Известны ультразвуковые импульсные дефектоскопы для автоматического контроля изделий иммерсионным теневым методом с записью результатов контроля на электротермическую бумагу.
При контроле изделий простейших форм (например, листового проката) сканирование ультразвукового луча в этих дефектоскопах осуществляется или механичес.чи путем перемещения приемно-излучающих искательных головок параллельно поверхности изделия (установка типа УКЛ-2), или электрическим способом с помощью неподвижных искательных головок, располагаемых па определенном расстоянии от поверхности изделия (установка типа УЗУЛ-01).
При ультразвуковом контроле теневым методом изделий сложной формы процесс контроля и запись результатов контроля усложняется. В этом случае для более уверенного контроля необходимо излучающую искательную головку при сканировании 11р Л имать к поверхности изделия, чтобы ультразвуковой луч входил в изделие перпендикулярно его поверхности в данном месте, а приемную искательную головку располагать соосно с излучающей. Но при этом не допускается полный выход искательных головок за край изделия, что не позволяет контролировать кромку изделия.
В нредлагаемом дефектоскопе применено устройство, обеспечивающее автоматическое сканирование изыскательных головок по поверхности изделия сложной формы, поддерживающее амплитуду теневого сигнала постоянной.
Дефектоскоп содержит электронный блок, который вырабатывает после выхода блока искательных головок за контур контролируемого изделия сигнал, управляющий механизмом построчного сканирования и отключающий на время приемную головку от усилителя. Если применена одна пара искательных головок, электронный блок отключает приемную головку от усилителя на время возврата искательных головок на контролируемое изделие. Если применены две пары искательных головок, расположенных одна за другой вдоль
линии их движения, электронный блок отключает от усилителя ту приемную головку, которая первой выйдет за контур контролируемого изделия, и включает ее тогда, когда при обратном ходе блока головок другая пара
выйдет за контур контролируемого изделия.
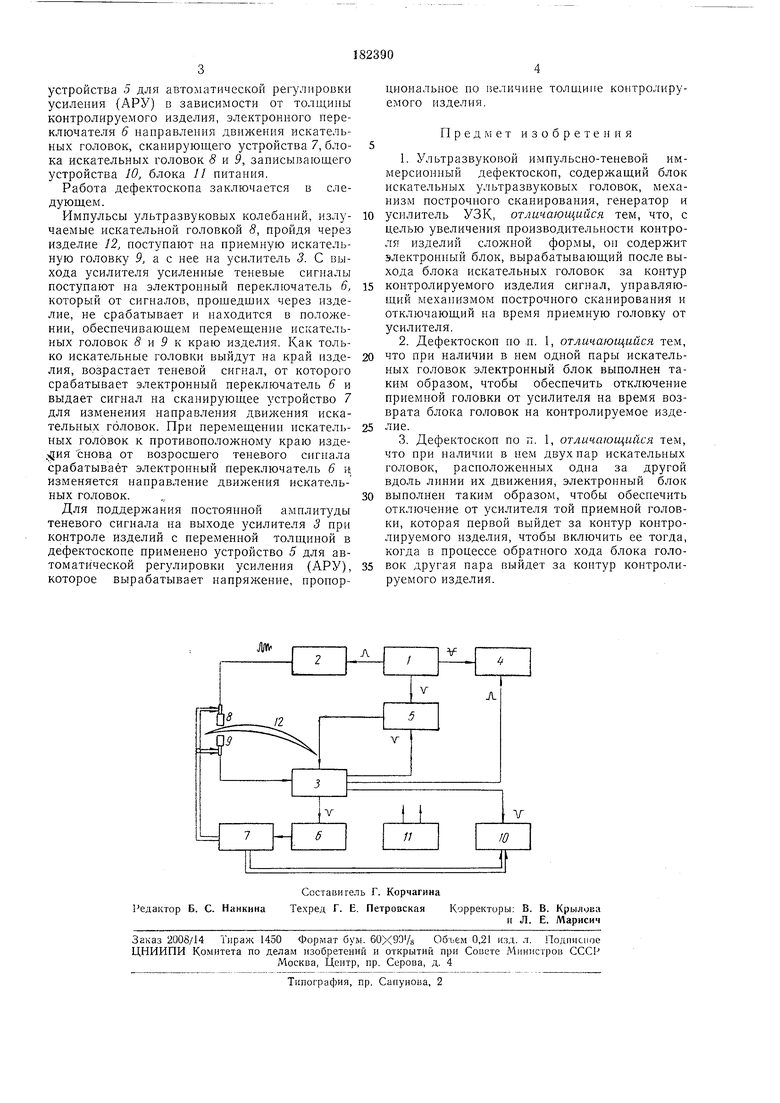
На чертеже изображена блок-схема дефектоскопа.
| название | год | авторы | номер документа |
|---|---|---|---|
| Искатель к дефектоскопу | 1983 |
|
SU1147974A1 |
| Ультразвуковой зеркально-теневой дефектоскоп | 1983 |
|
SU1089511A1 |
| Импульсный ультразвуковой дефектоскоп | 1952 |
|
SU95480A1 |
| Комбинированная искательная головка | 1989 |
|
SU1728787A1 |
| УЛЬТРАЗВУКОВОЙ ДЕФЕКТОСКОП | 1966 |
|
SU185534A1 |
| Н. Ш. ЯРУЛЛИН.А, В. Гордеев, В. И. Акатьев, П. Г. Филиппов, А. К. Угланов,( Л. А. Никитин и Н. В. Бабкин | 1969 |
|
SU249730A1 |
| Способ ультразвукового контроля локальных участков рельсов | 2023 |
|
RU2823665C1 |
| СПОСОБ УЛЬТРАЗВУКОВОГО КОНТРОЛЯ ИЗДЕЛИЙ С ЭКВИДИСТАНТНЫМИ ПОВЕРХНОСТЯМИ | 2020 |
|
RU2725705C1 |
| Ультразвуковой одноканальный дефектоскоп | 1961 |
|
SU145791A1 |
| УСТРОЙСТВО для АВТОМАТИЧЕСКОГО УЛЬТРАЗВУКОВОГО КОНТРОЛЯ КАЧЕСТВА СВАРНЫХ ШВОВ | 1968 |
|
SU211857A1 |
