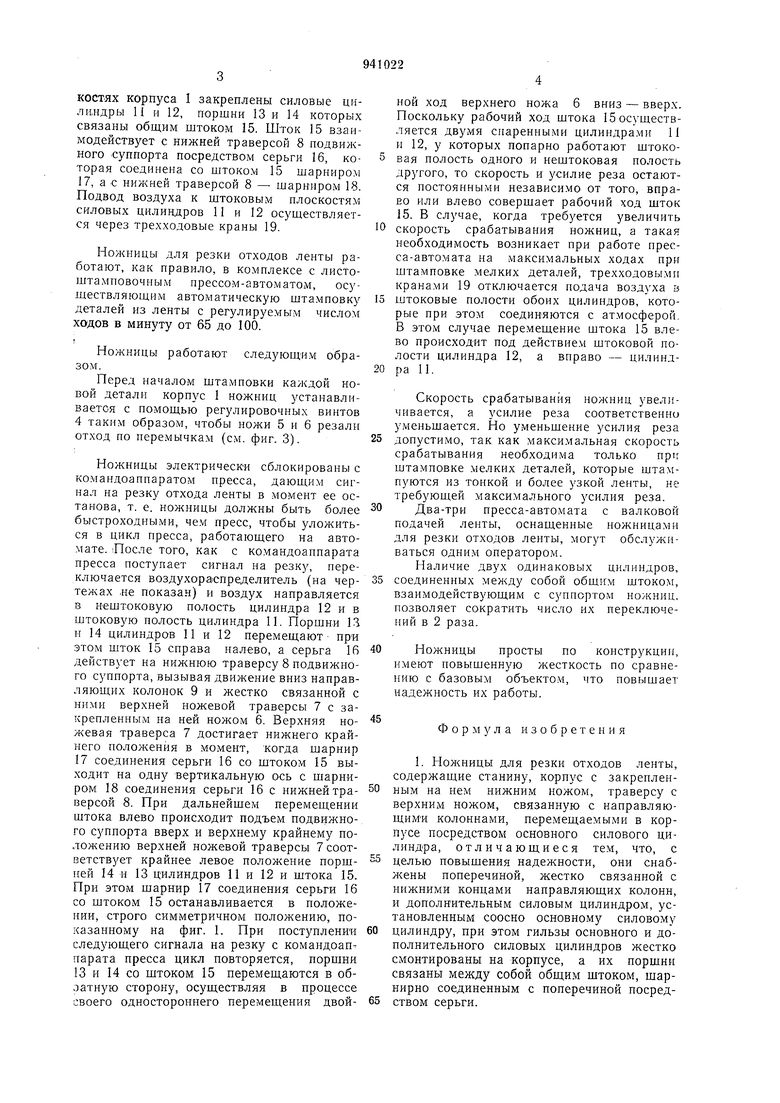
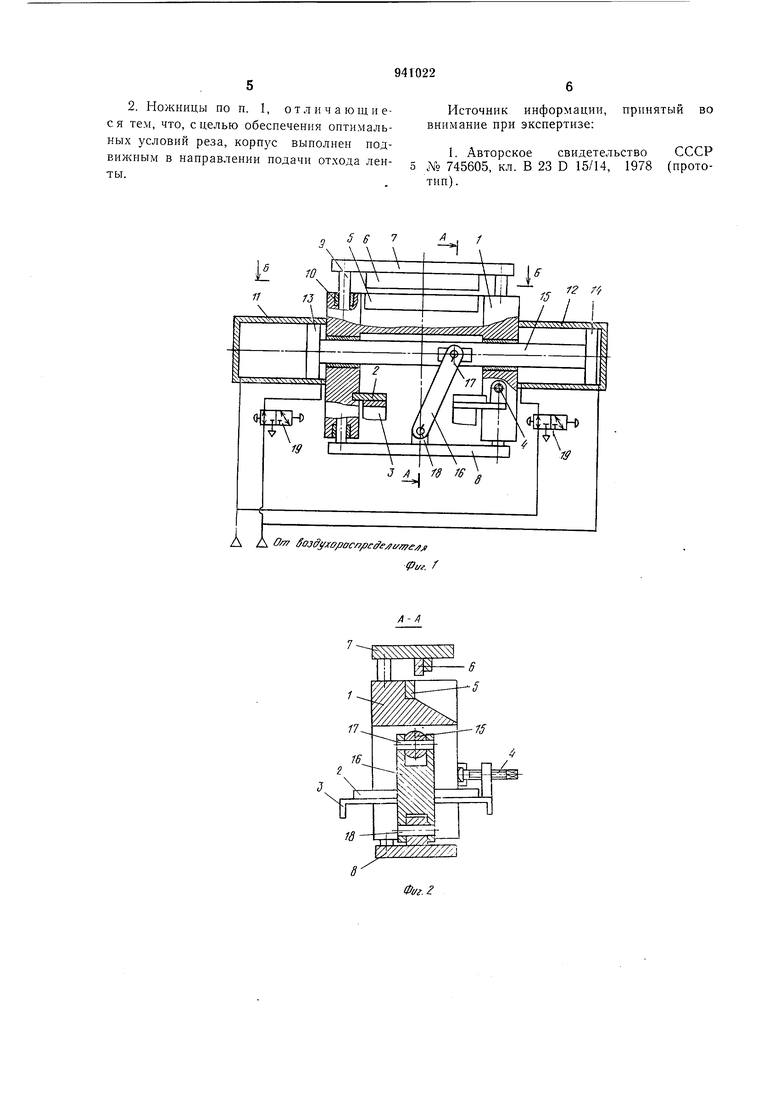
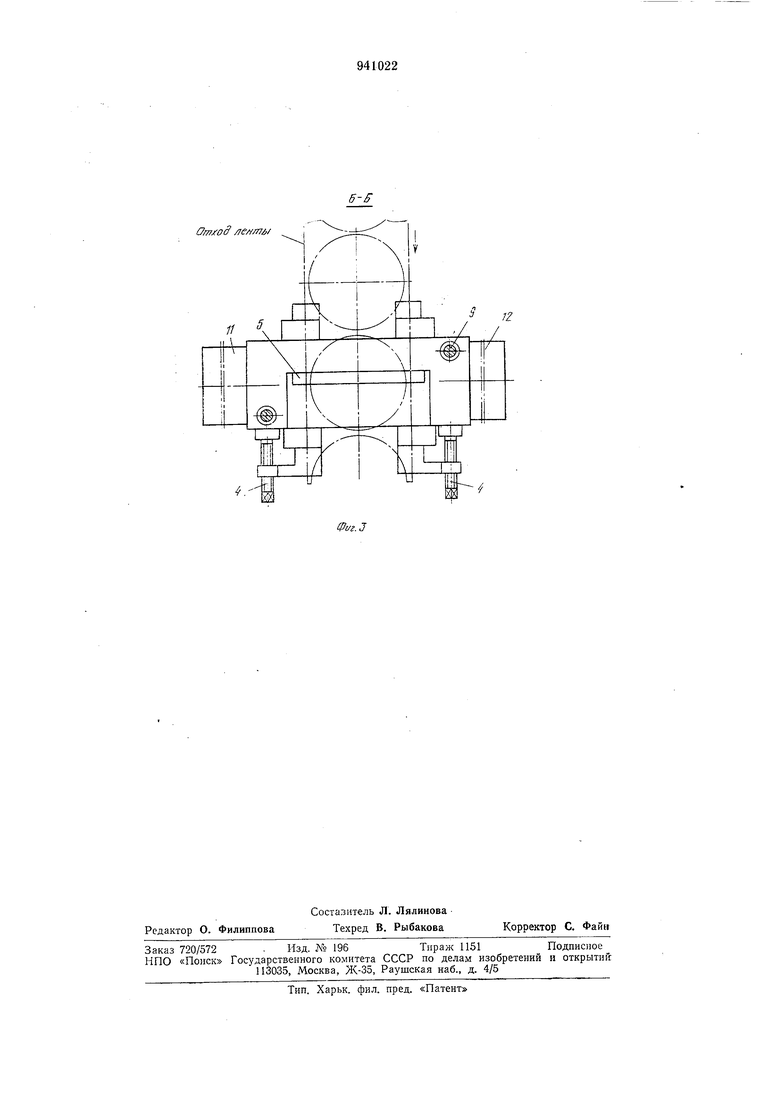
15 На фиг. 1 изобрал ена схема ножниц, основной вид; на фиг. 2 - разрез А-А фиг. 1; на фиг. 3 - разрез Б-Б фиг. 1.
