(54) ШТАМП
| название | год | авторы | номер документа |
|---|---|---|---|
| Штамп для зачистки | 1991 |
|
SU1830298A1 |
| Штамп-автомат для выдавливания пустотелых деталей | 1975 |
|
SU557846A1 |
| Штамп-автомат для выдавливания пустотелых деталей типа накидных гаек | 1975 |
|
SU549213A1 |
| Устройство для удаления деталей из рабочей зоны штампа | 1989 |
|
SU1593758A1 |
| Револьверный штамп для изготовления деталей из проволочных заготовок | 1990 |
|
SU1743667A1 |
| РОТОРНАЯ МАШИНА | 1969 |
|
SU247217A1 |
| Штамп для обработки цилиндрических заготовок | 1978 |
|
SU721174A1 |
| Штамп для изготовления цепочки | 1982 |
|
SU1094648A2 |
| Устройство для изготовления изделий из длинномерного материала | 1982 |
|
SU1072974A1 |
| Штамп для высадки утолщений наСТЕРжНяХ" | 1979 |
|
SU812404A1 |
1
Изобретение относится к обработке металлов давлением.
Известен штамп, имеющий привод и содержащий основание с установленной на нем плитой, в которой смонтирован револьверный диск, а также рабочие инструменты, магазин-питатель, выталкиватели и ползушки с закрепленными на них собачками и фиксаторами 1.
Недостатками данного щтампа являются невысокая точность установки заготовок на рабочей позиции и недостаточно быстрая смена рабочего инструмента.
Цель изобретения - повышение производительности и качества изготавливаемых деталей.
