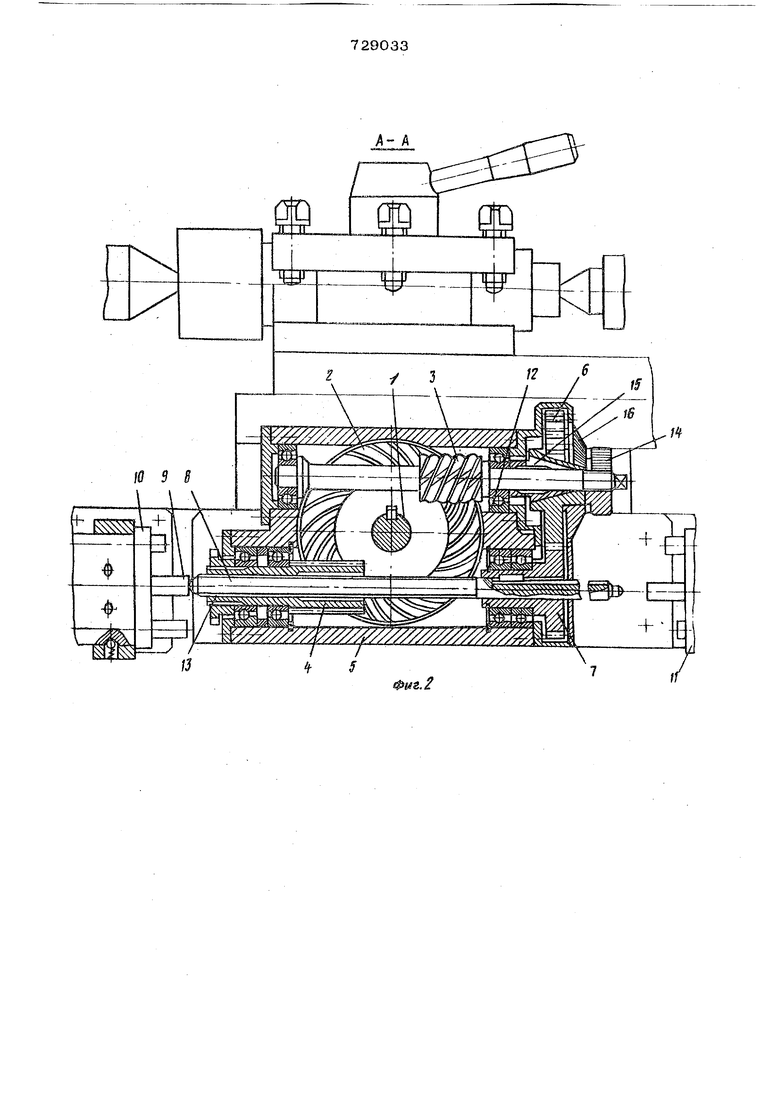
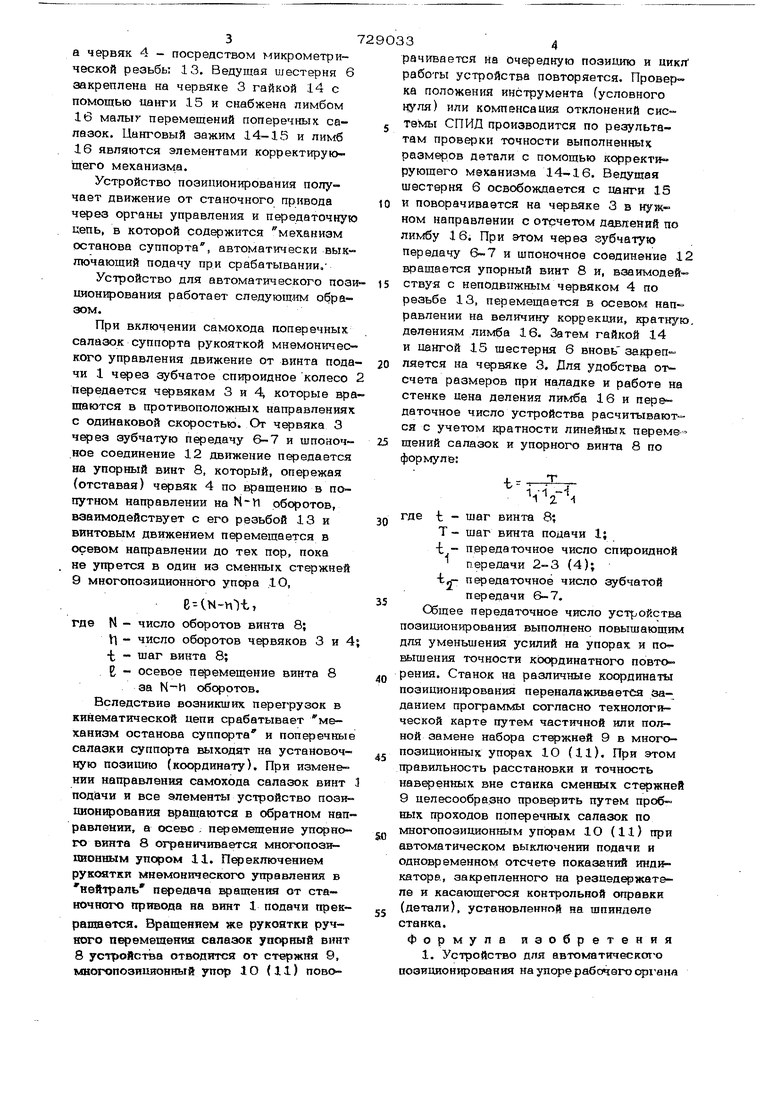
а червяк 4 - посредством микрометрической резьбы 13. Ведущая шестерня 6 закреплена на червяке 3 гайкой 14 с помощью цанги 15 и снабжена лимбом 16 малыг перемещений поперечных салазок. Цанговый зажим 14-15 и пимб 16 являются элементами корректируюniero механизма.
