Известен способ соединения прорезиненных транспортерных лент, включающий расслаивание соединяемых концов, срезание их под углом и последующую склейку. Однако для получения прочного соединения склейку осуществляют специальными самовулканизирующимися клеями, при этом процесс вулканизации длится не менее 12 час, что вызывает большой простой транспортера.
Для ускорения процесса соединения расслоенные слои срезают .по длине стыка с последовательным чередованием углов наклона реза в смежных слоях. Кроме того, слои по линиям стыка могут быть прошиты скобами.
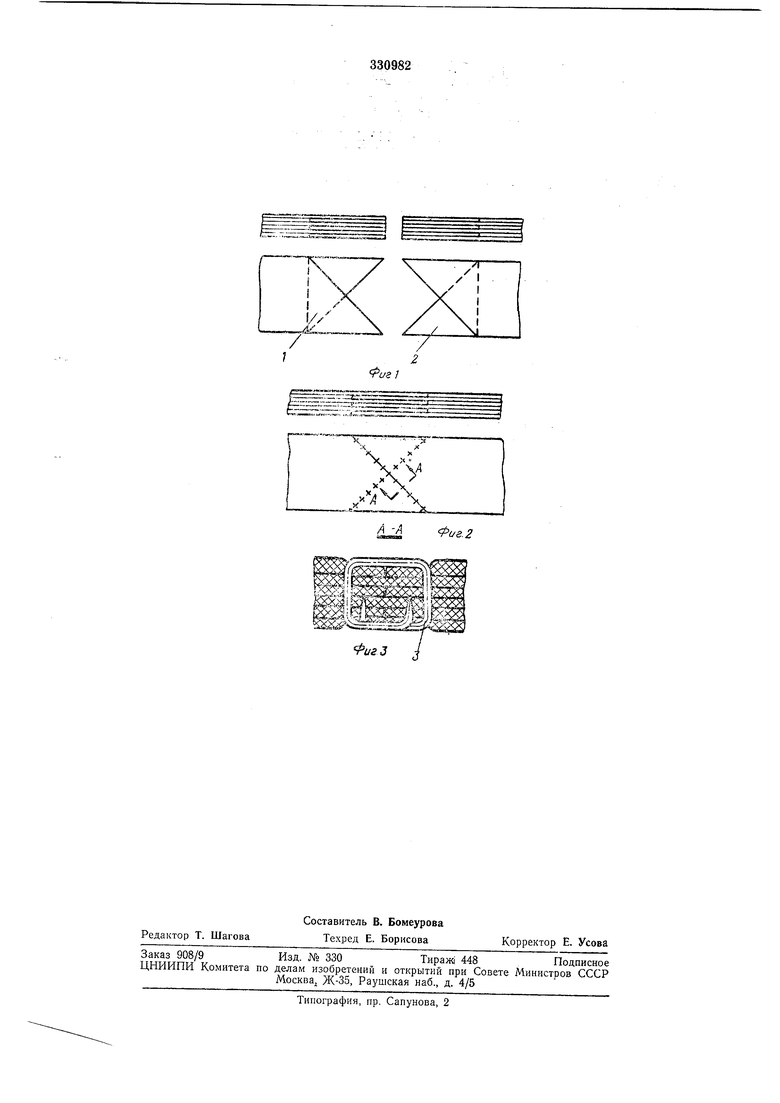
На фиг. 1 показаны концы слоев перед соединением; на фи1Г. 2 - готовое соединение; на фиг. 3 - разрез по А-Л на фиг. 2.
Конец / транспортерной ленты расслаивают на длину стыка я срезают наружный слой под углом на всю длину стыка. Затем срезают лод углом следующий слой также на всю длину, но в другом направлении. Таким образом, срезают все слои с последовательным чередованием углов наклона реза в смежных слоях. Аналогично срезают расслоенные слои конца 2 ленты, причем линии реза одноименных слоев параллельны. При нечетном количестве прокладок в ленте рабочая обкладка разделывается отдельно как самостоятельный слой. Разделенные слои обоих концов зачищают и обезжиривают, а затем послойно склеивают клеелг, например клеем № 88 или другими резиновыми клеями. При склеивании одноименные слои обоих концов стыкуются Между собой по
линии среза. Слои последовательно укладывают один на другой с перекрытием стыков. После склейки соединение прикатывают валиком, а затем для упрочнения соединения слои по линиям стыка прошивают металлическими
скобами. Концы скоб с внутренней стороны ленты загибают внутрь ее. После соединения ленту можно использовать в работе с неполной нагрузкой. Полная нагрузка па ленту .чается после высыхания клея.
15
Предмет изобретения
1.Способ соединения прорезиненных транспортерных лент, включающий расслаивание соединяемых концов, срезание их под углом и последующую склейку, отличающийся тем, что, с целью ускорения процесса соединения, расслоенные слои срезают по длине стыка с последовательным чередованием углов наклона реза в смежных слоях.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ СОЕДИНЕНИЯ КОНВЕЙЕРНЫХ ЛЕНТ | 1996 |
|
RU2100202C1 |
| Способ соединения конвейерных лент | 1981 |
|
SU994294A1 |
| Способ соединения конвейерных лент | 1990 |
|
SU1722866A1 |
| Способ соединения конвейерных лент | 1983 |
|
SU1106678A1 |
| СКРЕБКОВОЕ УСТРОЙСТВО ДЛЯ ОЧИСТКИ ВНУТРЕННЕЙ ПОВЕРХНОСТИ НАСОСНО-КОМПРЕССОРНОЙ ТРУБЫ (ВАРИАНТЫ) | 2013 |
|
RU2529851C1 |
| Способ соединения конвейерных лент | 1983 |
|
SU1085848A2 |
| УСТРОЙСТВО ДЛЯ ОЧИСТКИ ВНУТРЕННЕЙ ПОВЕРХНОСТИ НАСОСНО-КОМПРЕССОРНОЙ ТРУБЫ (ВАРИАНТЫ) | 2013 |
|
RU2527549C1 |
| УСТРОЙСТВО для РАСКРОЯ и стыковки ПРОРЕЗИНЕННОЙ ТКАНИ | 1970 |
|
SU264683A1 |
| СПОСОБ СОЕДИНЕНИЯ ПРОРЕЗИНЕННЫХ КОНВЕЙЕРНЫХ ЛЕНТ | 1967 |
|
SU198981A1 |
| СПОСОБ МЕХАНИЧЕСКОГО СОЕДИНЕНИЯ РЕЗИНОТКАНЕВЫХ КОНВЕЙЕРНЫХ ЛЕНТ | 2014 |
|
RU2608993C2 |
ФигЗ
