Изобретение относится к резинотехнической промышленности и может быть использовано при изготовлении и стыковке резинотканевых конвейерных лент.
Известен способ соединения конвейерных лент, при котором разделывают соединенные кромки лент, выполняя на каждой из них чередующиеся по ширине кромки впадины и выступы со срезом боковых граней выступов под углом 30 - 60o к поверхности ленты, соединяют кромки, укладывая выступы одной из них во впадины другой, и обкладывают место стыка прорезиненной тканью с последующей его опрессовкой [1]
Недостатками способа являются то, что неодновременный срез на обеих стыкуемых кромках ленты боковых граней выступов и впадин с образованием поверхностей, параллельных и в последующем соединяемых между собой, не может обеспечить высокой точности, а в результате достаточной прочности соединения, особенно выполненных клеями холодного отверждения.
Наиболее близким к описываемому по технической сущности и достигаемому результату является способ соединения конвейерных лент, при котором соединяемые кромки сначала укладывают друг на друга со смещением их продольных осей в поперечном направлении, при этом величину смещения продольных осей кромок в поперечном направлении определяют по следующему соотношению δ = h•ctgα, где h толщина ленты, м; a угол среза боковых граней, разделывают соединяемые кромки лент, выполняя на каждой из них чередующиеся по ширине кромки впадины и выступы с одновременным срезом боковых граней выступов обеих кромок под углом 30 -60o к поверхности ленты, соединяют кромки и обкладывают место стыка прорезиненной тканью с последующей его опрессовкой [2]
Недостатком известного способа является то, что на одном из концов стыка вершины выступов первой кромки лежат сверху в вершинах впадины второй кромки, что при изгибе соединения на приводном барабане из-за жесткости ленты приводит к появлению изгибных нормальных напряжений sв, отрывающих вершины выступов от вершин впадин, в результате появляются дополнительные касательные напряжения в связующем слое, способствующие усталостному износу соединения, что приводит к снижению его долговечности.
Технической задачей изобретения является создание такого способа соединения конвейерных лент, в котором новая линия сопряжения граней выступов и впадин позволяет снизить касательные напряжения в связующем элементе на концах стыка и за счет этого повысить долговечность соединения.
Поставленная задача достигается тем, что в способе соединения конвейерных лент, при котором соединяемые кромки сначала укладывают друг на друга со смещением их продольных осей в поперечном направлении, разделывают соединяемые кромки лент, выполняя на каждой из них чередующиеся по ширине кромки впадины и выступы с одновременным срезом боковых граней выступов обеих кромок под углом 30 -60o к поверхности ленты, соединяют кромки и обкладывают место стыка прорезиненной тканью с последующей его опрессовкой, согласно изобретению боковые грани выступов срезают по плоскостям, пересекающимся по линии сопряжения, лежащей под углом к поверхности ленты в плоскости, перпендикулярной ее продольной оси, а сборку стыка производят поочередным соединением срезанных граней выступов одной кромки с соответствующими гранями выступов другой в направлении от одного борта ленты к другому. Это позволяет снизить касательные напряжения в связующем элементе на концах стыка и за счет этого повысить долговечность соединения.
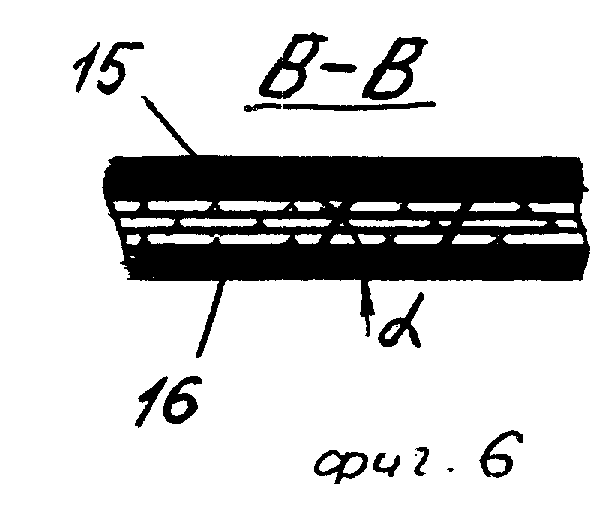
На фиг. 1 изображены стыкуемые кромки ленты, уложенные одна на другую со смещением их продольных осей в поперечном направлении и с наклонным резом обеих кромок ленты; на фиг. 2 разрез А-А на фиг. 1; на фиг. 3 - подготовленные к сборке стыка кромки ленты; на фиг. 4 соединение кромок ленты; на фиг. 5 вид по стрелке Б на фиг. 3; на фиг. 6 разрез В-В на фиг. 4.
Способ осуществляется следующим образом.
При разделке соединяемые кромки 1 и 2 ленты толщиной h и шириной B, состоящей из прокладок 3 рабочей 4 и нерабочей 5 резиновых обкладок, сначала укладывают друг на друга со смещением δ их продольных осей 6 и 7 в поперечном направлении. При этом величину d определяют по следующему соотношению:
d = h•ctgα
где h толщина ленты;
a угол среза боковых граней выступов.
