Изобретение относится к обработке металлов давлением, а точнее к области поперечно-винтовой прокатки.
Изобретение наиболее эффективно может быть использовано при производстве шаров, осей, заготовок колец подшипников и других заготоврк деталей машиностроения., .. . . : : ; ..;. -.
Целью изобретения является улучшение качества изделий за счет устранения эффекта скручивания, образующего макро- и микродефекты на торцевых поверхностях прокатываемых изделий.
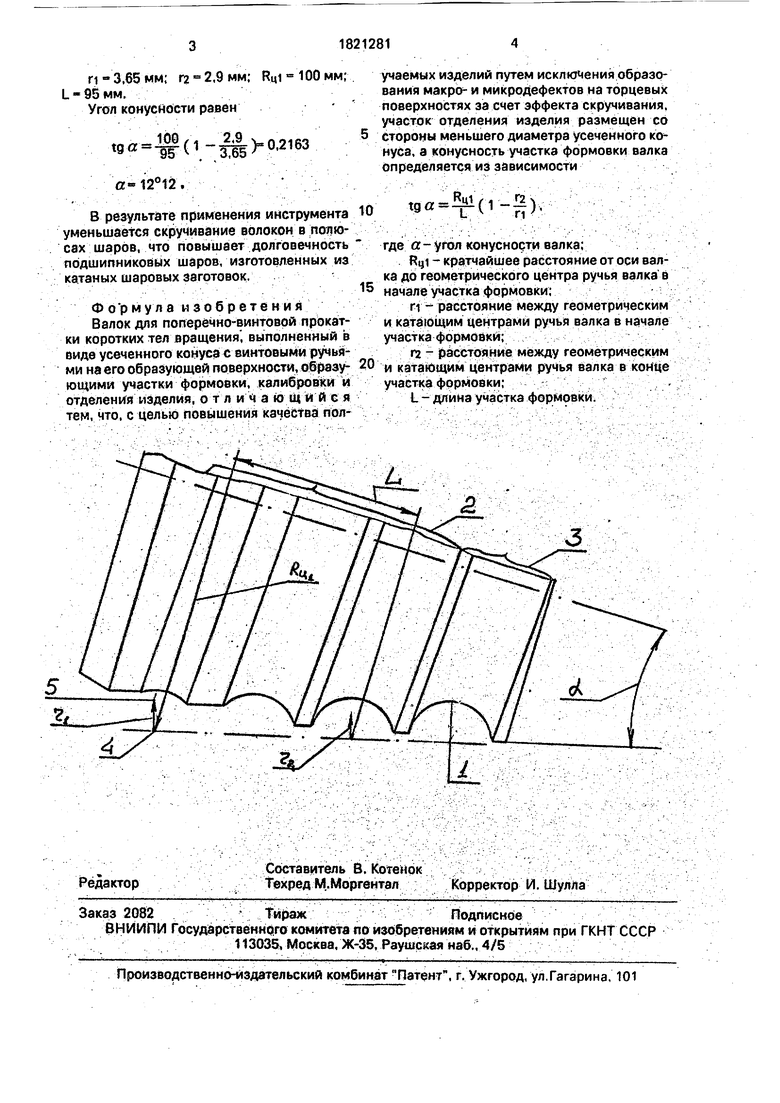
На чертеже изображен общий вид валка. . ... .. .. : - ;.;;; :
Валок выполнен конической формы с уменьшающимся диаметром в направлении прокатки, имеющий винтовые ручьи 1, образующие на его бочке участки формовки 2, калибровки и отделения изделий 3. Каждое
осевое сечение ручья имеет геометрические 4 и катающие 5 центры.
Прокатку на валке осуществляют следующим образом:
Прутковая заготовка захватывается ручьем 1 вращающихся валков, установленных в двух или трехвалковсй рабочей клети, и прокатывается в изделие на участке формовки 2 и калибруется на участке 3.
