Изобретение относится к машиностроению, в частности к конвейерному оборудованию.
Для повышения гибкости стыка при прохождении его по роликам и барабанам, повышения долговечности путем снижения концентрации напряжений в местах стыка и сохранения стыком желобчатой формы ленты конвейера вводят прошивку лент поперечными рядами скоб по ширине стыка, располагая проекции скоб на плоскость стыка перпендикулярно продольным кромкам ленты, а длину проекции продольных рядов скоб на продольную ось ленты выполняют не менее длины окружности наружного диаметра приводного барабана конвейера. При этом продольный ряд скоб располагают под углом к продольным кромкам лент, который определяют из соотношения
В 0 arctg
JiD
где В - ширина ленты;
я- число 3,141;
D - наружный диаметр приводного барабана конвейера.
а длину поперечного ряда скоб определяют из соотношения
+
2а
cos ©
где Z - количество поперечных рядов скоб & продольном сечении шва;
h - расстояние между соседними поперечными рядами скоб;
а - расстояние от крайней в поперечном ряду скобы до кромки конца ленты.
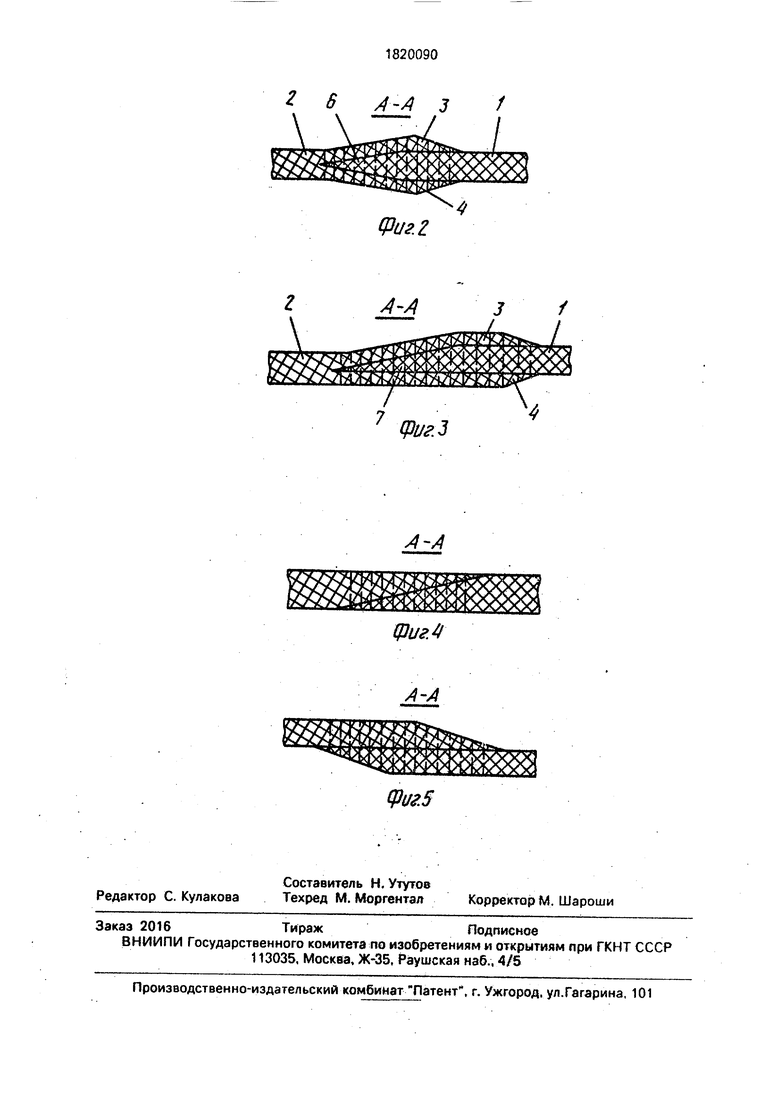
При этом, концы лент хотя бы с одной плоской стороны среза заостряют на клин шириной не менее одной ширины скобы вдоль всего среза ленты.
