1
Изобретение относится к деревообрабатывающей промышленности, в частности к механизмам для размерной настройки деревообрабатывающих станков.
Известно устройство для размерной настройки станков, состоящее из эксцентричного вала, червячного колеса и червяка 1.
Известно также устройство для размерной настройки деревообрабатывающего станка, включающее станину, узел настройки со шкалой грубой и точной настройки, размещенный на ступенчатом валу, и привод 2.
Недостатком известных устройств является длительное время настройки.
Цель изобретения - снижение времени настройки.
Достигается это тем, что в предлагаемом устройстве узел настройки снабжен втулкой, соединенной посредством имеющей внутреннюю и наружную резьбу одинакового направления гайкой со стаканом с прямоугольным отверстием в дне и внутренней резьбой, дополнительным диском со щкалой, причем хвостовик втулки выполнен прямоугольным и расположен в прямоугольном отверстии стакана, при этом стакан встроен в станину соосно ступенчатому валу.
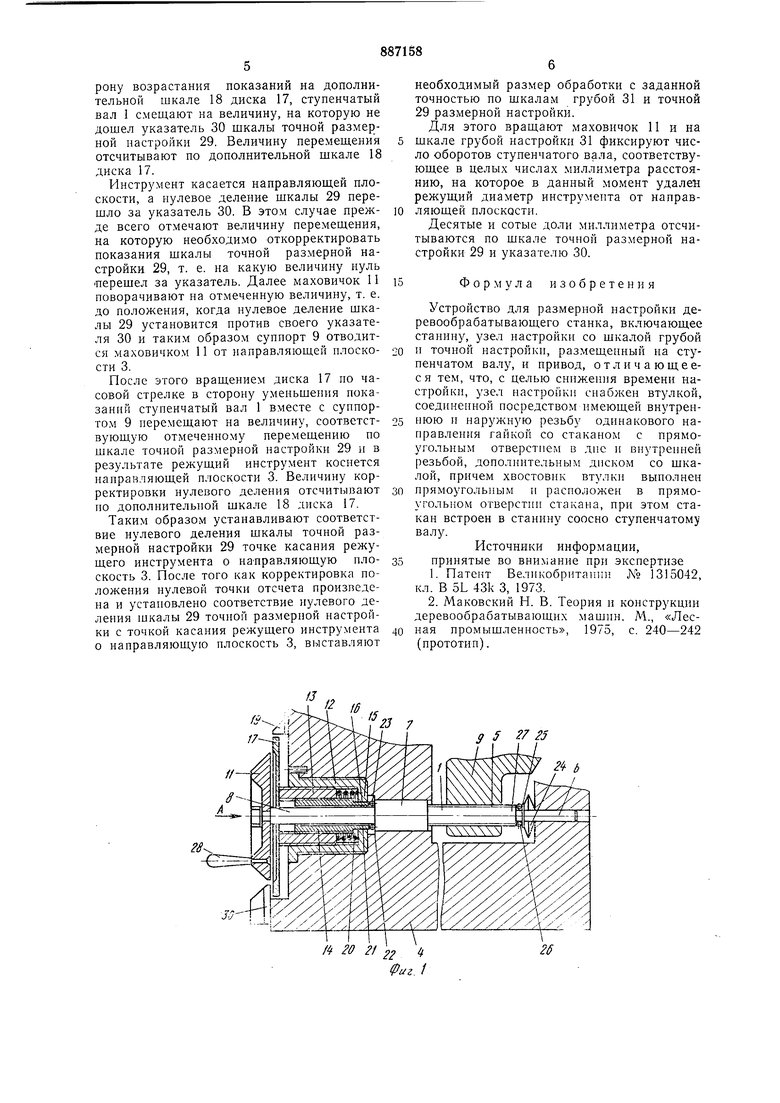
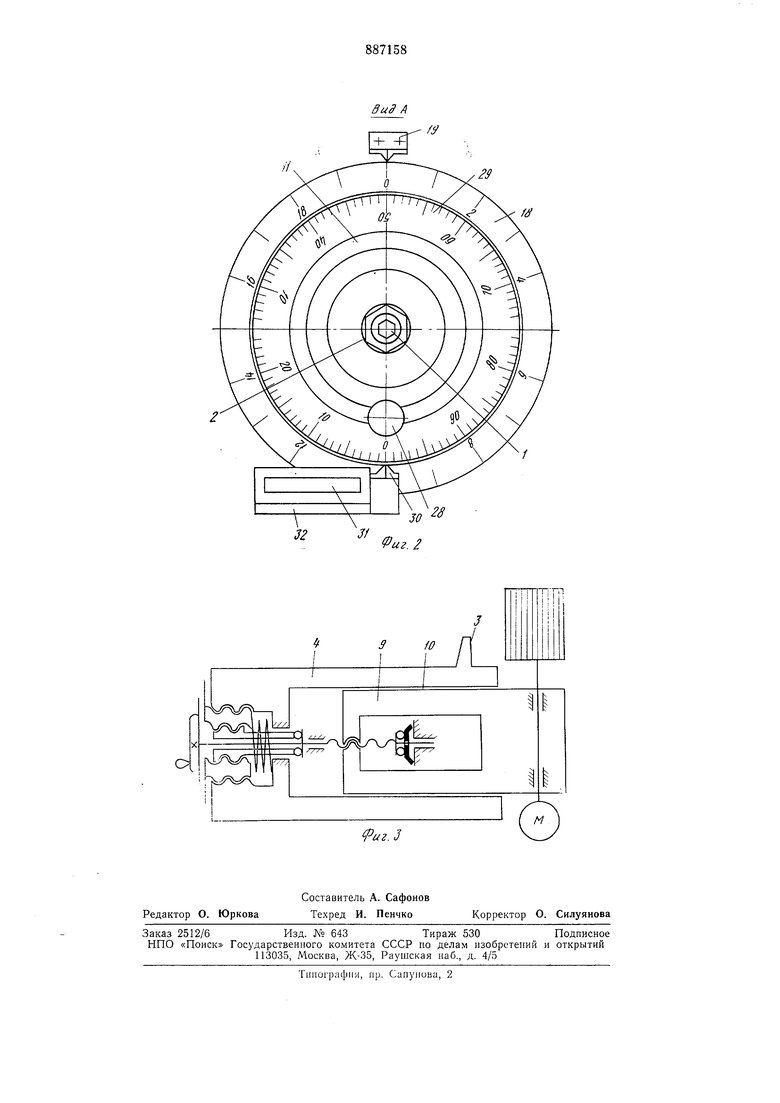
На фиг. 1 изображена схема устройства размерной настройки, общий вид; на фиг. 2 - вид .по стрелке А на фиг. 1; на фиг. 3- кинематическая схема устройства.