Устройство позипионирования получает движение от станочного привода через органы управления и передаточную цепь, в которой содержится механизм останова суппорта, автоматически вык™ лючающий подачу при срабатывании,
Устройство для автоматического позиционирования работает следующ-гол образом.
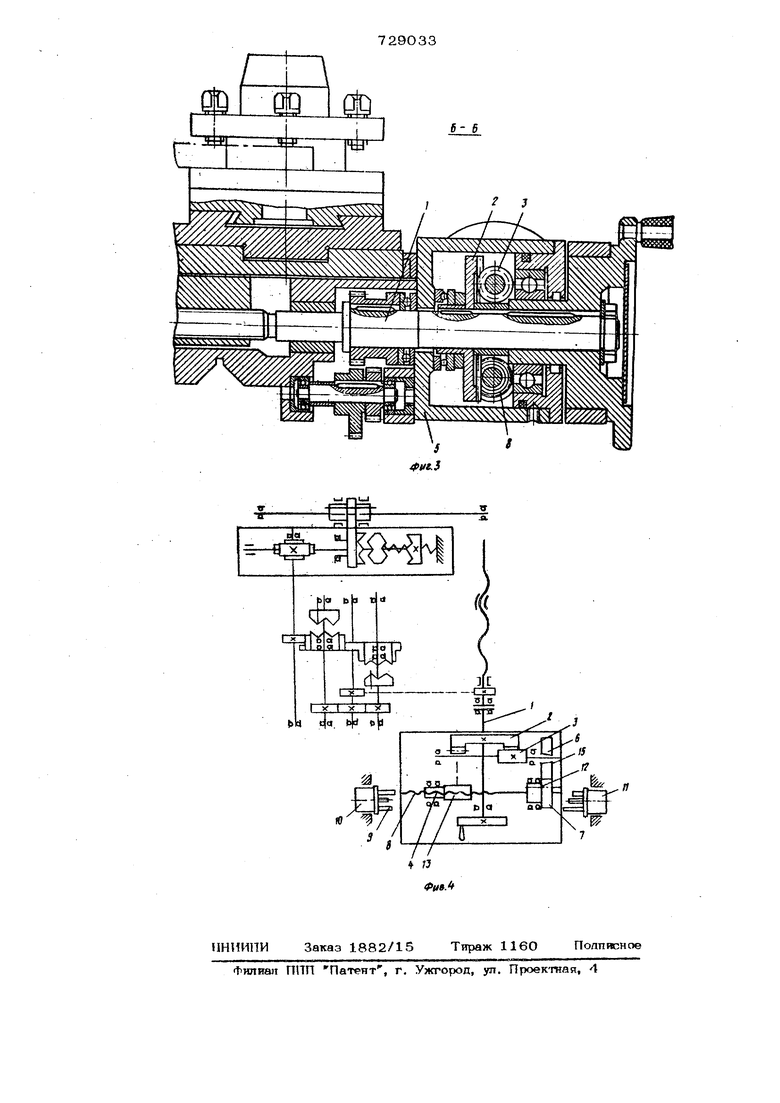
При включении самохода поперечных салазок суппорта рукояткой мнемонического управления движение от винта подачи 1 через зубчатое спироидное колесо передается червякам 3 и 4 которые вращаются в противоположных направлениях с одинаковой скоростью. От червяка 3 через зубчатую передачу 6-7 и шпоночное соединение 12 движение передается на упорный винт 8, который, опережая (отставая) червяк 4 по вращению в попутном направлении на оборотов, взаимодействует с его резьбой 13 и винтовым движением перемещается в осевом направлении до тех пор, пока не упрется в один из сменных стержней 9 многопозиционного 1О,
B(N-nHt где N - число оборотов винта 8;
- число оборотов червяков 3 и 4
t - шаг винта 8;
Е - осевое перемещение винта 8
за оборотов.
