СО
со
4
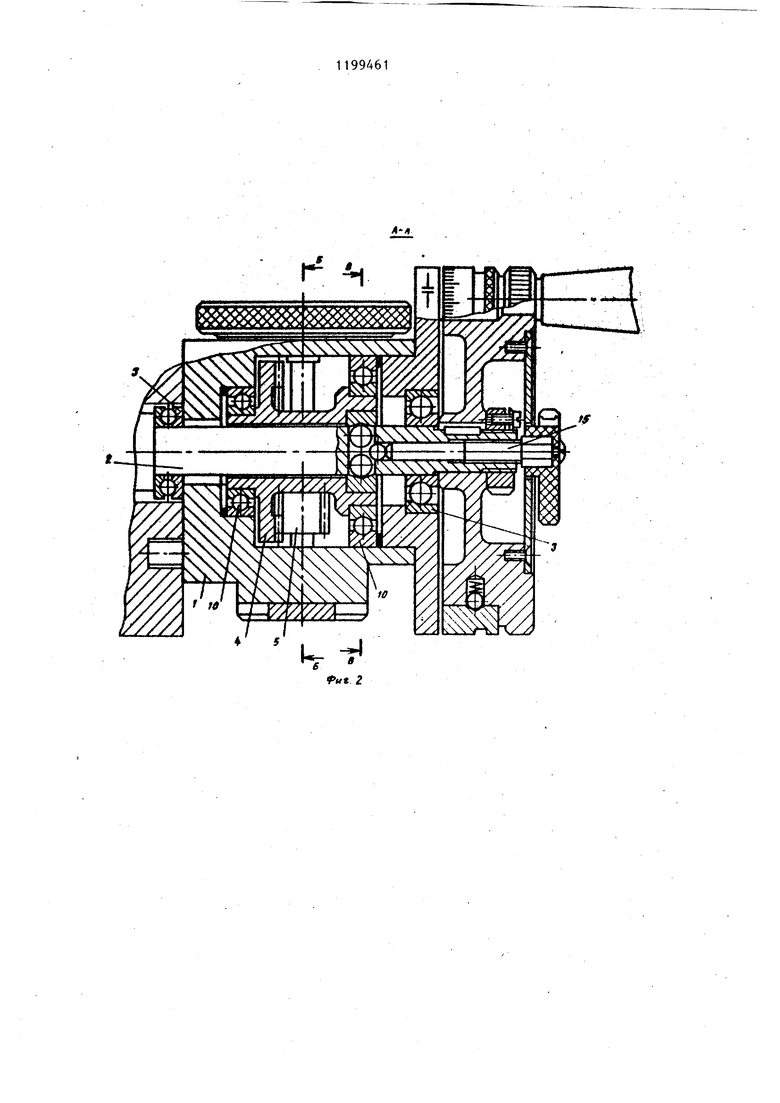
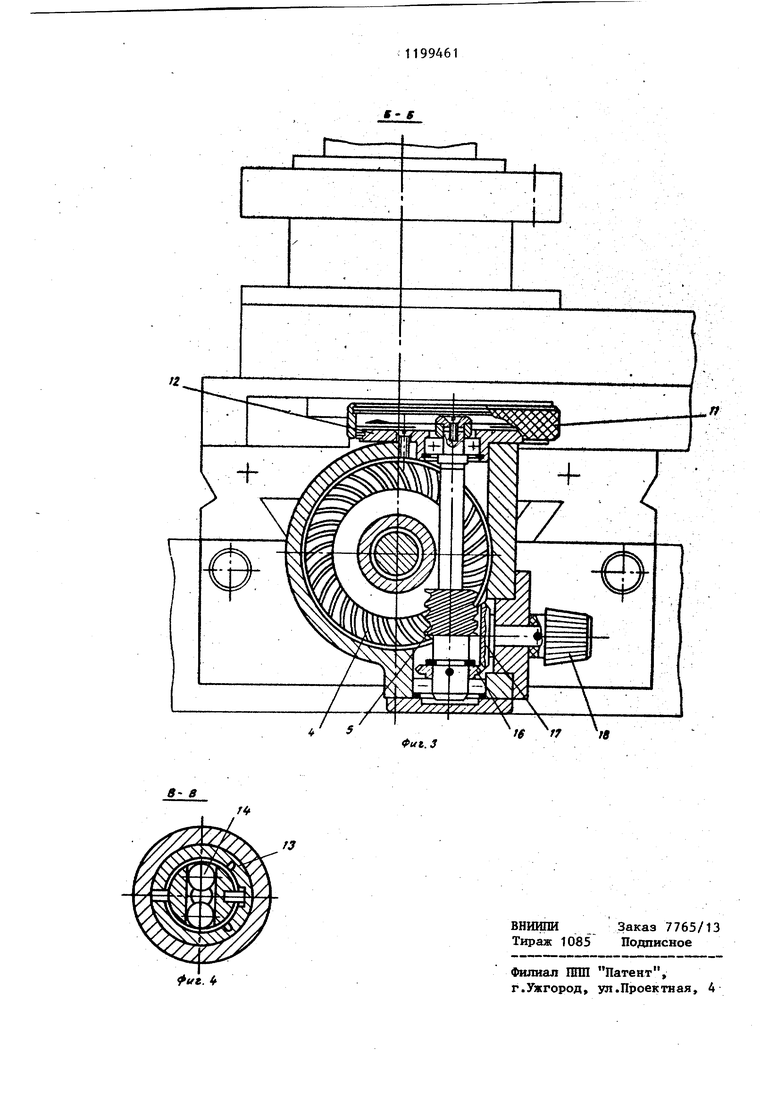
О Изобретение относится к машиностроению и может быть использовано в станках различных групп, контроль но-измерительных приборах и приспособлениях. Цель изобретения - повьшениё точ ности позиционирования и сокращения времени перемещения путем снижения величины мертвог-о хойа в кинематических звеньях устройства и исключения взаимного влияния на точность их перемещения. . Н.а .фиг. 1 изображено устройство обпщй вид, сверху; на фиг. 2 - разрез А-А на фиг. 1j на фиг. 3 - разрез Б-Б на фиг. 2; на фиг. 4 - разрез В-В на фиг. 2. Устройство содержит размещенные в корпусе 1 вал 2, установленньй в опорах 3, и верньер, состоящий из обратимой спироидной передачи с зуб чатым колесом 4 и червяком 5 и стрелочного индикатора, оснащенного стр кой 6 и круговой шкалой 7. Вал 2 сн жен лимбом 8 грубого отсчета, установленным с возможностью поворота н маховике 9 ручной подачи суппорта. Зубчатое колесо 4 расположено в корпусе 1 соосно с валом 2 и установле но на независимые от него опоры ТО. Стрелка 6 индикатора выполнена симметричной и жестко закреплена на чер вяке 5, а его круговая шкала 7 выполнена с симметричным двусторонным приращением ее числовых значений и при помощи подвижного ободка 11 и неподвижного фланца 12 установлена на корпусе 1 с возможностью поворота. Вал 2 подачи связан с верньером фрикционным механизмом, который пред назначен для отключения (включения) стрелочного индикатора, выполнен в виде колодочного тормоза и состоит из разрезанного пружинящего кольца 13, трех шариков 14 и зажимного вин та 15. Кольцо 13 с помощью шпонки за фиксировано от поворота на валу 2, помещено в зубчатое колесо 4 и сцеп лено с ним под действием шариков 1 и винта 15. Червяк 5 связан конической перед чей 16 и 17 с маховичком 18 тонкой подачи, который предназначен для выполнения малых перемещений или введения коррекции положения суппорта. Вал 2 с помощью шестерни 19 и органов управления (не показаны) кинематически связан с автоматическим приводом подачи и может быть выполнен- в виде винта или вал-шестерни. Количество и цена делений круговой шкалы 7 и лимба 8 определяются с учетом