(54) ШТАМП ДЛЯ ОБРАБОТКИ ПЛОСКИХ ДЕТАЛЕЙ

| название | год | авторы | номер документа |
|---|---|---|---|
| Штамп для зачистки | 1991 |
|
SU1830298A1 |
| ШТАМП ДЛЯ РАЗДЕЛИТЕЛЬНЫХ ОПЕРАЦИЙ | 1992 |
|
RU2006320C1 |
| Штамп для чистовой пробивки отверстий в штучных заготовках | 1978 |
|
SU778872A1 |
| Устройство для калибровки отверстий деталей шариком | 1978 |
|
SU770604A1 |
| Штамп для штамповки деталей из плоского материала | 1987 |
|
SU1426680A1 |
| Устройство для подачи штучных заготовок в рабочую зону штампа | 1980 |
|
SU912353A1 |
| Устройство для отделения листа от стопы и подачи его в рабочую зону пресса | 1980 |
|
SU880579A1 |
| Устройство для обработки деталей | 1987 |
|
SU1459784A1 |
| Штамп для обработки листового материала | 1986 |
|
SU1344470A1 |
| Устройство для штамповки деталей из ленточного материала | 1988 |
|
SU1590170A1 |
Изобретение относится к холодной обработке металлов давлением.
Известен штамп для обработки деталей, содержащий установленные на 5 его нижней плите рабочий инструмент, выполненный в вуде по меньшей мере двух ножей, симметрично установленных по обе стороны от продольной оси и наклоненных под углом к горизон- Ю тальной плоскости штампа, магазин, толкатель, приводимый в движение в горизонтальной плоскости от верхней плиты штампа, шиберный толкатель, расположенный между боковыми стенками толкателя и перемещающий детали из магазина на рабочую позицию штампа (в рабочую зону), выталкиватель деталей из шиберного толкателя,выполненный в виде рычага, шарнирно 20 закрепленного на нижней плите штампа ЫОднако в известном штампе детали в шиберном толкателе, шиберный толкатель позиции штампа и детали отно- 25 сительно шиберного толкателя во время технологической операции не фиксируктся, что приводит к недостаточной точности обработки деталей и надежности работы штампа.
Целью изобретения является повышение точности обработки деталей и надежности работы штампа.
Поставленная цель достигается тем/ что в штампе для обработки плоских лет-алей, содержащем установленные на его нижней плите рабочий инструмент, магазин, толкатель, приводимый в движение в горизонтальной плоскости от привода, шиберный тол.катель, расположенный между боковыми стенками толкателя и перемещающий детали из магазина на рабочую позицию штампа, выталкиватель для удаления из шиберного толкателя, шиберный толкатель подпружинен относительно толкателя в направлении подачи деталейг в боковых стенках толкателя выполнено три фигурных паза, штамп снабжен механизмом фиксации деталей в шиберном толкателе,выполненным в виде подпружиненных в вертикальном направлении стержней, несущих ролики, входящие в один из фигурных пазов; механизмом прижима деталей к шиберному толкателю на рабочей позиции, выполненным в виде подпру сЯненной в вертикальном направлении ползушки, несущей ролики, входящие в
другой фигурный паз, и планки, подпружиненной Лэтносительно ползушки и -взаимодействующей с деталью; механизмом фиксации шиберного толкателя на рабочей позиции, выполненным в виде подпружиненных в вертикальном направлении штифтов, взаимодействующих с ползушкой и с шиберным толкателем; .подвижной в вертикальном на.правлении обоймой, несущей ролики, входящие в свободный фигурный паз,а рабочий инструмент закреплен в обойме.
В толкателе со стороны рабочей позиции штампа закреплён регулировочный винт, взаимодействующий с шиберным толкателем.