Поставленная цель достигается тем, что щтамп, имеющий привод и содержащий основание с установленной на нем плитой, в которой смонтирован револьверный диск, а также рабочие инструменты, магазин-питатель, выталкиватели и ползушки с закрепленными на них собачками и фиксаторами, снабжен дополнительным диском с гнездами под заготовки, закрепленным на револьверном диске, а также поддерживающим кольцом и кольцевой шестерней, кинематически связанной с рабочим инструментом, при этом штамп снабжен упорным кольцом и сменными обоймами, рабочие инструменты смонтированы в указанных обоймах, а упорное кольцо смонтировано в плите под 5 револьверным диском и снабжено пальцами, взаимодействующими с собачкой и фиксаторами.
Штамп снабжен прижимами обрабатываемых заготовок, каждый из которых выполнен в виде двуплечего рычага, шарнирно связанного одним плечом с револьверным диском, а также копиров, установленных под револьверным диском с возможностью взаимодействия с рычагами и выталкивателями.
Рабочие инструменты снабжены элементами регулировки их положения относительно сменных обойм.
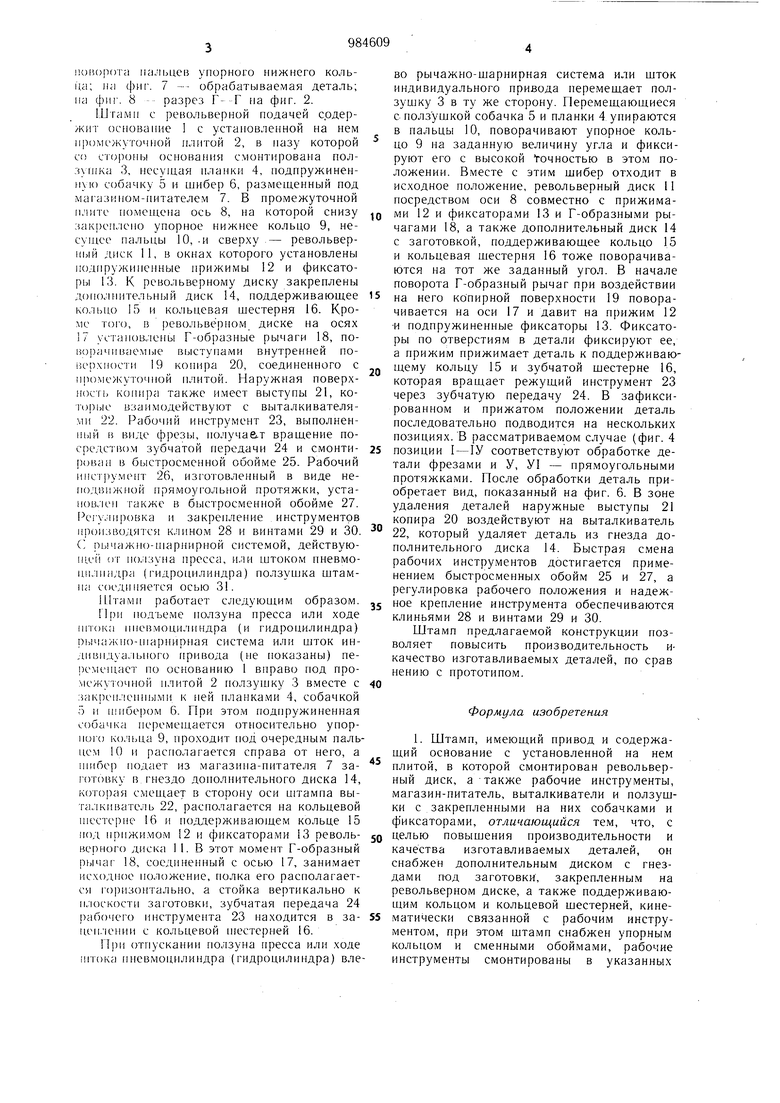
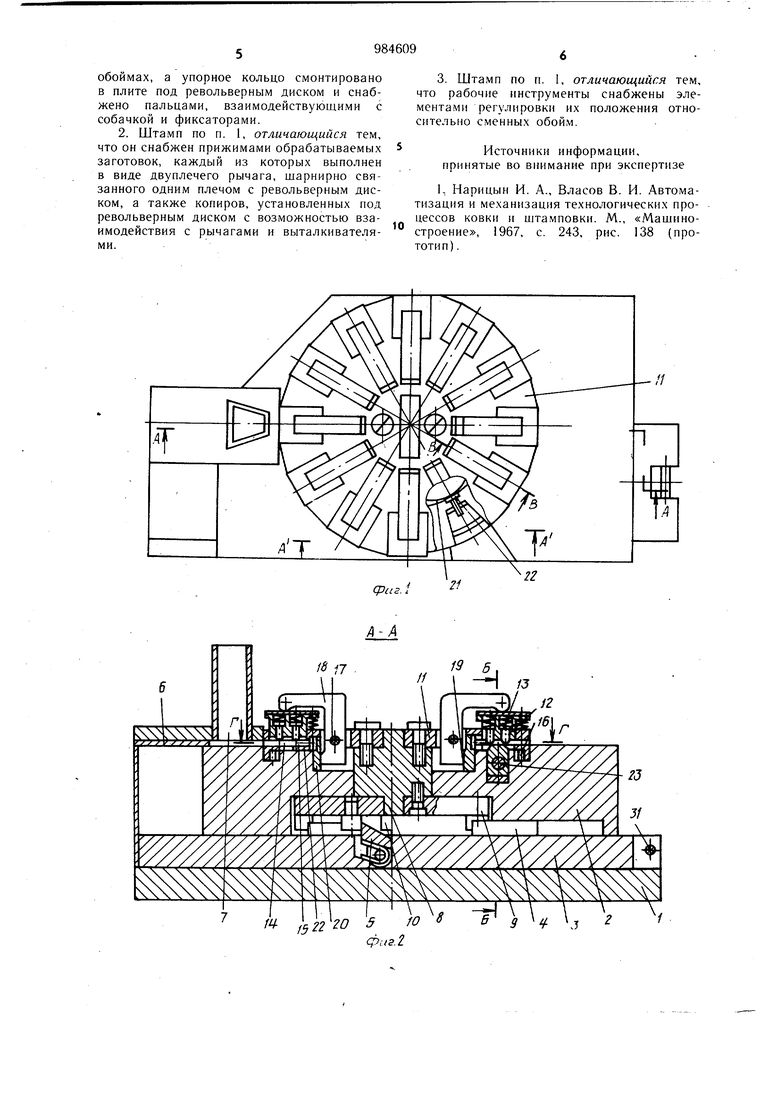
На фиг. I изображен предлагаемый штамп, вид сверху; на фиг. 2 - разрез А-А и дополнительный ступенчатый разрез А-А нижней части на фиг. 1; на фиг. 3 - разрез Б-Б на фиг. 2; на фиг. 4 - разрез В-В на фиг. 1; на фиг. 5 - схема обработки канавки детали путем последовательного срезания приспуска; на фиг. 6 - схема
iioiiopora пальцев упорного нижнего кольца; на фиг. 7 - обрабатываемая деталь; на фиг. 8 разрез Г- Г на фиг. 2.