их кратности, передаточного числа спироидной передачи и шага винта или зубчатой рейки. Для отсчета значений по лимбу 8 предусмотрена риска 20. Устройство работает следующим образом. Вал (винт) 2 подачи вращается в опорах 3 и через реечную передачу или винтовую пару (не показаны) осуществляет движение суппорта. Вместе с валом 2 вращаются, как одно целое, соосные с ним лимб 8 грубого отсчета, фрикционный механизм и зубчатое колесо 4. От последнего вращение передается на червяк 5 со стрелкой 6 и далее через коническую передачу 16 и 17 на маховик 18 тонкой подачи. Точный подвод суппорта в требуемое положение осуществляется как плавной передачей вращения от маховичка 18 на вал 2 подачи, так и вращением маховика 9 при одновременном отсчете показаний стрелочного индикатора, обеспечиваемом благодаря обратимости спироидной передачи верньера. Ввиду исполнения шкалы 7 с двусторонным приращением числовьк значений, отсчет перемещений суппорта может производиться по направлению вращения часовой стрелки или против в зависимости от расположения инструмента и вида вьтолняемой обработки (обточка или расточка). Настройка устройства на условное начало отсчета производится в зафиксированном положении суппорта после точной обработки одного из размеров детали (или технологического образца) и заключается в обеспечении согласованности нулевых (кратных) показаний лимба 8 и стрелочного индикатора с расположением инструмента относительно базы установки детали на станке. Для этого подпружиненный лимб 8 поворачивается на маховике 9 до совмещения его нулевой отметки с отсчетной риской 20, а затем поворотом залсимного винта 15 освобождается фрикционный механизм. .При этом пружинящее кольцо 13 сжимается и расцепляется с зубчатым колесом 4, а верньер
311
вместе с конической передачей 16 и 17 и маховичком 18 отключается от вала 2 подачи.
Вращением маховичка 18 через коническую передачу 16 и 17 верньер поворачивается относительно неподвижного фрикционного механизма и вала 2 подачи до совмещения стрелки 6 с нулевой отметкой круговой шкалы 7. Затем поворотом зажимного винта 15 в обратном направлении фрикционный механизм сцепляет верньер с валом 2 подачи. Для внесения поправки к настройке устройства, а также коррекции положения суппорта вследствие износа инструмента или податливости системы СПИД подпружиненный ободок 11 вместе со шкалой 7 поворачиваются на фланце 12 относительно неподвижней при этом стрелки 6 индикатора и устройство вновь подготавливается к работе.