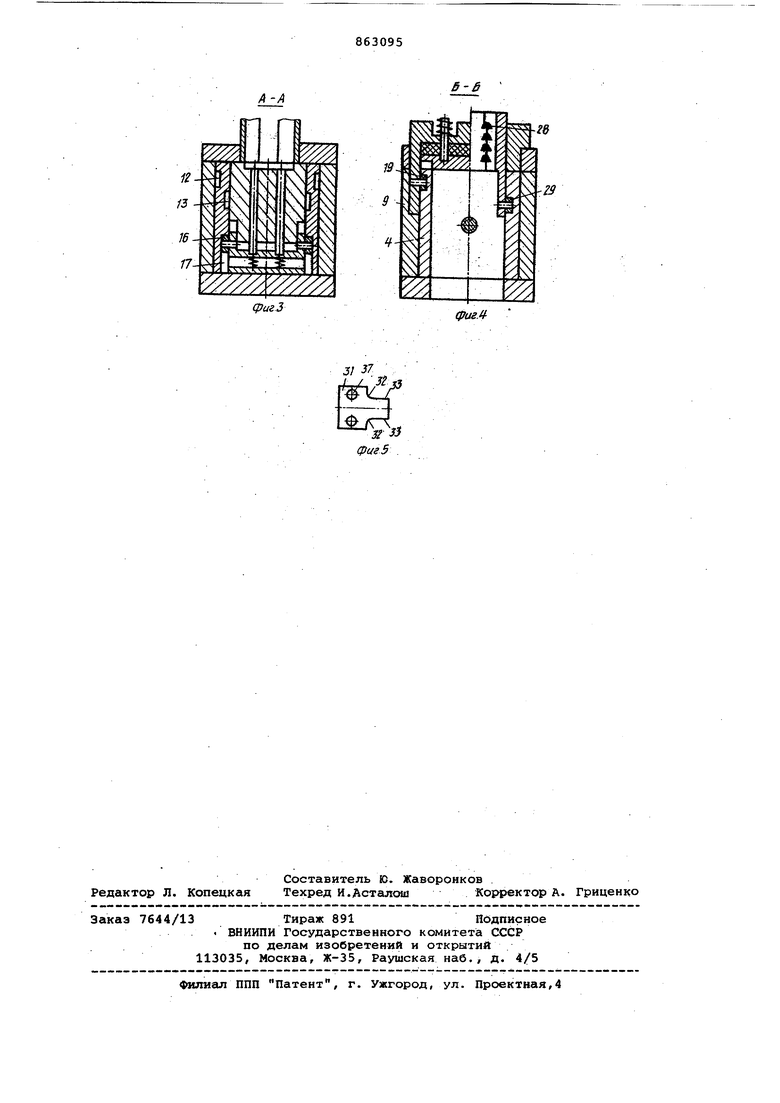
На фиг.1 изображен предлагаемый штамп, общий ВИД; на фиг. 2 - то же, план; на фиг. 3 - разрез А-А на фиг.1; на фиг. 4 --разрез Б-Б на фиг.2; на фиг. 5 - деталь.
Штамп для обработки плоских деталей содержит основание 1, на котором установлена ползушка 2с осью 3,связанной с приводом (не изображен;.Ползушка 2 снабжена боковыми пластинами 4, между которыми установлен шиберный толкатель 5, подпружиненный относительно ползушки 2 пружинами 6. На основании 1 закреплена плита 7, расположенная над ползушкой 2. На плите 7 закреплен магазин 8. Плита
7закреплена на основании 1 при помощи плиты 9. Свободные концы боковых пластин 4 связаны между собой вертикальной пластиной 10, несущей регулировочный винт 11. В пластинах
4выполнены фигурные пазы 12 и 13.
8шиберном толкателе 5 выполнен паз, в котором установлена планка 14,подпружиненная в вертикальном направлении и несущая стержень 15 и ролики 1 Ролики 16 перемещаются по фигурным пазам 17, выполненным в пластинах 4.
В плите 7 установлена с возможностью вертикального перемещения ползушка 18, несущая ролики 19, перемещающиес по фигурным пазам 12. В ползушке 18 установлены направляющие колонки 20 с гайками 21 на одном конце. На другом конце направляющих колонок закреплен прижим 22. На направляющих колонках 20 установлены пружины 23, расположённые между гайками 21 и ползушкой 18. В плите 7 установлены также подпружиненные штифты 24,входящие в глухие отверстия 25, выполненные в шиберном толкателе 5, Штифты 24 фиксируют шиберный толкатель
5в заданном положении. Между прижимом 22 и ползушкой 18, а также между штифтами 24 и ползушкой 18,расположены прокладки 26 из упругого материала. В плите 7 установлена с возможностью перемещения в вертикальном направлении ползушка 27 (обойма) в которой закреплены протяжки 28.На ползушке 27 (обойме) закреплены ролики 29, перемещающиеся по фигурным пазам 13. На верхней стороне.шиберного толкателя & выполнен паз 30, открытый со стороны ползушки 27/ для расположений в нем деталей 31 j Обработке подлежат поверхности 32 и 33 детали 31. И основании выполнено окно 34 для удаления деталей 1 6 шиберном толкателе 5 выполнен за пазом 30 сквозной продольный паз 35 дл размещения конца рычага 36 (сбрасывателя) , шарнйрно закрепленного в плите 7. Деталь 31 имеет отверстия 37.