Вследствие возникших перегрузок в кинематической цепи срабатывает механизм останова суппорта и поперечны салазки суппорта выходят на установочную позицию (координату). При изменении направления самохода салазок винт подачи и все элементы устройство позиционирования вращаются в обратном направлении, а осевс , перемещение упорного винта 8 ограничивается многопози 1ШОННЫМ упором И. Переключением рукоятки мнемонического управления Б нейтраль передача врашения от станочного привода на винт 1 подачи прекращается. Вращением же рукоятки ручного перемещения сапазок упсфный винт 8 устройства отводится от стержн5Я 9, многопозишюниый упор 1 о (11) поворачивается на очередную позицию и цикл работы устройства повторяется. Проверка положения инструмента (условного нуля) или компенсация отклонений системы СПИД производится по результатам проверки точности выполненнык размеров детали с помощью корракти руюшего механизма 14-16. Ведущая шестерня 6 освобождается с цэнги 13 и поворачивается на червяке 3 в нуж ном направлении с отсчетом давлений по лимбу 16. При этом через зубчатую передачу 6-7 и шпоночное соединение 12 врашается упорный винт 8 и, взаимодействуя с неподвижным червяком 4 по резьбе 13, перемещается в осевом направлении на величину коррекции, кратную делениям лимба 16. Затем гайкой 14 и цангой 15 шестерня 6 вновь закрепляется на червяке 3, Для удобства отсчета размеров при наладке и работе на стенке цена деления лимба 16 и передаточное число устройства расчитываются с учетом кратности линейных перем&щений салазок и упорного винта 8 по формуле:
Т
t - шаг винта 8;
где
Т- шаг винта подачи 1;
-t - передаточное число спироидной передачи 2-3 (4);
-t,- передаточное число зубчатой
передачи 6-7,
Сбщее передаточное число устройства позиционирования выполнено повышающим для уменьшения усилий на упорах и поы 1шения точности координатного повторения. Станок на различные координатад позиционирования переналаживается заданием программы согласно технологической карте путем частичной или полной замене набора стержней 9 в многопозиционных упорах 10 (И), При этом правильность расстановки и точность наверенных вне станка сменных стержне 9 целесообразно проверить путем проб ных проходов поперечных салазок по многопозиционным упфам 1О (11) при автоматическом выключении подачи и одновременном отсчете показаний индикатора, закрепленного на резцедержателе и касающегося контрольной оправки (детали), установленной на шпинделе станка. Формула изобретения
I, Устройство для автоматического позиционирования на упоре рабочего органа
572
станка, содержащее винт подачи, установленный на несущем кронштейне, и много позиционные упоры, отпичающ е е с я тем, что, с целью расширения технологических возможностей, оно снабжено упорным винтом и зубчатой спироядной пфедачей, ведущее колесо которой жестко установлено на винте подачи и сцеплено с двумя противоположно расположенными в несущем кронштейне червяками, связанными между собой бчатой передачей, причем упорный
ОЗЗ6
винт размещен ари помощи резьбового и шпоночного соединения в одном из червяков и взаимодействует с многопознционными упорами.
2, Ус-фойство по п. 1, о т л и чаюшееся тем, что ведущая шестернл зубчатой передачи снабжена лимбом малых перемещений.
Источники информации, 10 принятые во зникгание при экспертизе
1. Проспекты Micro but Французской фирмы Кс то, станок модели А42.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для точного перемещения рабочего органа станка | 1983 |
|
SU1199461A1 |
| Устройство для точного перемещения рабочего органа станка | 1990 |
|
SU1824256A1 |
| УСТРОЙСТВО ПРЕЦИЗИОННОГО МЕХАНИЧЕСКОГО ПОЗИЦИОНИРОВАНИЯ | 2013 |
|
RU2534854C1 |
| УСТРОЙСТВО ДЛЯ НАРЕЗАНИЯ РЕЗЬБЫ НА ТРУБАХ НА УСТЬЕ СКВАЖИН | 2018 |
|
RU2679627C1 |
| Устройство для автоматического выключения подач суппорта токарно-винторезного станка | 1980 |
|
SU1060416A1 |
| КОПИРОВАЛЬНЫЙ СТАНОК ДЛЯ ДЕРЕВА | 1925 |
|
SU2809A1 |
| Приспособление к суппорту токарного станка для автоматического выключения самохода | 1930 |
|
SU27264A1 |
| СПОСОБ АВТОМАТИЧЕСКОЙ ОБРАБОТКИ КОНУСОВ НА МОДЕРНИЗИРОВАННОМ ТОКАРНО-ВИНТОРЕЗНОМ СТАНКЕ (ВАРИАНТЫ) | 2007 |
|
RU2364474C2 |
| Устройство к токарно-винторезному станку для нарезания червяков | 1982 |
|
SU1026982A1 |
| УСТРОЙСТВО ДЛЯ ПЕРЕМЕЩЕНИЯ ИСПОЛНИТЕЛЬНОГО ОРГАНА СТАНКА | 1990 |
|
RU2022757C1 |