ё
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для точного перемещения рабочего органа станка | 1983 |
|
SU1199461A1 |
| Устройство для перемещения узлов | 1989 |
|
SU1722702A1 |
| Устройство размерной настройки деревообрабатывающего станка | 1980 |
|
SU887158A1 |
| Устройство размерной настройки деревообрабатывающего станка | 1980 |
|
SU935275A1 |
| Устройство для автоматического позиционирования на упоре рабочего органа станка | 1976 |
|
SU729033A1 |
| Отсчетно-измерительное устройство для металлорежущих станков | 1977 |
|
SU699328A1 |
| УСТРОЙСТВО ДЛЯ ПЕРЕМЕЩЕНИЯ ИСПОЛНИТЕЛЬНОГО ОРГАНА СТАНКА | 1990 |
|
RU2022757C1 |
| Механизм поперечных подач шлифовального станка | 1980 |
|
SU903094A1 |
| Устройство к токарно-винторезному станку для нарезания конических червяков | 1973 |
|
SU457555A1 |
| Переносный станок для торцевой обточки и расточки отверстий | 1956 |
|
SU106508A1 |
Изобретение относится к машиностроению, к устройствам для точных перемещений, применяемых в станках, приборах и приспособлениях. Устройство содержит спироидную передачу, выполненную неортогональной, а ее колесо жестко закреплено на валу подачи устройства, и в. зацеплении с колесом введены два червяке, которые наклонены относительно вала подачи в сторону рабочего-станочника и один из которых связан с лимбом точного отсчета перемещения рабочего органа станка, а другой - с маховичком верньера. Ось первого из упомянутых червяков расположена в вертикальной плоскости, а второго - в горизонтальной. 2 ил.
Изобретение относится к машиностроению и может быть использовано в станках различных групп, в приборах и приспособлениях.
Цель изобретения - упрощение конструкции и повышение удобства и производительности устройства для точных перемещений рабочего органа станка.
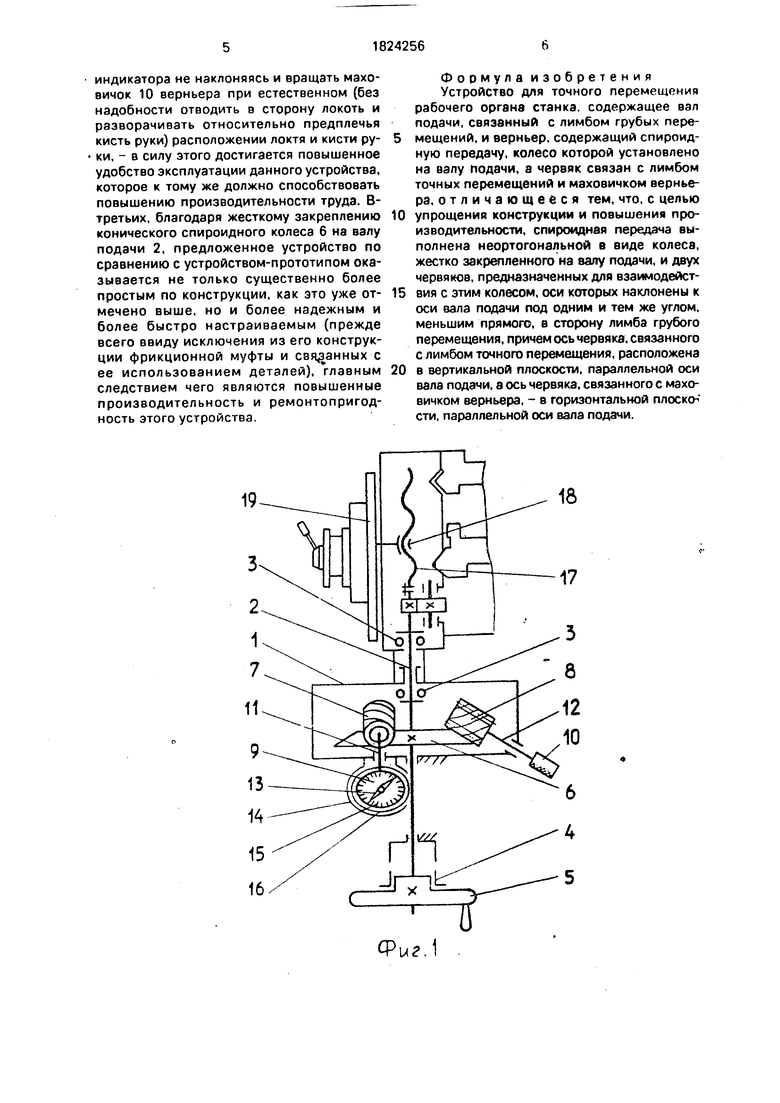
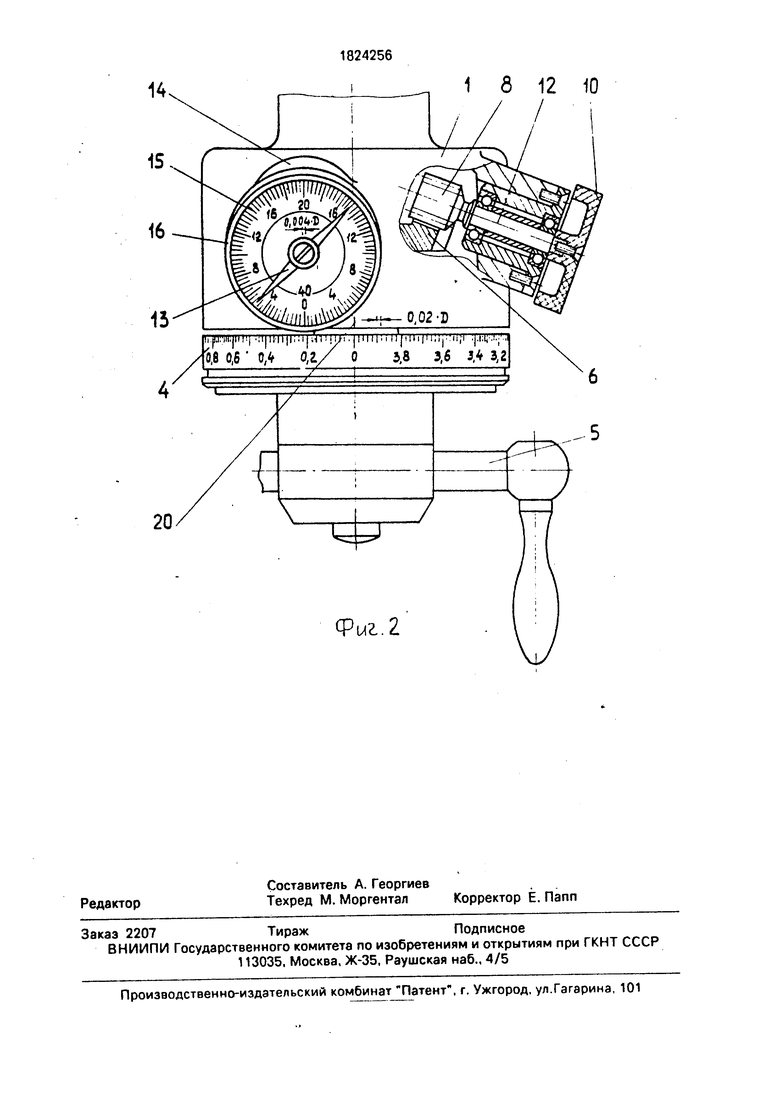
На фиг.1 схематически показано предложенное устройство; на фиг.2 - то же, вид сверху.