Штам для обработки плоских деталей работает следующим образом.
Ползушка 2 через ось 3 приводится в движение от привода и перемещается вправо, через пружины 6 воздействует на шиберный толкатель 5 и также перемещает его вправо. Деталь 31 из магазина 8 попадает в паз 30 и перемещается вправо до упора поверхностей 32 в ползушку 27 (обойму). Рычаг 36 (сбрасыватель) при ходе шиберного толкателя 5 вправо свободно повврачивается, а затем принимает исходное положение и входит в сквозной продольный паз 35. Длина хода шиберного толкателя 5 относительно ползушки 2 ограничивается регулировочным винтом 11. При дальнейшем ходе ползушки 2 вправо шиберный толкатель 5 отходит от винта 11, сжимая пружины 6. При этом ролики 16, перемещаясь по фигурным пазам 17, перемещают планки 14 со стержнями 15 вверх. Стержни 15 входят в отверстия 37 и фиксируют деталь 31 в пазу 30 шиберного толкателя 5, а ролики 19, перемещаясь по фигурным пазам 12, перемещают ползушку 18 вниз. Ползушка 18 через прокладки 26 воздействует на штифты 24, которые входят в отверстия 25 и фиксируют шиберный толкатель 5, а также воздействует.на прижим 22, который прижимает деталь 31 к шиберному толкателю 5. При дальнейшем ходе ползушки 2 вправо шиберный толкатель 5 стоит на месте, а ролики 29, перемещаясь по фигурным пазам 13/ перемещают ползушку 27 (обойму) вниз. Протяжки 28 осуществляют двустороннюю зачистку детали 31 по поверхностям 32 и 33. При реверсивном движении ползушки 2 влево шиберный толкатель 5 удерживается на месте штифтами 24 и пружинами 6.Ролики 16, перемещаясь по копирным пазам 17/ опускают планку 14 со стержнями 15. Стержни 15 выходят из отверстий 37 детали 31. Ролики 19, перемещаясь по копирным пазам 12, перемещают ползушку 18 вверх. Прижим 22 освобождает деталь 31, а штифты 24 под действием их пружин перемещаются вверх и выходят из отверстий 25. Регулировочный винт 11 воздействует на шиберный толкатель 5, и ползушка 2 вместе с шиберным толкателем 5 перемещается влево. Роликц 29, перемещаясь по пазам 13, перемещают ползуш ку 27 (обойму) . вверх, а рычаг 36, перемещаясь по пазу 35, воздействует на деталь 31 и удаляет ее из паза 30 шиберного толкателя 5. Деталь 31 через окно 34 удаляется из рабочей зоны. Затем цикл повторяется. Формула изобретения 1. Штамп для обработки плоских де талей, содержащий установленные на его нижней плите рабочий инструмент, магазин, толкатель, приводимый в движение в горизонтальной плос кости ст привода, шиберный толкатель расположенный между боковьоми стенками толкателя и перемещающий детали из магазина на рабочую позицию штампа, выталкиватель, для удаления деталей из шиберного толкателя, о т личающийся тем, что, с целью повышения точности обработки деталей и надежности работы штампа, шиберный толкатель подпружинен относ тельно толкателя в направлении подач деталей, в боковых стенках толкателя выполнено три фигурных паза, штамп снабжен механизмом фиксации де Г.талей в шиберном толкателе, выполнен-. ным в виде подпружиненных в вертикальном направлении стержней, несущих ролики, -входящие в один из фигурных пазов} механизмом прижима деталей к шиберному толкателю на рабочей позиции, выполненным в виде подпружиненной в вертикальном направлении ползушки, несущей ролики, входящие в другой фигурный паз,и плавки, подпружижиненной относительно ползушки и взаимодействующей с деталью; механизмом фиксации шиберного толкателя на рабочей позиции, выполненным в виде подпружиненных в вертикальном направлении штифтов, взаимодействующих с ползушкой и с шиберным толкателем; подвижной в вертикальном направлении обоймой, несущей ролики, входящие в свободный фигурный паз, а рабочий инструмент закреплен в обойме. 2. Штамп ПОП.1, отличающийся тем, что в толкателе со стороны рабочей позиции штампа закреплен регулировочный винт, взаимодействующий с шиберным толкателем. Источники информации, принятые во внимание при экспертизе 1..Авторское свидетельство СССР № 517367, кл. В 21 D 43/02, В 30 В 15/30, 24.01.75.
А-А
В-б
фигЗ
фигЛ