Пожницы для резки отходов ленты со держат корпус 1, подвижный в горизонтальной плоскости по направляющим 2. закрепленным на станине 3. под действием регулировочных винтов 4. На корпусе 1 закреплен нижний нож 5, а верхний нож б закреплен на верхней траверсе 7 подвижного суппорта, представляющего собой жесткую конструкцию, состоящую из верхней ножевой траверсы 7 и нижней траверсы 8, соединенных двумя направляющими шпонками 9, подвижными во втул30 ках 10 корпуса 1. На левой и правой плоскостях корпуса I закреплены силовые цилиндры II и 12, поршни 13 и 14 которых связаны общим штоком 15. Шток 15 взаимодействует с нижней траверсой 8 подвижного суппорта посредством серьги 16, которая соединена со штоком 15 шарниром 17, ас нижней траверсой 8 - шарниром 18. Подвод воздуха к штоковым плоскостям силовых цилиндров 11 и 12 осуществляется через трехходовые краны 19.
Ножницы для резки отходов ленты работают, как правило, в комплексе с листоштамповочным прессом-автоматом, осуществляющим автоматическую штамповку деталей из ленты с регулируемым числом ходов в минуту от 65 до 100.
Ножницы работают следующ им образом.
Перед началом штамповки каждой новой детали корпус 1 ножниц устанавливается с помощью регулировочных винтов 4 таким образом, чтобы 5 и 6 резали отход по перемычкам (см. фиг. 3).
Ножницы электрически сблокированы с командоаппаратом пресса, дающим сигнал на резку отхода ленты в момент ее останова, т. е. ножницы должны быть более быстроходными, че.м пресс, чтобы уложиться в цикл пресса, работающего на автомате. После того, как с командоаппарата пресса поступает сигнал на резку, переключается воздухораспределитель (на чертежах -не показан) и воздух направляется в нештоковую полость цилиндра 12 и в штоковую полость цилиндра 11. Поршни 13 и 14 цилиндров И и 12 перемещают- при этом шток 15 справа налево, а серьга 16 действует на нижнюю траверсу 8 подвижного суппорта, вызывая движение вниз направляющих колонок 9 и жестко связанной с ними верхней ножевой траверсы 7 с закрепленным на ней ножом 6. Верхняя ножевая траверса 7 достигает нижнего крайнего полол ения в момент, когда шарнир 17 соединения серьги 16 со штоком 15 выходит на одну вертикальную ось с шарниром 18 соединения серьги 16 с нижней траверсой 8. При дальнейшем перемещении щтока влево происходит подъем подвижного суппорта вверх и верхнему крайнему полол ению верхней ножевой траверсы 7 соответствует крайнее левое положение поршией 14 и 13 цилиндров 11 и 12 и штока 15. При этом шарнир 17 соединения серьги 16 со штоком 15 останавливается в положении, строго симметричном положению, показанному на фиг. 1. При поступлении следующего сигнала на резку с командоап парата пресса цикл повторяется, поршни 13 и 14 со штоком 15 перемещаются в облатную сторону, осуществляя в процессе своего одностороннего перемещения двойной ход верхнего ножа 6 вниз - вверх. Поскольку рабочий ход штока 15 осуществляется двумя спаренными цилиндрами И и 12, у которых попарно работают штоковая полость одного и нештоковая полость другого, то скорость и усилие реза остаются постоянными независимо от того, вправо или влево совершает рабочий ход шток 15. В случае, когда требуется увеличить
скорость срабатывания ножниц, а такая необходимость возникает при работе пресса-автомата на максимальных ходах при штамповке мелких деталей, трехходовыми кранами 19 отключается подача воздуха в
штоковые полости обоих цилиндров, которые при этом соединяются с атмосферой, В этом случае перемещение штока 15 влево происходит под действием штоковой полости цилиндра 12, а вправо - цилиндра 11.