Штами с реЕюльверной нодачей содержит основа 1И1е I с установленной на нем промежуточной илитой 2, в назу которой С) cT(j))oiHii оснона 1ия с.монтирована ползуИ1ка 3, несущая нланки 4, подпружиненную собачку 5 и шибер 6, размещенный под магазином-нитателе.м 7. В промежуточной плите помещена ось 8, на которой снизу зак)еплено упорное нижнее кольцо 9, несу илее пальцы 10,.и сверху - револьверный диск 11, в окнах которого установлены нодиружииеиные ирижимы 12 и фиксаторы 13. К револьверному диску закреплены донолрнггельный диск 14, поддерживающее кольцо 15 и кольцевая щестерня 16. Кроме того, в револьверном диске на осях 17 установлены Г-образные рычаги 18, по1«)рач11ваемые выступами внутренней поiicpxiiocTH 19 копира 20, соединенного с промежуточной плитой. Наружная поверхность копира также имеет выступы 21, которые взаимодействуют с выталкивателями 22. Рабочий инструмент 23, выполненный в виде фрезы, нолучаа.т вращение посредством зубчатой передачи 24 и смонти|)ован в быстросменной обойме 25. Рабочий инструмент 26, изготовленный в виде неподвижной прямоугольной протяжки, установ.км также в быстросменной обойме 27. Регу.;1ировка и закренление инструментов производятся клином 28 и винтами 29 и 30. (; рычажио-щарнирной системой, действующей от ползуна пресса, или щтоком пневмоц||,П1ндра (гидроцилиндра) ползущка щтамна соедипяется осью 31.
Штамп работает следующим образом. 1)и иодъе.ме ползуна пресса или ходе штока нпевмоцилиндра (и гидроцилиндра) рычажно-шарнирная система или щток индивидуа..1ьно1Ч) привода (не показаны) пеpcMenuiCT по основанию 1 вправо под промежуточной илитой 2 ползущку 3 в.месте с закреи.пепиыми к ней планками 4, собачкой 5 и шибером 6. При это.м подпружипенная собачка перемещается относительно упорnoio ко.мьца 9, проходит io.ii очередным пальцем 10 и располагается справа от него, а ни1бе() подает из магазппа-питателя 7 заготовку в гнездо дополнительного диска 14, которая смещает в сторону оси штампа выта.;1киватель 22, располагается на кольцевой 1нсстерне 16 и поддерживающем кольце 15 под прпжимом 12 и фиксаторами 13 револьверного диска 1 1. В этот момент Г-образный рычаг 18, соединенный с осью 17, занимает исходное положение, полка его располагается горизонтально, а стойка вертикально к и.юскости заготовки, зубчатая передача 24 рабочего ппструмента 23 находится в зацеи.мении с кольцевой нестерней 16.
При отпускании ползуна пресса или ходе штока нневмоцилиндра (гидроцилиндра) влеВО рычажно-щарнирная система или щток индивидуального привода перемещает ползущку 3 в ту же сторону. Перемещающиеся с ползушкой собачка 5 и планки 4 упираются в пальцы 10, поворачивают упорное кольцо 9 па заданную величину угла и фиксируют его с высокой точностью в этом положении. Вместе с этим щибер отходит в исходное положение, револьверный диск II посредством оси 8 совместно с прижимами 12 и фиксатора.ми 13 и Г-образны.ми рычагами 18, а также дополнительный диск 14 с заготовкой, поддерживающее кольцо 15 и кольцевая щестерня 16 тоже поворачиваются на тот же заданный угол. В начале поворота Г-образный рычаг при воздействии на него копирной поверхности 19 поворачивается на оси 17 и давит на п)ижим 12 и подпружиненные фиксаторы 13. Фиксаторы по отверстиям в детали фиксируют ее, а прижим прижимает деталь к поддерживаюj щему кольцу 15 и зубчатой щестерне 16, которая вращает режущий инструмент 23 через зубчатую передачу 24. В зафиксированном и прижатом положении деталь последовательно подводится на нескольких позициях.В рассматриваемом случае (фиг. 4
5 позиции I-1У соответствуют обработке детали фрезами и У, У1 - прямоугольны.ми протяжками. После обработки деталь приобретает вид, показанный на фиг. 6. В зоне удаления деталей наружные выступы 21 копира 20 воздействуют на выталкиватель 22, который удаляет деталь из гнезда дополнительного диска 14. Быстрая смена рабочих инструментов достигается применением быстросменных обойм 25 и 27, а регулировка рабочего положения и надежное крепление инструмента обеспечиваются клиньями 28 и винтами 29 и 30.
Штамп предлагаемой конструкции позволяет повысить производительность икачество изготавливаемых деталей, по срав нению с прототипом.
Формула изобретения
0 целью повыщения производительности и качества изготавливаемых деталей, он снабжен дополнительным диском с гнездами под заготовки, закрепленным на револьверном диске, а также поддерживающим кольцом и кольцевой шестерней, кинематически связанной с рабочим инструментом, при этом щтамп снабжен упорным кольцом и сменными обоймами, рабочие инструменты смонтированы в указанных
обоймах, а упорное кольцо смонтировано в плите под револьверным диском и снабжено пальцами, взаимодействующими с собачкой и фиксаторами.
Источники информации, принятые во внимание при экспертизе
К Нарицын И. А., Власов В. И. Автоматизация и механизация технологических процессов ковки и штамповки. М., «Машиностроение, 1967, с. 243, рис. 138 (прототип) .
В - 5
фб/г.Л
д- В
(риг. 5
10
Сриг.В
