Изобретение относится к обработке металлов давлением, в частности ч чистовой обработке элементов деталей, имеющих форму тел вращения. В практике обычно для таких операций используют механическую обработку (фрезерование, долбление или протягивание).
Целью изобретения является расширение технологических возможностей и повышения точности отштампованных деталей за счет центрирования их относительно рабочего инструмента.
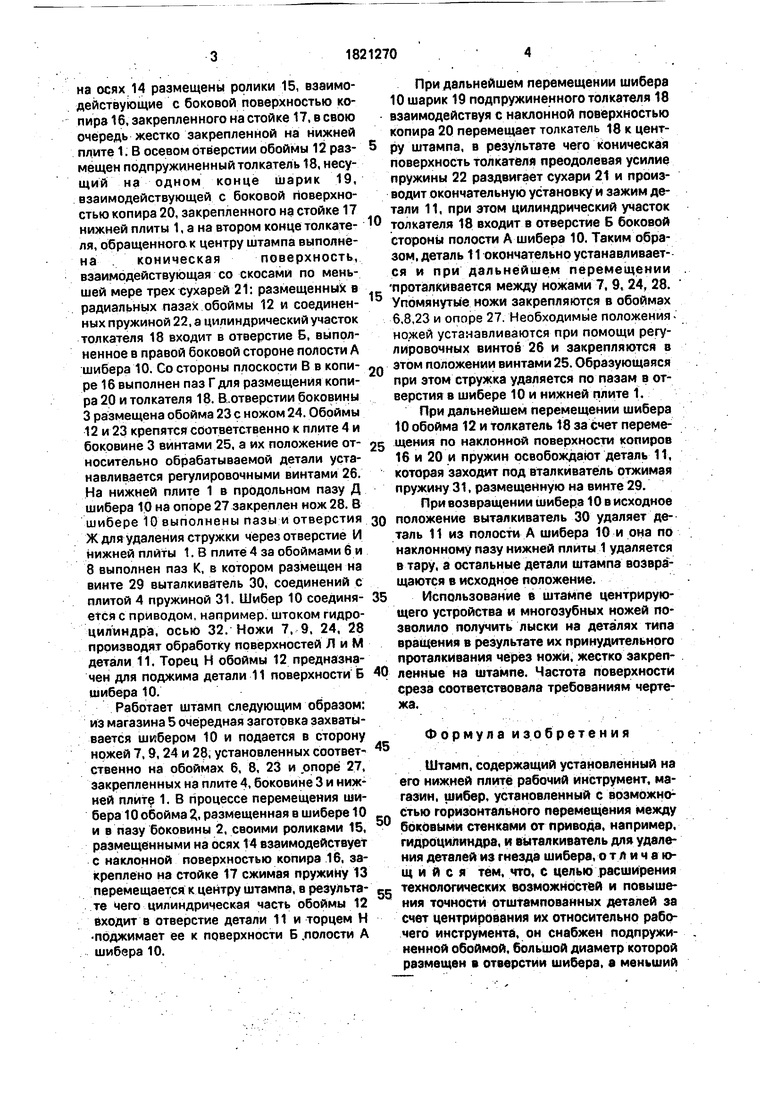
На фиг. 1 изображен штамп, общий вид, (разрез А-А на фиг. 2); на фиг. 2 - вид сверху;
на фиг. 3 - разрез Б-Б на фиг. 2; на фиг. 4 - разрез В-В; на фиг. 5 - обрабатываемая деталь.
Штамп содержит нижнюю плиту 1, на которой между боковыми стенками 2 и 3 под плитой 4, несущей магазин 5, обойму 6 с ножом 7 и обойму 8 с ножом 9, размещен шибер 10 в котором выполнена полость А дли обрабатываемой детали 11.