Таким образом, в предлагаемом устройстве, связанные фрикционным механизмом вал подачи и верньер размеще94614
.ны в корпусе обособлено один от другого, благодаря чему они расцепляются с гарантированным зазором в случае необходимости введения коррекции положения суппорта или настройки устройства на условное начало отсчета. Это позволяет выполнить зубчатую передачу верньера обратимой и обеспечивает возможность перемещения суппорта во
0 всем диапазоне диаметральной (линейной) обработки без отключения верньера и его стрелочного индикатора от вала подачи, что позволяет вести обработку деталей, имеющих ряд точных размеров, от одного начала отсчета при непрерывном контроле больших величин перемещения суппорта по грубому лимбу и малых - по точному стрелочному индикатору.
0 Использование предлагаемого устройства обеспечивает повышение точности позиционирования и рабочих перемещений связанный с ним исполнительных органов оборудования, а также снижение времени перемещений.

УСТРОЙСТВО ДЛЯ ТОЧНОГО ПЕРЕМЕЩЕНИЯ РАБОЧЕГО ОРГАНА СТАНКА, содержащее вал подачи, связанньй с лимбом грубого перемещения, и верньер, выполненный в виде зубчатой передачи. зубчатое колесо которой установлено на опорах соосно с валом подачи и связано с ним через фрикционную муф-; ту, содержащую фрикционный и нажимной элементы, а вал связан с лимбом точного перемещения, отличающ е е с я тем, что, с целью повышения точности позиционирования и сокращения времени перемещения, зубчатое колесо установлено на валу подачи с зазором, во фланце зубчатого колеса вьшолнена проточка, а в валу подачи - поперечный паз, при этом фрикционньй элемент размещен в указанной проточке, а нажимной - в пазу вала подачи.
| Паспорт универсального круглошлифовального станка | |||
| Мод | |||
| Топка с несколькими решетками для твердого топлива | 1918 |
|
SU8A1 |
| Владимкрсккй станкостроительный завод, 1975. | |||