Устройство содержит корпус 1. вал подачи 2, установленный в подшипниковых опорах 3 и снабженный со стороны, обращенной к рабочему -станочнику, лимбом 4 отсчета грубых перемещений, установленным с возможностью его поворота на маховике 5 ручной подачи суппорта, и собственно верньерный механизм, включающий в себя неортогональную спироидную обратимую (способную надежно передавать
вращательное движение не только от быстроходного звена к тихоходному, но и от тихоходного звена к быстроходному) передачу, состоящую из жестко закрепленного на валу 2 конического спироидного колеса 6 и зацепляющихся с ним многозаходных цилиндрических спироидных червяков 7 и 6. первый из которых связан с лимбом 9 отсчета точных перемещений, а второй - с маховичком 10 тон кой подачи, предназначенным для выполнения упомянутых точных перемещений.
При этом оси 11 и 12 соответственно червяков 7 и 8 наклонены под одинаковым углом, меньшим прямого угла (под углом, равным 65...70°), к оси вала 2 в сторону лимба 4, причем ось 11 червяка 7 расположена в вертикальной плоскости, параллельной оси вала 2, г ось 12 червяка 8 расположена в горизонтальной плоскости, параллельной оси вала 2. На конце вала
00
го го ел о
червяка 7 жестко закреплена стрелка 13 индикатора, корпус 14 которого закреплен неподвижно относительно корпуса 1. Круговая шкала 15 индикатора выполнена с двусторонним симметричным приращением ее числовых значений и установлена с возможностью настроечных поворотов при помощи ободка 16 относительно корпуса 14 индикатора. С валом 2 жестко соединен соосный с ним винт 17, который через посредство гайки 18 связан с суппортом (рабочим органом станка, несущим инструмент) 19. Количество и цена делений круговой шкалы 15 и лимба 4 определяются с учетом их кратности, передаточного числа спироидной передачи (отношения числа зубьев спироидного колеса б к числу заходов червяков 7 и 8) и величины шага винта 17..Для осуществления отсчета по лимбу 4 вблизи от него на корпусе 1 выполнена риска 20 (фиг.2).
Описываемое устройство работает следующим образом.
При вращении вала 2 в подшипниковых опорах 3 жестко соединенный с этим валом и вращающийся вместе с ним винт 17 через посредство гайки 18, закрепленной на суппорте 19, сообщает последнему поступательное движение. Вместе с валом 2 вращаются маховик 5 с лимбом отсчета грубых перемещений суппорта 19 и коническое спироидное колесо 6, которое в свою очередь приводит во вращение соответственно червяк 7, а закрепленной на его конце стрелкой 14 и червяк 8 с маховичком 10 тонкой подачи. Точный подвод суппорта 19 в требуемое положение осуществляется либо путем вращения маховичка 10 с передачей от него движения через посредство черняка 8 к спироидному колесу 6 и, следовательно, к валу 2 с винтом 17 {при этом точное перемещение отсчитывается по показаниям на круговой шкале 15 стрелки 13, закрепленной на червяке 7, приводимого во вращение спироидным колесом 6), либо посредством вращения маховика 5 при одновременно осуществляемом отсчете показаний на круговой шкале 15 вращающейся вместе с червяком 7 (получающим вращательное движение от спиооидного колеса 6) стрелки 13. Благодаря выполнению круговой шкалы 15с двусторонним симметричным приращением ее числовых значений, удобный (направленный в сторону возрастания) отсчет последних может производиться по направлению вращения часовой стрелки или против - в зависимости от расположения инструмента по отношению к обрабатываемой детали и от вида выполняемой обработки (снаружи или изнутри, в частности, обточка или расточка).