В левой боковой стенке полости А от шибера 10 выполнено отверстие, в котором размещена обойма 12, соединенная с шибером 10 пружиной 13. На торцевой поверхности обоймы 12 выполнены пазы, в которых
со to
ю
4 О
на осях 14 размещены ролики 15, взаимодействующие с боковой поверхностью копира 16, закрепленного на стойке 17, в свою очередь жестко закрепленной на нижней плите 1. В осевом отверстии обоймы 12 размещен подпружиненный толкатель 18, несущий на одном конце шарик 19, взаимодействующей с боковой поверхностью копира 20, закрепленного на стойке 17 нижней плиты 1, а на втором конце толкателя, обращенного к центру штампа выполнена коническаяповерхность, взаимодействующая со скосами по меньшей мере трех сухарей 21: размещенных в радиальных пазах обоймы 12 и соединенных пружиной 22, а цилиндрический участок толкателя 18 входит в отверстие Б, выполненное в правой боковой стороне полости А шибера 10. Со стороны плоскости В в копире 16 выполнен паз Г для размещения копира 20 и толкателя 18. В.отверстии боковины 3 размещена обойма 23 с ножом 24. Обоймы 12 и 23 крепятся соответственно к плите 4 и боковине 3 винтами 25, а их положение относительно обрабатываемой детали устанавливается регулировочными винтами 26. На нижней плите 1 в продольном пазу Д шибера 10 на опоре 27 закреплен нож 28. В шибере 10 выполнены пазы и отверстия Ж для удаления стружки через отверстие И нижней плиты 1. В плите 4 за обоймами 6 и 8 выполнен паз К, в котором размещен на винте 29 выталкиватель 30, соединений с плитой 4 пружиной 31. Шибер 10 соединяется с приводом, например, штоком гидроцилиндра, осью 32. Ножи 7, 9, 24, 28 производят обработку поверхностей Л и М детали 11, Торец Н обоймы 12 предназначен для поджима детали 11 поверхности Б шибера 10.
Работает штамп следующим образом: из магазина 5 очередная заготовка захватывается шибером 10 и подается в сторону нржей 7,9,24 и 28, установленных соответственно на обоймах 6, 8, 23 и опоре 27, закрепленных на плите 4, боковине 3 и нижней плите 1. В процессе перемещения шибера 10 обойма 2,, размещенная в шибере 10 и в пазу боковины 2, своими роликами 15, размещенными на осях 14 взаимодействует с наклонной поверхностью копира 16, закреплено на стойке 17 сжимая пружину 13 перемещается к центру штампа, в результате чего цилиндрическая часть обоймы 12 входит в отверстие детали 11 и торцем Н поджимает ее к поверхности Б .полости А шибера 10.
При дальнейшем перемещении шибера 10 шарик 19 подпружиненного толкателя 18 взаимодействуя с наклонной поверхностью копира 20 перемещает толкатель 18 к центру штампа, в результате чего коническая поверхность толкателя преодолевая усилие пружины 22 раздвигает сухари 21 и производит окончательную установку и зажим детали 11, при этом цилиндрический участок
толкателя 18 входит в отверстие Б боковой стороны полости А шибера 10. Таким образом, деталь 11 окончательно устанавливается и при дальнейшем перемещении проталкивается между ножами 7, 9, 24, 28. Упомянутые ножи закрепляются в обоймах 6,8,23 и опоре 27. Необходимые положения, ножей устанавливаются при помощи регулировочных винтов 26 и закрепляются в
л этом положении винтами 25. Образующаяся при этом стружка удаляется по пазам в отверстия в шибере 10 и нижней плите 1.
При дальнейшем перемещении шибера 10 обойма 12 и толкатель 18 за счет переме5 щения по наклонной поверхности копиров
16 и 20 и пружин освобождают деталь 11,
которая заходит под вталкиватель отжимая
пружину 31, размещенную на винте 29.
При возвращении шибера 10 в исходное
0 положение выталкиватель 30 удаляет деталь 11 из полости А шибера 10 и она по наклонному пазу нижней плиты 1 удаляется в тару, а остальные детали штампа возвращаются в исходное положение.
5 Использование в штампе центрирующего устройства и многозубных ножей позволило получить лыски на деталях типа вращения в результате их принудительного проталкивания через ножи, жестко закреп0 ленные на штампе. Частота поверхности среза соответствовала требованиям чертежа.