5 Устройство размерной настройки деревообрабатывающего станка включает ступенчатый вал 1, узел настройки 2 с направляющей плоскостью 3, которая размещена на станине 4.
10 Ступенчатый вал 1 выполнен с резьбовым участком 5, двумя гладкими цилиндрическими участками 6 и 7, которыми он опирается на опоры станины 4, и консольным участком 8.
15 Резьбовым участком 5 ступенчатый вал 1 сопряжен с суппортом 9, выполненным с резьбовым отверстием. Суппорт 9 установлен на направляющих 10 станка. Вращением маховичка И суппорт 9 перемещают
20 вручную по резьбовому участку 5 ступенчатого вала 1.
Соосно консольному участку 8 ступенчатого вала 1 в станину 4 встроен стакан 12 со смонтированными на нем гайкой 13 и
25 втулкой 14. Стакан 12 ввернут в резьбовое отверстие в станине 4 и зафиксирован от перемещений. На внутренней цилиндрической поверхности стакана 12 нарезана резьба, а в дне 15 стакана 12 выполнено
30 сквозное прямоугольное отверстие 16.
Гайка 13 размещается между стаканом
12и втулкой 14 и сопрягается с ними наружной и внутренней резьбами. Внутренняя резьба гайки 13 имеет одинаковое с наружной, например .правое, направление, но шаг ее отстает от шага наружной резьбы.
