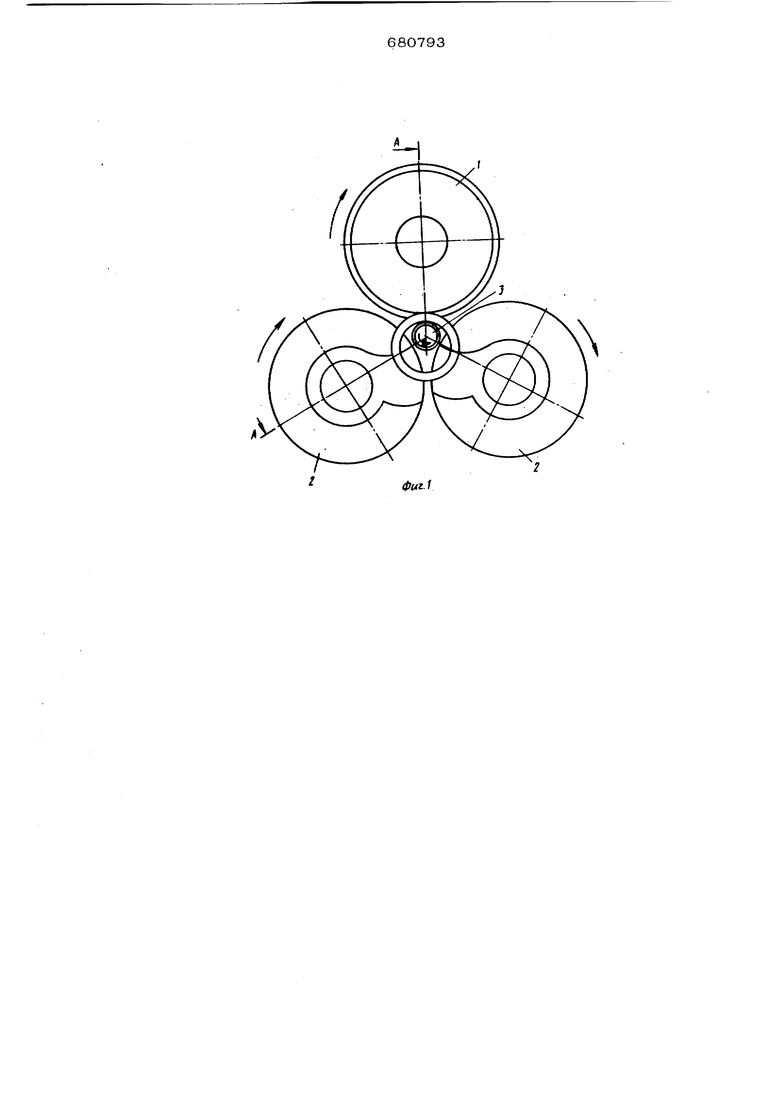
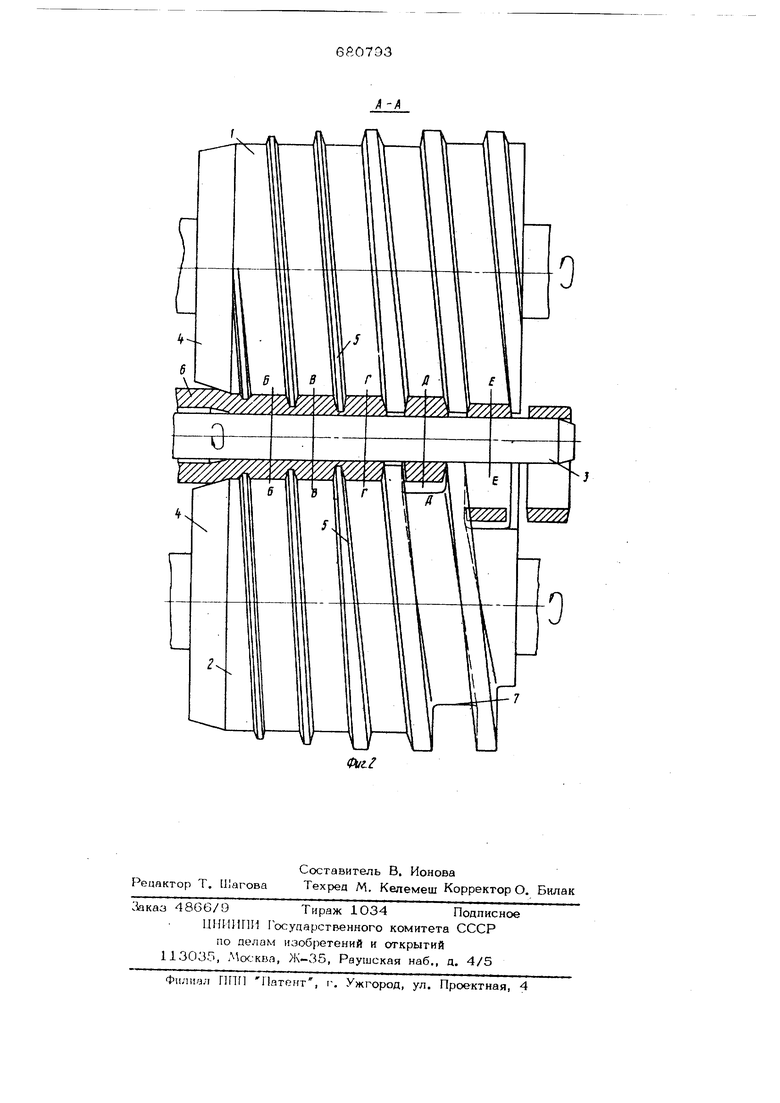
Изобретение относится к обработке металлов давлением и может быть испол зовано при поперечно-винтовой прокатке. Известен инструмент для раскатки тонкостенных кольцевых заготовок, содер жащий два ролика (большого и малого диаметра) l. Однако процесс раскатки колец с использованием известного инструмента включает в себя надевание заготовки на малый ролик перед раскаткой и снятие раскатанной заготовки с малого ролика, что снижает производительность процесса. Кроме того, и сам процесс раскатки занимает много времени, поскольку раскатка идет с малыми обжатиями из-за непрочности малого ролика. Наиболее близким по технической сущ ности и достигаемому результату к изоб- ретеншо является инструмейт для поперечно-винтовой прокатки качьцевых заготовок, содержащий оправку и комплект валков, выполненных с винтовыми калибрами, образующими участки предваритель ной и окончательной формовки заготовок Однако конструкция такого инструмента не позволяет прокатывать тонкостенные кольцевые заготовки с отнощением наружного диаметра к толщине стенки больще 8,5. Кроме того, инструмент не обеспечивает получения колец с ровным цилиндрическим отверстием, что вызывает необходимость в последующей расточке колец по внутреннему диаметру. Для расширения технологических воз- мохшостей инструмента