Изобретение относится к металлургическому производству и предназначено использования на участках отделки проката прокатных и метизных цехов.
Известен способ удаления окалины и загрязнений поверхности металлической проволоки }, в соответствии с которым натянутая проволока проходит через волоки, имеющие диаметр несколько больший, чем диаметр проволоки, между волоками установлен эксцентриковый кулачок, передающий проволоке колебательные движения. Проволока задевает наружной поверхностью за стенки ролоки и очищается от загрязнений и окалины. Волоки периодически промываются водой под давлением для очистки их от грязи и окалины.
Недостатком этого способа является неэффективность очистки прокатной
окалины и печной окалины малой толщины, имеющей хорошую адгезию к поверхности „ Такая окалина существует в виде спрессованного слоя, плотно прилегающего к металлу. Кроме того, способ позволяет производить очистку только проволоки (а не полос, штрип- сов и др. видов проката).
Наиболее близким техническим решением к изобретению является выбранный в качестве прототипа способ очистки от .окалины гибких металлических заготовок, осуществляемый с помощью непрерывной линии (3), в соответствии с которым на линии сначала производят индукционный нагрев поверхностного слоя заготовки с помощью индукционного нагревательного устройства, а затем механическое удаление окалины на агрегате нехимической очистки.
00
ю чэ о
00
К существенным недостаткам протоипа можно отнести наличие сложной в реализации механической очистки после индукционного нагрева требую- g щей применения окал иноломателя, щеток и ТоДс, неэффективность механической обработки при очистке тонкого, менее 20 микрон, слоя вюстита. Кроме того размер мечения обрабатываемого |Q проката также ограничен„Объясняется это тем, что применять знакопеременный изгиб на окалиноломателях для проката большого сечения крайне затруднительное Экспериментальные иселё- 15 дования процесса очистки проката проведенные в режимах, регламентиро- ванных прототипом, показали низкую эффективность очисткИс При этом эф-- фект очистки особенно снижается при 20 увеличении толщины окалины более 50 микрон
Целью изобретения является повы- шение качества очистки ме.таллопро- .
ката. :.- /: .. ; . : :/-;.-.-. : . - .-.25
Для достижения указанной цели в предлагаемом способе очистки метал- лопроката от окалины его поверхностным слой,. перед- механическим удалением окалины подвергают индукционному 30 нагреву до 1100-1300РС, охлаждают его до 800-900°С, после чего поверхностный слой дополнительно Подвергают микровибрационной обработке с частотой индукционного нагрева . , 35
. . : :
Существенными признаками заявляемого способа, общими с существенными признаками прототипа, являются поверхностный индукционный нагрев . 40 слоя .металла, примыкающего к окалине, v
его .охлаждение и механическое удаление окалины, -.... ...:... . Новыми we существенными признака- ми заявляемого способа, отсутствующи-.45 ми в прототипе, являются температур- ные диапазоны нагрева и охлаждения и
.связанные с ним вид и характер механическои обработки
По имеющимся у заявителя данным, g« в известных решениях отсутствуют признаки, сходные с признаками, которые отличают от прототипа заявляемое техническое решение, что позволяет сделать вывод о его соответствии
55
критерию существенные отличия.