(/)
С
о
ю
о о ю о
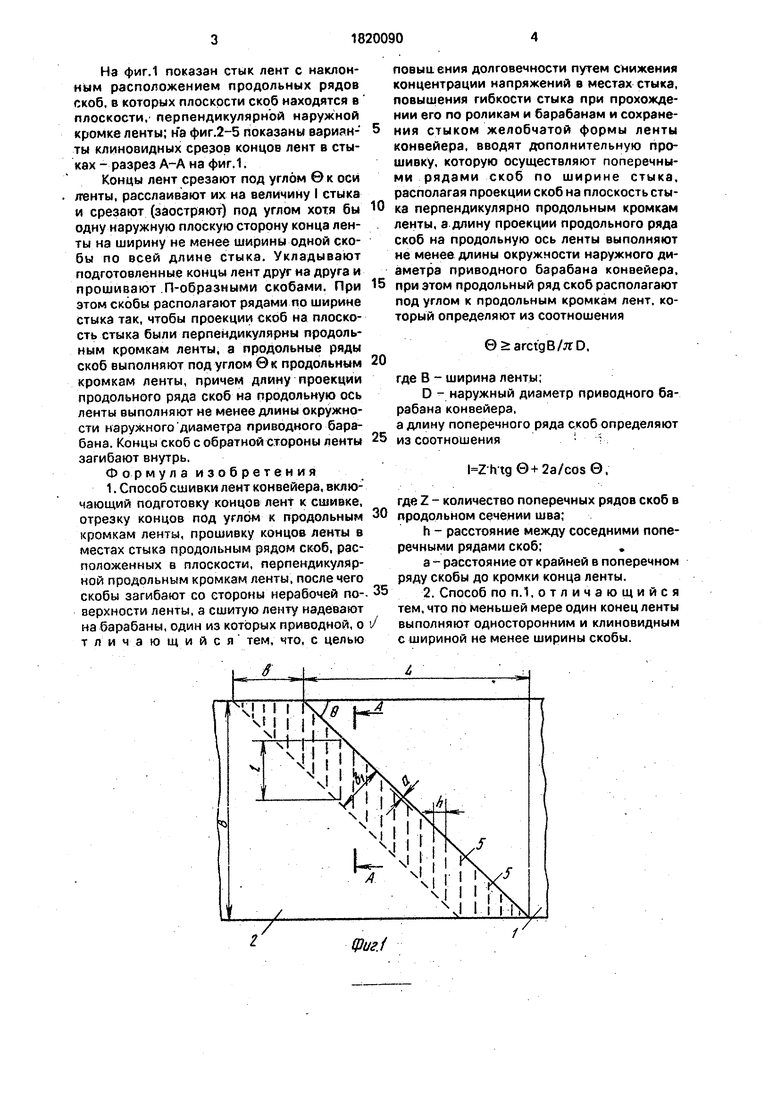
На фиг.1 показан стык лент с наклонным расположением продольных рядов скоб, в которых плоскости скоб находятся в плоскости/ перпендикулярной наружной кромке ленты; на фиг.2-5 показаны вариан- ты клиновидных срезов концов лент в стыках - разрез А-А на фиг.1.
Концы лент срезают под углом © к оси ленты, расслаивают их на величину I стыка и срезают (заостряют) под углом хотя бы одну наружную плоскую сторону конца ленты на ширину не менее ширины одной скобы по всей длине стыка. Укладывают подготовленные концы лент друг на друга и прошивают П-образными скобами. При этом скобы располагают рядами по ширине стыка так, чтобы проекции скоб на плоскость стыка были перпендикулярны продольным кромкам ленты, а продольные ряды скоб выполняют под углом ©к продольным кромкам ленты, причем длину проекции продольного ряда скоб на продольную ось ленты выполняют не менее длины окружности наружного диаметра приводного барабана. Концы скоб с обратной стороны ленты загибают внутрь.