один из валков на участке окончательной формовки выполнен с постепенно увеличивающимся по винтовой линии радиусом в 1лубине калибра, а остальные валки на этом же участке - с уменьшенным радиусом в глубине калибра на величину 0,2-О,5 диаметра изделия. На фиг. 1показаны валки в процессе раскатки заготовки (вид с торца валков); на фиг. 2 дан разрез Л-Л на фиг. 1,
Инструмент для поперечно-винтовой прокатки штучных кольцевых заготовок из гильзы состоит из Е алков поперечно-винтовой прокатки (верхнего 1 и двух нижних 2) и цилиндрической оправки 3. Каждый валок выполнен с конусом захвата 4 и многовитковой винтовой р& бордой 5. Реборды 5 образуют на валках последовательно переходящие один в другой участки предварительной фор мовки (сечения , В-В, Г-Г) и окончательной формовки (сечения Д-Д, Ё-Е),) на которых происходит отделение кольцевых заготовок друг от друга и их раскатка. Радиус валков в глубине калибра на участке предварительной формовки остается неизменным. На участке окончатель«ной формовки радиус валка 1 в глубине калибра начинает постепенно увеличивать ся по винтовой линии. На том же участ- ке радиус валков 2 в глубине калибра резко уменьшается на величину, равную 0,2-О,5 диаметра изделия, при этом ка либр открывается по ширине (угол нак-лона реборды 5 к оси валка 2 равен 90 ). Позицией 6 обозначена гильза, из формуются кольцевые заготовки.