Затем выполняют на каждой из кромок чередующиеся по ширине кромки выступы 8 и впадины 9, при этом выступы на обеих кромках образуют со срезом их боковых граней угол 30 60o к поверхности ленты по плоскостям 10 и 11, пересекающимся по линии сопряжения 12, лежащей под углом к поверхности ленты плоскости, перпендикулярной ее продольной оси 7. Срезанные грани 10 и 11 шерохуют, промазывают клеем и соединяют кромки 1 и 2, при этом сборку стыка производят поочередным соединением срезанных граней 10 выступов 8 кромки 1 с соответствующими гранями 10 выступов 8 кромки 2 в направлении от борта ленты 13 к борту 14. Затем на длине l место стыка зачищают, промазывают клеем поверхности 15 и 16 и обкладывают место стыка прорезиненной тканью 17, прилегающие к ленте поверхности которой также промазываются клеем. Полученное соединение прикатывают для удаления воздушных включений и опрессовывают место стыка.
Пример осуществления способа. Перед разделкой соединяемые кромки четырехпрокладочной ленты с тяговым каркасом на основе ткани ТК-200-2 толщиной 12 мм и шириной 1000 мм укладывали друг на друга со смещением их продольных осей в поперечном направлении. Величина смещения равнялась 12 мм (d = h•ctgα 12•ctg 45o 12 x 1 12 мм). Затем производили наклонный рез под углом 45o к поверхности ленты одновременно обеих кромок с образованием выступов и впадин со срезанными гранями. Затем удаляли элементы, находящиеся между выступами, и перемещали стыкуемые кромки в поперечном направлении до смещения их продольных осей. Образованные поверхности граней выступов на обеих кромках шероховали, промазывали клеем SC-2000 и соединяли, при этом сборку стыка производили поочередным соединением срезанных граней выступов кромок ленты в направлении от одного ее борта к другому. После чего на длине 300 мм соединение зачищали, промазывали клеем SC-2000 поверхности со стороны рабочей и нерабочей обкладок ленты, обкладывали прорезиненной тканью, прилегающие к ленте поверхности которой также промазывали клеем SC-2000. Полученное соединение прокатывали для удаления воздушных включений, после чего стык вулканизировался.
Способ соединения конвейерных лент позволяет повысить долговечности соединения конвейерных лент и в целом эффективность использования ленточных конвейеров.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ соединения конвейерных лент | 1990 |
|
SU1722866A1 |
| Способ соединения конвейерных лент | 1981 |
|
SU994294A1 |
| Способ соединения конвейерных лент | 1983 |
|
SU1106678A1 |
| Способ соединения конвейерных лент | 1983 |
|
SU1085848A2 |
| Способ стыковки многослойных лент | 1980 |
|
SU861094A1 |
| Способ стыковки многослойных лент | 1978 |
|
SU783034A1 |
| СПОСОБ СОЕДИНЕНИЯ ЛЕНТ | 2013 |
|
RU2520862C1 |
| Способ стыковки конвейерных лент | 1991 |
|
SU1803357A1 |
| Соединение концов конвейерной ленты | 1982 |
|
SU1022879A1 |
| Способ стыковки конвейерных лент | 1984 |
|
SU1240614A1 |




Использование: изобретение относится к резинотехнической промышленности и может быть использовано при изготовлении и стыковке резинотканевых конвейерных лент. Сущность изобретения: в способе соединения конвейерных лент боковые грани выступов срезают по плоскостям, пересекающимся по линии сопряжения. Линия сопряжения лежит под углом к поверхности ленты в плоскости, перпендикулярной ее продольной оси. Сборку стыка производят поочередным соединением срезанных граней выступов одной кромки с соответствующими гранями выступов другой в направлении от одного борта ленты к другому. 6 ил.
Способ соединения конвейерных лент, при котором соединяемые кромки сначала укладывают друг на друга со смещением их продольных осей в поперечном направлении, разделывают соединяемые кромки лент, выполняя на каждой из них чередующиеся по ширине кромки впадины и выступы с одновременным срезом боковых граней выступов обеих кромок под углом 30 60o к поверхности ленты, соединяют кромки и обкладывают место стыка тканью с последующей его опрессовкой, отличающийся тем, что боковые грани выступов срезают по плоскостям, пересекающимся по линии сопряжения, лежащей под углом к поверхности ленты в плоскости, перпендикулярной ее продольной оси, а сборку стыка производят поочередным соединением срезанных граней выступов одной кромки с соответствующими гранями выступов другой в направлении от одного борта ленты к другому.
| SU, авторское свидетельство, 994294, кл | |||
| Солесос | 1922 |
|
SU29A1 |
| SU, авторское свидетельство, 1722866, кл | |||
| Солесос | 1922 |
|
SU29A1 |