Формула изобретения
1. Способ сшивки лент конвейера, включающий подготовку концов лент к сшивке, отрезку концов под углом к продольным кромкам ленты, прошивку концов ленты в местах стыка продольным рядом скоб, расположенных в плоскости, перпендикулярной продольным кромкам ленты, после чего скобы загибают со стороны нерабочей поверхности ленты, а сшитую ленту надевают на барабаны, один из которых приводной, о т л и ч а ю щ и и с я тем, что, с целью
f
0
5
5
0
5
0
повышения долговечности путем снижения концентрации напряжений в местах стыка, повышения гибкости стыка при прохождении его по роликам и барабанам и сохранения стыком желобчатой формы ленты конвейера, вводят дополнительную прошивку, которую осуществляют поперечными рядами скоб по ширине стыка, располагая проекции скоб на плоскость стыка перпендикулярно продольным кромкам ленты, а длину проекции продольного ряда скоб на продольную ось ленты выполняют не менее длины окружности наружного диаметра приводного барабана конвейера, при этом продольный ряд скоб располагают под углом к продольным кромкам лент, который определяют из соотношения
© агсхдВ/яО.
где В - ширина ленты;
D -. наружный диаметр приводного барабана конвейера,
а длину поперечного ряда скоб определяют из соотношения 1
l Zhtg©+2a/cos 0,
где Z - количество поперечных рядов скоб в продольном сечении шва;
h - расстояние между соседними поперечными рядами скоб;
а расстояние от крайней в поперечном ряду скобы до кромки конца ленты.
2. Способ по п.1,отличающийся тем, что по меньшей мере один конец ленты выполняют односторонним и клиновидным с шириной не менее ширины скобы.
I,
| название | год | авторы | номер документа |
|---|---|---|---|
| ЛЕНТОЧНЫЙ КОНВЕЙЕР С ПОДВЕСНОЙ ЛЕНТОЙ | 2004 |
|
RU2258657C1 |
| КОНВЕЙЕР С ПОДВЕСНОЙ ЛЕНТОЙ | 2004 |
|
RU2258658C1 |
| Устройство для очистки ленты конвейера | 1980 |
|
SU933578A1 |
| СПОСОБ СОЕДИНЕНИЯ КОНВЕЙЕРНЫХ ЛЕНТ | 1996 |
|
RU2100202C1 |
| КОНВЕЙЕР С ПОДВЕСНОЙ ЛЕНТОЙ | 2001 |
|
RU2190568C1 |
| БУРОВОЕ ШАРОШЕЧНОЕ ДОЛОТО | 2012 |
|
RU2623372C2 |
| КРИВОЛИНЕЙНЫЙ КОНВЕЙЕР С ПОДВЕСНОЙ ЛЕНТОЙ | 2001 |
|
RU2207971C2 |
| Крутонаклонный конвейер | 1990 |
|
SU1776246A3 |
| УСТРОЙСТВО ДЛЯ СКЛЕИВАНИЯ ДВУХ ПОЛОТЕН УПАКОВОЧНОГО МАТЕРИАЛА | 2003 |
|
RU2306251C2 |
| АГРЕГАТ ДЛЯ СУШКИ БРИКЕТОВ | 1994 |
|
RU2092755C1 |
Сущность изобретения: продольные ряды скоб в стыке располагают наклонно к продольным кромкам ленты. Угол наклона определяют соотношением © arctgB/яD. где В - ширина ленты; D - наружный диаметр ведущего барабана конвейера, а длину поперечных рядов скоб ограничивают величиной l Z h tg @+2a/cos Э , где Z - число поперечных рядов скоб; - расстояние между поперечными рядами скоб; а - расстояние от крайней скобы до крап ленты, причем длину продольного ряда скоб выполняют не менее длины окружности наружного диаметра приводного барабана конвейера. При этом концы соединяемых лент выполняют клиновидными вдоль плоскости среза шириной не менее одной ширины скобы. 1 з.п. ф-лы, 5 ил.
чт г
| i J-I 11 i
1
/
./,.
/
Фиг.1
Фи г. Z
фигЭ
Щиг.4 А-А
| СПОСОБ СОЕДИНЕНИЯ ПРОРЕЗИНЕННЫХ ТРАНСПОРТЕРНЫХЛЕНТ | 0 |
|
SU330982A1 |
| Солесос | 1922 |
|
SU29A1 |