При этом из-за выполнения валков конусными в соответствии с зависимостью (1) угловая скорость заготовки в начале и конце участка формовки постоянна, что устраняет скручивание заготовки и ее волокон в процессе формовки.
Примером конкретного выполнения инструмента могут служить валки для получения шаров диаметром 8 мм,
Исходные данные для расчета угла конусности по формуле следующие: . .
09
Ю -
ю
00
п-3,65 мм; Г2°2,9мм; Кц1« 100мм; L-95MM.
Угол конусности равен
( а-12°12,Л
В результ&те применения инструмента уменьшается скручивание волокон в полюсах шаров, что повышает долговечность подшипниковых шаров, изготовленных из катаных шаровых заготовок.
Фо рму л а изобретения Валок для поперечно-винтовой прокатки коротких тел вращения , выполненный в виде усеченного конуса с винтовыми ручьями на его образующей поверхности, образующими участки формовки, калибровки и отделения изделия, о т л и ч а ю щи и с я тем, что. с целью повышения качества получаемых изделий путем исключения образования макро- и микродефектов на торцевых поверхностях за счет эффекта скручивания, участок отделения изделия размещен со стороны меньшего диаметра усеченного конуса, а конусность участка формовки валка Определяется из зависимости
(1-);
где а- угол конусности валка;.
. R4i - кратчайшее расстояние от оси валка до геометрического центра ручья валка в начале участка формовки;
П расстояние между геометрическим и катающим центрами ручья валка в начале участка формовки;
2 - расстояние между геометрическим и катающим центрами ручья валка в конце участка формовки; , L-длина участка формовки,
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ получения коротких тел вращения и валки для его осуществления | 1978 |
|
SU759186A1 |
| ВАЛОК ДЛЯ ПЕРИОДИЧЕСКОЙ ПРОКАТКИ КОНУСНЫХ ДЛИННОМЕРНЫХ ПОЛЫХ МЕТАЛЛИЧЕСКИХ ИЗДЕЛИЙ | 2003 |
|
RU2255821C2 |
| Инструмент для винтовой прокатки изделий | 1977 |
|
SU667297A1 |
| Рабочий валок для холодной прокатки труб | 1976 |
|
SU715155A1 |
| ВАЛОК ПИЛИГРИМОВОГО СТАНА ДЛЯ ПРОКАТКИ ТОНКОСТЕННЫХ ТРУБ ДИАМЕТРОМ 530 И 550 ММ | 2013 |
|
RU2537637C2 |
| Способ прокатки шаров и валки дляЕгО ОСущЕСТВлЕНия | 1978 |
|
SU806213A1 |
| Способ поперечной прокатки в винтовых калибрах круглых профилированных полых заготовок для кольцевых изделий | 1956 |
|
SU107607A1 |
| СПОСОБ АСИММЕТРИЧНОЙ ХОЛОДНОЙ ПРОКАТКИ ТРУБ | 2010 |
|
RU2401170C1 |
| Инструмент для поперечно-винтовой прокатки штучных кольцевых заготовок | 1977 |
|
SU680793A1 |
| Инструмент для поперечно-винтовой прокатки штучных коротких полых тел вращения | 1978 |
|
SU768526A1 |
Использование: при производстве шаров, осей, заготовок колец подшипников методом поперечно-винтовой прокатки. Сущность изобретения: прутковой заготовка подается в валки, каждый из которых выполнен в виде усеченного конуса. Захватывается ручьями, выполненными на образующих поверхностях валков. Прокатывается в изделие на участке формовки, калибруется и отрезается на участке отрезки. При этом участок отделения изделия размещен со стороны меньшего диаметра усеченного конуса. Конусность участка формовки валка определяется из зависимости, приведенной в тексте описания. 1 ил.
±/
| Способ поперечной прокатки цилиндрических изделий | 1956 |
|
SU106691A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| Способ получения коротких тел вращения и валки для его осуществления | 1978 |
|
SU759186A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| Способ получения фтористых солей | 1914 |
|
SU1980A1 |