Инструмент работает следующим зом.
Нагретая гильза 6, надетая на оправ ку 3, задается в валки 1, 2, вращающиеся в одну сторону и развернутые пой небольшим углом к оси прокатки. Гильза 6 захватывается конусными участка ли 4 валков 1 и 2, редуцируется на оправку 3 и попадает под винтовые реборды 5 На участке предварительной формовки, обжимаясь винтовыми ребордами 5, гильза превращается в профильную трубу, состоящую из кольцевых заготовок, соединенных узкими и тонк5гми перемычками. На участке окончательной формовки расширяющиеся реборды 5 рвут тонкую перемычку, соединяющую кольцевые заготовки образуя штучные кольцевые заготовки с относительно толстыми стенками.
Далее толстостенные заготовки начинают раскатываться между верхним валком 1 и оправкой 3. Для того, чтобы нижние валки 2 не мешали раскатываемому кольцу увеличиваться в диаметре, дно калибра 7 каждого из нижних валков 2 уменьшается в диаметре, а реборды 5 валков 2 служат для придания ус-
тойчивости раскатываемому кольцу и предотвращения прогиба сшравки 3. Оправка 3 в процессе прокатки вращается в валкаХ| но остается неподвижной в осевом направлении. Готовое кольцо выходит из винтсдаых калибров после раскатки и поступает На дальнейшую обработку.
Предложенный инструмент позволяет значительно расширить диапазон размеров получаемых колец, поскольку становнтся возможном получать тонкостенные . кольцевые заготовки с отнесением наружного Диаметра к толщине стенки больше 8,5, а также кольцевые заготовки с наружным диаметром большим, чем диа«метр исхбдной гильзы. При этом повышается точность изделий и производительность прсщесса раската.
Формула изобретения
Инструмент для поперечно-винтовой рокатки щтучных кольцевых заготовок, соержащий оправку и комплект валков, выполненных с винтовыми калибрами, образующими участки предварительной и окончательной формовки заготовок, отличающийся тем, что, с целью расширения технологических возможностей, один из валков на участке окончательной формовки выполнен с постепенно увеличивающимся по винтовой линии радиусом в глубине калибра, а остальные валки на этом же участке - с уменьшенным радиусом в глубине калибра на величину О,2-О,5 диаметра изделия.
Источники информации, принятые во внимание при экспертизе 1, Авторское свидетельство СССР № 125232, кл. В 21 Н 9/ОО, 14.04.59.
2. Авторское свидетельство СССР № 446343, кл„ В 21 Н 1/О6, 2О.О7.72.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ получения тонкостенных заготовок колец | 1977 |
|
SU667299A1 |
| Инструмент для поперечно-винтовой прокатки штучных коротких полых тел вращения | 1978 |
|
SU768526A1 |
| Валок для поперечно-винтовой прокатки | 1976 |
|
SU602250A1 |
| Способ поперечно-винтовой прокатки заготовок колец и устройство для его осуществления | 1978 |
|
SU667301A1 |
| Способ изготовления полых изделий, преимущественно шаров | 1990 |
|
SU1779456A1 |
| СПОСОБ ПОЛУЧЕНИЯ ШТУЧНЫХ ПОЛЫХ ПРОФИЛИРОВАННЫХ ЗАГОТОВОК | 1990 |
|
RU2039622C1 |
| Способ получения коротких тел вращения и валки для его осуществления | 1978 |
|
SU759186A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТРУБ ИЗ ЦВЕТНЫХ МЕТАЛЛОВ И СПЛАВОВ | 1992 |
|
RU2048219C1 |
| СПОСОБ ПОЛУЧЕНИЯ ПОЛЫХ ЗАГОТОВОК ИЗ ВЫСОКОПРОЧНЫХ МАТЕРИАЛОВ | 2002 |
|
RU2204449C1 |
| Валок для поперечной прокатки штучных кольцевых заготовок | 1972 |
|
SU446343A1 |