На внешнем выступаюш,ем торце гайки
13жестко закреплен диск 17 с нанесенной на нем дополнительной шкалой 18. Цена деления дополнительной шкалы в предлагаемом устройстве равна 0,01 мм, а максимальное ноказание равно разности шагов наружной и внутренней резьбы гайки 13. Указатель 19 дополнительной шкалы 18 закреплен на станине 4 станка над маховичком И. Между вторым торцом гайки 13 и дном 15 стакана 12 установлена Пружина 20 для поджатня гайки 13. Гайка 13 своей внутренней резьбовой поверхностью сопрягается с наружной резьбовой поверхностью втулки 14, скользящей по консольному участку 8 ступенчатого вала 1.
Втулка 14 выполнена с хвостовиком 21 прямоугольного сечения, который расположен в прямоугольном отверстии 16 в дне 15 стакана 12, что предотвращает проворачивание втулки 14. Между торцом хвостовика 21 втулки 14 и выступом 22 ступенчатого вала 1 в предусмотренной выточке установлена опора качения 23.
На гладкий конец ступенчатого вала 1 надета пружина 24, которая воздействует одним концом на опору вращения станины 4, а другим через шайбу 25 и опору качения 26 - на выступ 27 резьбового участка 5 ступенчатого вала 1, при этом пружина 24 поджимает и перемещает ступенчатый вал 1 в сторону его консольного участка 8.
От перемещений в сторону консольного участка 8 ступенчатый вал 1 удерживают взаимносопряженные резьбовые соединения стакана 12, гайки 13 и втулки 14. На консольном участке 8 жестко крепят маховичок 11 с рукояткой 28, предназначенный для вращения ступенчатого вала 1. На конической части маховичка И нанесена круговая шкала точной размерной настройки
29с ценой деления 0,01 мм. Шкала 29 выполнена так, что ее максимальное показание равно шагу резьбы резьбового участка 5 ступенчатого вала 1, т. е. величине, на которую переместится суппорт 9 за один оборот ступенчатого вала 1, при этом шаг резьбы ступенчатого вала 1 принят равным 1 мм. Указатель 30 шкалы точной размерной настройки 29 жестко закреплен на станине 4 под маховичком И.
Для грубого отсчета перемещения суппорта 9 по резьбовому участку 5 при вращении ступенчатого вала 1 установлена шкала грубой настройки 31, которая смонтирована в одном корпусе 32 с указателем
30и представляет собой счетчик оборотов ступенчатого вала 1. Цена делен ия шкалы грубой настройки принята равной 1 мм.
Работает. устройство следующим образом.
При установке нового режущего инструмента или после переточки старого инструмента проверяют соответствие нулевых делений шкал грубой 31 и точной 29 размерной настройки точке касания режущего инструмента, закрепленного на супнорте 9, о направляющую плоскость 3. 10 Вращением маховичка 11 рукояткой 28 режущий инструмент устанавливают касательно к направляющей плоскости 3, после чего показания на шкале грубой настройки 31 сбрасывают до нуля. Далее 5 проверяют соответствие нулевого деления шкалы точной размерной настройки 29 точке касания режущего инструмента о направляющую плоскость 3. При этом возможны два случая.
0 Пулевое деление шкалы точной размерной настройки 29 не дошло до указателя 30. В этом случае диск 17 с нанесенной на нем дополнительной шкалой 18 поворачивается против часовой стрелки в сторону
Г) увеличения показаний на такую величину, на какую не дошло нулевое деление шкалы 29 до указателя 30.