На чертеже схематически изображено устройство для реализации способа.,
0
5
«
5
По заявляемому способу металлопро- кат подвергают индукционному нагреву при помощи токов высокой частоты до 110-1300°С, удаляют верхние слои окалины (гематит и магнетит), охлаждают поверхность до 800-900°t и дополнительно подвергают микровибрационной обработке с частотой индукционного нагрева 0
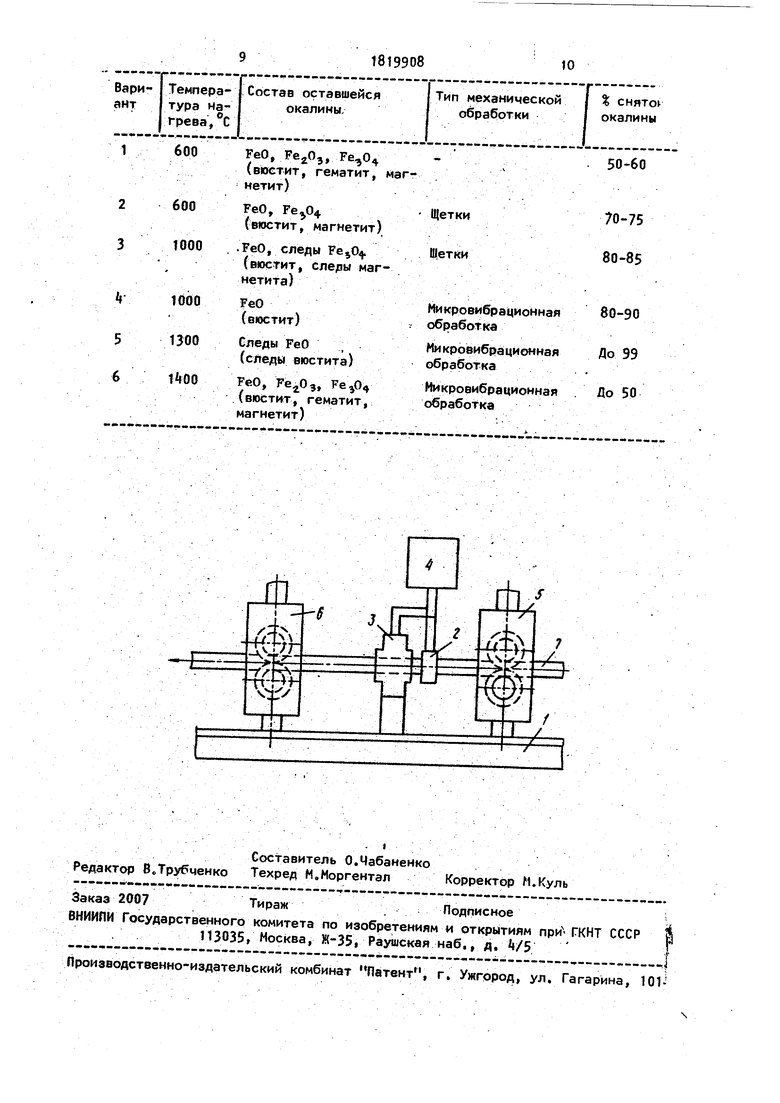
Заявляемый способ очистки металло- проката реализуется, например с по мощью устройства, содержащего раму t% индуктор 2, микровибрационное устройство3, генератор Л, клети 5 и 6 Для транспортировки металлопроката 7
В процессе работы металлопрокат 7 поступает через клеть 5 в зону нагрева, где происходит разогрев металла до 11 00-1 ЗООвС индуктором 2, после чего верхние слои окалины (гематит и магнетит) в результате температурного Деформирования нагретого слоя металла осыпаются, а прокат подвергается охлаждению до 800-900°С и микровиброобработке в устройстве3, например, с помощью пьезокерами- ческих элементов, по выходе из которого металяопрокат захватывается клетью 6 и выводится из устройства. Никровиброрбрабртка производится с частотой индукционного нагрева. При этом удаляется третий Наиболее., пластичный слой - вюстит.
При выборе режимов учитывались особенности термопластической деформации металла и окалины и физические свойства окалины при высоких темпе- -ратурах с последующей эксйеримен- тальной проверкой способа
Предлагаемый способ удаления окалины с поверхности металлс проката основан на явлении пластической деформации двух материалов, имеющих различные теплЬфизическйе свойства и общую границу сопряжения,, Это явление реализуется в результате поверхностного нагрева металла, имеющего на поверхности окалину, токами высокой частотЫо
Как показали лабораторные исследования , в процессе чисто индукционного нагрева поверхностного слоя токами высокой частоты хорошо удаляются, за счет различия коэффициентов линейного расширения, такие фазы ока- j лины, как гематит . и Магнетит I Fej04« Наиболее пластичная фаза вюс-. тйт, как правило, претерпевает эф5фект разрыхления, в толще ее появляется большое количество пор, пустот, из-за чего при наложении внешней динамической нагрузки- например удара, частицы пластичной окалины могут проникать друг в друга, вызывая эффект прессования слоя окалины (Северден- ко В.П., Накушок Е„М., Равин А.Н., Окалина при горячей обработке металлов Давлением. - М„: Металлургия, 1977)с Кроме того, в случае наличия в окалине окислов, легирующих элементов , возможно появление локальных зон с повышенной адгезией окалины к поверхности металла.,
Для повышения эффекта очистки предлагается повысить температуру нагрева слоя окалины до 1100-1300°С0 При этом в результате термопластической деформации будут удалены фазы окалины - гематит и магнетит в процессе нагрева при достижении температур в интервале 600-1ООО9С. При дальнейшем нагреве в интервале ЦОО- со скоростью 0,1-0,2°С/с происходит процесс частичного оплавле- ния слоя вюстита, примыкающего к металлу, при этом из-за очень быстрого нагрева и последующего охлаждения оплавляется очень тонкий слой, порядка 2-3 мкм. Оплавленный слой имеет больший удельный объем, чем исходная фаза, что приводит к разрушению вышерасположенного слоя твердого вюстита. В результате быстрого естественного охлаждения, за счет отвода тепла в более глубокие слои металла, расплавленный слой претерпевает кристаллизацию, причем в слое, граничащем с металлом возникают напряжения сжатия с деформацией сжатия, в результате чего граница раздела металл-вюстит будет не сплош- , ной, возникает так называемый арочный Эффект. Кроме того, в слое вюстита, не претерпевшем оплзвление, при температуре, близкой к температуре плавления окалины, возникает эффект спекания частиц окалины, в результате чего после охлаждения на поверхности металлопроката образуется тонкая, спеченная корочка окалины, слабо связанная с металлом гПерегрев поверхностного слоя свыше 1300tfC приводит к активному вторичному окислению металла и резкому росту слоя окалины т.е. ликвидации эффекта, предшествующего удалению окалины.