Настройка устройства на условное начало отсчета производится в зафиксированном положении суппорта после точной предварительной обработки одного из размеров детали (или технологического образца) и заключается в обеспечении согласованности нулевых (кратных) показаний лимба 4 и круговой шкалы 15 стрелочного индикатора с расположением
инструмента относительно базы установки обрабатываемой детали на станке. Для этого лимб 4 поворачивается на маховике 5 до совмещения его нулевой отметки с риской 20 на корпусе 1, а ободок 16 вместе с кру говой шкалой 15 поворачивается на корпусе 14 индикатора до совмещения нулевой отметки шкалы 15 с одним из концов стрелки 13. Для внесения поправки, учитывающей, во-первых, разницу между окончательным размером обрабатываемой поверхности детали и размером указанной поверхности после ее предварительной обработки, а во-вторых, коррекцию положения суппорта 19,надобность и величина
которой определяется происшедшим износом инструмента и податливостью системы СПИД станка, при помощи ободка 16 (вместе С ним) круговая шкала 15 поворачивается на требующееся число давлений
относительно неподвижной при этом стрелки 13 индикатора. После этого на станке производится обработка детали, обеспечивающая получение точного окончательного размера ее соответствующей
поверхности.
Технико-экономическая эффективность использования предложенного устройства для точных перемещений рабочего органа
станка обусловливается следующим. Во- , первых, благодаря тому, что это устройство по конструкции существенно проще устройства-прототипа, отличаясь от последнего отсутствием в нем фрикционной муфты,
дополнительной конической передачи и нескольких других деталей, обеспечиваются его пониженные трудоемкость изготовления и стоимость. Во-вторых, в силу такого расположения в нем червяков 7 и 8 (образующих в зацеплении с коническим спироидным колесом 6 неортогональную спироидную передачу), при котором первый из червяков в вертикальной плоскости, а второй- в горизонтальной плоскости наклонены под меньшим прямого (равным 65...70°) углом в сторону лимба 4, благодаря чему рабочему-станочнику, в отличие от случая использования устройства-прототипа, оказывается возможным рассматривать вращение стрелки 13 и кругоп/ю н юлу 15
индикатора не наклоняясь и вращать маховичок 10 верньера при естественном (без надобности отводить в сторону локоть и разворачивать относительно предплечья кисть руки) расположении локтя и кисти руки, - в силу этого достигается повышенное удобство эксплуатации данного устройства, которое к тому же должно способствовать повышению производительности труда. В- третьих, благодаря жесткому закреплению конического спироидного колеса 6 на валу подачи 2, предложенное устройство по сравнению с устройством-прототипом оказывается не только существенно более простым по конструкции, как это уже отмечено выше, но и более надежным и более быстро настраиваемым (прежде всего ввиду исключения из его конструкции фрикционной муфты и связанных с ее использованием деталей), главным следствием чего являются повышенные производительность и ремонтопригодность этого устройства.
Формула изобретения Устройство для точного перемещения рабочего органа станка, содержащее вал подачи, связанный с лимбом грубых перемещений, и верньер, содержащий спироид- ную передачу, колесо которой установлено на валу подачи, а червяк связан с лимбом точных перемещений и маховичком верньера, отличающееся тем, что, с целью
упрощения конструкции и повышения производительности, спироидная передача выполнена неортогональной в виде колеса, жестко закрепленного на валу подачи, и двух червяков, предназначенных для взаимодействия с этим колесом, оси которых наклонены к оси вала подачи под одним и тем же углом, меньшим прямого, в сторону лимба грубого перемещения, причем ось червяка, связанного с лимбом точного перемещения, расположена
в вертикальной плоскости, параллельной оси вала подачи, а ось червяка, связанного с маховичком верньера, - в горизонтальной плоско- сти, параллельной оси вала подачи.
Фыг.1
14
15
II SXTWjIirj ПИЦЦ иПШ1 |ПТТ| i II JiTri|M,ij: llj-| ,j.|;lj .i.| ,1
0,8 0,6 o, 0,1/ о 3.8 э,б j,« з, г
Фиг. 2
6
5
| Устройство для точного перемещения рабочего органа станка | 1983 |
|
SU1199461A1 |
| кл | |||
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