Скорость срабатывания ножниц увел чивается, а усилие реза соответственно уменьшается. Но уменьшение усилия реза
допустимо, так как максимальная скорость срабатывания необходима только при штамповке мелких деталей, которые штампуются из тонкой и более узкой ленты, не требующей максимального усилия реза.
Два-три пресса-автомата с валковой подачей ленты, оснащенные ножницами для резки отходов ленты, могут обслуживаться одним операторо.м.
Наличие двух одинаковых цилиндров,
соединенных между собой общим штоко.г, взаимодействующим с суппортом ножниц, позволяет сократить число их переключений в 2 раза.
Ножницы просты по конструкции, имеют повышенную жесткость по сравнению с базовым объектом, что повышает надежность их работы.
Формула изобретения
1. Нол ;ницы для резки отходов ленты, содержащие станину, корпус с закрепленным на нем нижним ножом, траверсу с верхним ножом, связанную с направляющими колоннами, перемещаемыми в корпусе посредством основного силового цилиндра, отличающиеся тем, что, с
целью повышения надежности, они снабжены поперечиной, жестко связанной с нижними концами направляющих колонн, и дополнительным силовым цилиндром, установленным соосно основному силовому
цилиндру, при этом гильзы основного и дополнительного силовых цилиндров жестко смонтированы на корпусе, а их поршни связаны между собой общим щтоком, шарнирно соединенным с поперечиной посредством серьги. 56
2. Ножницы по п. 1, отличающие-Источник информации, принятый во
с я тем, что, с целью обеспечения оптималь-внимание при экспертизе:
ных условий реза, корпус выполиеи под-, т-.
в„«„ь,„ ,а„равл.„„„ „„ла,„ отхода лек-, ,,, ВбоТкП 23 оТб,™ (
ТЫ.ч
941022 
| название | год | авторы | номер документа |
|---|---|---|---|
| Ножницы для резки листового и полосового материала | 1980 |
|
SU998005A1 |
| Гибкий производственный модуль для штамповки изделий из ленточного материала | 1989 |
|
SU1713709A1 |
| Гидравлические ножницы с самоустанавливающимся зазором между ножами | 1991 |
|
SU1819730A1 |
| Ножницы для резки отходов | 1979 |
|
SU804245A1 |
| Летучие ножницы | 1982 |
|
SU1013139A1 |
| Гидровинтовой пресс-молот | 1978 |
|
SU721338A1 |
| Гидравлические маятниковые ножницы | 1982 |
|
SU1073014A1 |
| Дисковые ножницы | 1984 |
|
SU1186406A1 |
| П. Ф. В. М. Горюнов и Б. Г. Клаванский, „-.^.T-~v '" ' ;. rt•ri:xr;>&i'^i.'.,.vA,« :клчокомотййjSvX'»^- i'U.iii;^^С;елезШ%врТИ?}- | 1970 |
|
SU282393A1 |
| ГИДРАВЛИЧЕСКИЙ ПРЕСС ДЛЯ ПРОИЗВОДСТВА КИП ИЗ СЕЛЬСКОХОЗЯЙСТВЕННОГО СЫРЬЯ | 1995 |
|
RU2108024C1 |
А
Д О/77 ojffyj(opacf7flffff/7t/me
6 7
/у
. Г 3 А f8 re -НS
г/г. /
Omjfoff ffe/f/n,/
IZ