086
Нагрев ниже температуры 1100°С оказывается недостаточным для частичного оплавления (спекания) вюстита. В диапазоне 1 ЮЬ00 „ 1300°С происходит оплавление пленки вюститз, примыкающей к металлу,, и спекание разрыхленных чешуек окалины. При последующей микровибрационной обработке поверхности а интервале температур 800-900°С происходит разрушение и удаление вюстита (FeO) и остатков магнетита () и гематита (Fe203) с поверхности металлопроката.
Известно, что наибольшие потери энергии упругой волны, при высокочастотном вибрационном воздействии на материал, происходит на границе раздела двух сред.
При этом в условиях дорезонансно- го режима величина этих потерь пропорциональна мощности и частоте приложенных воздействий. В рассматриваемой системе наиболее выраженной
„
границей раздела двух сред является
граница между металлом и окалиной, где максимально должен проявиться эффект микровибрационного воздействия, приводящий к разрушению по границе и отслоению окалины.
Разрушение и отслоение спеченной окалины методом микровибрационного воздействия как показали лабораторные исследования, наиболее эффективно происходит в диапазоне радиочастот, близких к частотам индукционного нагрева, применяемых в данном способе (ЙОООО Гц). На такой частоте целесообразно всего применять пьезокерамические элементы, причем, с целью упрощения способа и экономии энергии, наиболее технологически рациональным решением является использование той же частоТЬ| при которой производят индукционный нагрев, т. е; с подключением пье- зокерами.ческих элементов к выходному контуру генератора, питающего индуктор.
Интервал температур 800-900°С выбирался, исходя из минимума предела прочности вюстита от температуы при испытании на разрыв (Север- денко В.П., Макушок Е.М0, Гавин А,Н.
Окалина при горячей обработке металлов давлением. - Металлургия, 1977). Ланный температурный диапазон , является оптимальным для удаления вюстита.
Для осуществления нагрева поверх- ности металлопроката при помощи токов высокой частоты можно использовать выпускаемые в СССР генераторы . высокой частоты,
-Микровибрационную обработку с частотой индукционного нагрева возможно произвести при помощи пьезокерамичес- ких элементов с высоким диапазоном перемещения кристалла (до Юм), например пьезокерамичееким элементом на основе титана бария, имеющего высокую твердость
Геометрию и ориентацию пьезокера- мических элементов относительно ме- таллопроката следует подбирать, исхо дя из частоты тока и напряжения на индукторе Во избежание разогрева блока микровибрационной обработки выше 150 С. необходимо применять водяное или воздушное охлаждение (на чертеже не показано)0 С целью исключе- ния разогрева более глубоких слоев металла и соблюдения вышеописанных режимов обработки, нагрев поверхностного слоя необходимо производить то- ками максимально возможной частоты, но не менее 400000 Гц
Выбор указанных в формуле границ ных параметров обусловлен анализом изменения физических свойств окалины в условиях термопластической деформации и плавления,,
В качестве конкретного примера приведем данные лабораторных исследований, проведенных с использованием установки В Г7-1бО/0,44, с частотой Ј 440000 Гц . .