45
Формула изобретения
Штамп, содержащий установленный на его нижней плите рабочий инструмент, магазин, шибер, установленный с Возможно1 стью горизонтального перемещения между боковыми стенками от привода, например, гидроцилиндра, и выталкиватель для удаления деталей из гнезда шибера, о т л и ч аю- щ и и с я тем, что, с целью расширения
технологических возможностей и повышения точности отштампованных деталей за счет центрирования их относительно рабочего инструмента, он снабжен подпружиненной обоймой, большой диаметр которой размещен в отверстии шибера, а меньший
выполнен в виде усеченного конуса, уста-, новленными на нижней плите двумя копирами в виде двух упругих пластин, боковые стороны которых обращены к центру штампа, роликами, размещенными на осях в пазах подпружиненной обоймы, подпружиненным толкателем с шариком, установленным в осевом отверстии подпружиненной обоймы и имеющим на конце коническую поверхность, по меньшей мере тремя сухарями, размещенными в радиальных отверстиях подпружиненной обоймы с возможностью взаимодействия с кониче0
ской поверхностью толкателя, при этом одна из сторон копира установлена с возможностью взаимодействия с роликами, а другая - с шариками, рабочий инструмент выполнен в виде по меньшей мере четырех ножей, симметрично установленных по обе стороны от гнезда шиберов в горизонтальной плоскости, а выталкиватель выполнен в виде подпружиненной пластины, размещенной в осевом пазу плиты за магазином, один конец которой размещен в отверстии плиты, а другой в гнезде шибера.
| название | год | авторы | номер документа |
|---|---|---|---|
| Штамп для зачистки | 1991 |
|
SU1830298A1 |
| Устройство для обработки плоских деталей | 1987 |
|
SU1526873A1 |
| ШТАМП ДЛЯ РАЗДЕЛИТЕЛЬНЫХ ОПЕРАЦИЙ | 1992 |
|
RU2006320C1 |
| Штамп для обработки плоских деталей | 1979 |
|
SU863095A1 |
| Штамп для изготовления плоских деталей | 1980 |
|
SU946738A1 |
| Штамп | 1980 |
|
SU984609A1 |
| Штамп для обработки плоских деталей | 1975 |
|
SU517367A1 |
| Устройство для штамповки деталей из штучных заготовок | 1986 |
|
SU1360858A1 |
| Штамп для вытяжки и обрезки | 1982 |
|
SU1015973A1 |
| ШТАМПОВОЧНЫЙ БЛОК С КОМПЛЕКТОМ ШТАМПОВ СО СМЕННЫМИ ПАКЕТАМИ "ВИКОСТ" | 2002 |
|
RU2242353C2 |


Изобретение относится к обработке металлов давлением и может быть использовано в машиностроении для штамповки деталей. Штамп содержит нижнюю плиту, на которой между боковыми стенками 2 и 3 под плитой 4, несущей магазин, обойму 6 с ножом 7 и обойму 8 с ножом 9, размещен шибер 10, в котором выполнена полость А для обрабатываемой детали 11. В левой полости А выполнено отверстие., в котором размещена обойма 12, соединенная с шибером 10 пружиной 13. В пазах обоймы 12 на осях 14 размещены ролики 15, взаимодействующие с боковой поверхностью копира 16, закрепленного на стенке 17. В осевом отверстии обоймы 12 размещен подпружиненный толкатель 18 с шариком 19, взаимодействующим с копиром 20. Второй конический конец толкателя взаимодействует со скосами сухарей 21, расположенных в пазах обоймы. В копире 16 выполнен паз Г для размещения копира 20 и толкателя 18. В отверстии боковины 3 размещена обойма 23 с ножом 24. Ножи 8,10,24,28 производят обработку поверхностей Л и М детали 11 г прижатой к стенке гнезда шибера А подпружиненной обоймой 12, перемещаемой копирами 20. Перемещение подпружиненного толкателя 18 внутри обоймы 12 позволяет за счет перемещения сухарей производить центрирование второго конца обрабатываемой детали и ее зажим, что позволяет повысить, качество обрабатываемых деталей. 5 ил. ел с
л-л
32
фиг. f
фиг.г Ь &
1821270
-ш
6-6. &
I МУ
ф
3
м
л
| Штамп для обработки плоских деталей | 1979 |
|
SU863095A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| Приспособление для изготовления в грунте бетонных свай с употреблением обсадных труб | 1915 |
|
SU1981A1 |