Очистке подвергались цилиндричес- кие образцы диаметром 10 мм из стали 20, 40, 45, имеющие на поверхности прокатную окалину.
Качество очистки поверхности - оценивалось визуально при помощи микро- скопа МИМ-8 после приготовления ме- таллографических шлифов
Температура нагрева металла конт- оолировалась при помощи хромель-ко-
пелевой термопары и оптического пирометра
Параметры экспериментов выбирались в заявленных диапазонах.
Данные всех экспериментов как в соответствии с прототипом (варианты 1-3), так и в соответствии с изобретением (варианты 4-6),приведены в таблице
Из таблицы видно, что предлагаемый способ имеет значительные преимущества по сравнению с прототипом При этом если нагрев производить ниже 11 00°С (вариант 4) или выше (вариант 5), процент удаленной окалины уменьшается В режимах вариантов 4-6 микровибрэцйонная обработка производилась в диапазоне 800-9Р-0°С.
Согласно данным проведённых экспериментов, изобретение в сравнении с прототипом обладает следующими преимуществами:
1) позволяет улучшить процесс очистки металлопроката от окалины, повысить его эффективность, уменьшить количество применяемого оборудо- вания, удешевить процесс очистки;
2) позволяет обрабатывать метал - лопрокат любого сечения
Изобретение не оказывает дополнительного отрицательного влияния на состояние окружающей среды.
Формула и з о б р е т е н и я
Способ очистки металлопроката от окалины, включающий индукционный нагрев поверхностного слоя, его охлаждение и механическое удаление окалины, о т л и ч а ю щ и и с я тем, что, с целью улучшения качества очистки, нагрев поверхностного слоя перед механическим удалением окалины производят до 1100-13000С, а охлаждение до 800-900°С, после чего поверхностный слой дополнительно подвергав ют микровибрационной обработке с частотой индукционного нагрева
FeO, Fe203, Fe,04
(влетит, гематит, Mar
метит)
600
50-60

| название | год | авторы | номер документа |
|---|---|---|---|
| Способ очистки металлопроката от окалины | 1991 |
|
SU1772176A1 |
| СПОСОБ ОБРАБОТКИ ПОВЕРХНОСТИ МЕТАЛЛА | 2005 |
|
RU2304174C1 |
| СПОСОБ ЛАЗЕРНОЙ ОЧИСТКИ МЕТАЛЛИЧЕСКИХ ПОВЕРХНОСТЕЙ ОТ ОКАЛИНЫ | 2023 |
|
RU2812150C1 |
| СПОСОБ ПОЛУЧЕНИЯ ВОДОРОДА ИЗ ВОДЫ | 2012 |
|
RU2521632C1 |
| СПОСОБ ПОЛУЧЕНИЯ ЖЕЛЕЗНОГО ПОРОШКА | 2002 |
|
RU2231420C1 |
| СПОСОБ УДАЛЕНИЯ ОКАЛИНЫ С ПОВЕРХНОСТИ ПЛОСКОГО ПРОКАТА В ЭЛЕКТРОЛИТЕ | 2014 |
|
RU2581957C1 |
| Способ изготовления прутков и проволоки из гафния | 2020 |
|
RU2742176C1 |
| СПОСОБ ПРОИЗВОДСТВА РУЛОНОВ ГОРЯЧЕКАТАНОЙ ТРУБНОЙ СТАЛИ | 2004 |
|
RU2270064C1 |
| СПОСОБ ПОЛУЧЕНИЯ ИЗДЕЛИЙ ИЗ ПОРИСТОГО ДЕМПФИРУЮЩЕГО МАТЕРИАЛА | 2004 |
|
RU2279950C1 |
| СПОСОБ ЭЛЕКТРОЛИТИЧЕСКОЙ ОЧИСТКИ ОТ ОКАЛИНЫ ЛЕНТОЧНОГО ПРОКАТА | 2014 |
|
RU2578623C1 |
Использование: в металлургии, на участках отделки прокатных и метизных цехов„ Сущность изобретения: для улучшения качества очистки перед механическим удалением окалины производят нагрев поверхностного слоя металлопроката до 1100„.1300 С индуктором 2. При этом верхние слои окалины (гематит и магнетит) осыпаются- Затем металлопрокат охлаждают до 800-900°С и подвергают мик- ровиброобработке в устройстве 3, Удаляя третий слой окалины :вюстит. 1 табл., 1 ило
Л