При вращении диска 17 жестко соединенная с ним гайка 13, наружная и внутренняя
0 резьба которой имеет одинаковое нравое направление, перемещается по внутренней резьбе стакана 12 в сторону маховичка 11, одновременно свинчиваясь с втулки 14 (втулка 14 фиксируется от вращательного
5 движения тем, что ее хвостовик 21 прямоугольного сечения введен в отверстие 16 прямоугольной формы в дне 15 стакана 12. Поскольку шаг наружной резьбы гайки 13 больше шага внутренней резьбы, втулка
0 14 получает возможность осевого перемещения, скользит по консольному участку 8 ступенчатого вала 1 и смещается также в сторону маховичка 11 на величину, соответствующую повороту диска 17 относительно
5 своего указателя 19 (при повороте гайки 13 на один оборот втулки 14 смещается в сторону маховичка 11 на разность шагов наружной и внутренней резьбы гайки 13). Под действием поджатой пружины 24 в
0 эту же сторону и на такую же величину смещают ступенчатый вал 1 с установленным на нем суппортом 9, отводя от направляющей плоскости 3 режущий инструмент. Затем маховичок 11 поворачивают до по5 ложения, когда нулевое деление шкалы 29 установится против своего указателя 30, а инструмент коснется направляющей плоскости 3. Возрастание показаний на шкале точной
0 размерной настройки 29 и на дополнительной шкале 18 диска 17 соответствует возрастанию расстояния между режущим инструментом, установленным на суппорте 9, и направляющей плоскостью 3 станка. Вращая диск 17 .против часовой стрелки в сторону возрастания показаний на дополнительной шкале 18 диска 17, ступенчатый вал 1 смещают на величину, на которую не дошел указатель 30 шкалы точной размерной настройки 29. Величину перемещения отсчитывают по дополнительной шкале 18 диска 17.
Инструмент касается направляющей плоскости, а нулевое деление шкалы 29 перешло за указатель 30. В этом случае прежде всего отмечают величину перемещения, на которую необходимо откорректировать показания шкалы точной размерной настройки 29, т. е. на какую величину нуль Перешел за указатель. Далее маховичок 11 поворачивают на отмеченную величину, т. е. до положения, когда нулевое деление шкалы 29 установится против своего указателя 30 и таким образом суппорт 9 отводится маховичком 11 от направляющей плоскости 3.
После этого вращением диска 17 по часовой стрелке в сторону уменьшения показаний ступенчатый вал 1 вместе с суппортом 9 перемещают на величину, соответствующую отмеченному перемещению по шкале точной размерной настройки 29 н в результате режущий инструмент коснется направляющей плоскости 3. Величину корректировки нулевого деления отсчитывают по дополнительной шкале 18 диска 17.
Таким образом устанавливают соответствие нулевого деления шкалы точной размерной настройки 29 точке касания режущего инструмента о на-правляющую плоскость 3. После того как корректировка положения нулевой точки отсчета произведена и установлено соответствие нулевого деления шкалы 29 точной размерной настройки с точкой касания режущего инструмента о направляющую плоскость 3, выставляют
необходимый размер обработки с заданной точностью по щкалам грубой 31 и точной 29 размерной настройки.
Для этого вращают маховичок 11 и на шкале грубой настройки 31 фиксируют число оборотов ступенчатого вала, соответствующее в целых числах миллиметра расстоянию, на которое в данный момент удален режущий диаметр инструмента от направляющей плоскости.
Десятые и сотые доли миллиметра отсчитываются по шкале точной размерной настройки 29 и указателю 30.
Формула изобретения
Устройство для размерной настройки деревообрабатывающего станка, включающее станину, узел настройки со шкалой грубой и точной настройки, размещенный на ступенчатом валу, и привод, отличающееся тем, что, с целью снижения времени настройки, узел настройки снабжен втулкой, соединенной посредством имеющей внутреннюю и наружную резьбу одинакового направления гайкой со стаканом с прямоугольным отверстием в дне н внутренней резьбой, дополнительным диском со шкалой, причем хвостовик втзлки выполнен прямоугольным н расположен в прямоугольном отверстии стакана, при этом стакан встроен в станину соосно ступенчатому валу.
Источники информации,
принятые во внимание при экспертизе
1.Патент Великобритании X 1315042, кл. В 5L 43k 3, 1973.
2.Маковский Н. В. Теория и конструкции деревообрабатывающих машин. М., «Лесная промышленность, 1975, с. 240-242 (прототип).
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство размерной настройки деревообрабатывающего станка | 1980 |
|
SU935275A1 |
| УСТРОЙСТВО ДЛЯ КОНТРОЛЯ РАЗМЕРНОЙ НАСТРОЙКИ ДЕРЕВООБРАБАТЫВАЮЩИХ СТАНКОВ | 1971 |
|
SU298468A1 |
| Устройство для метания моделей | 1980 |
|
SU911593A1 |
| ДЕРЕВООБРАБАТЫВАЮЩИЙ НАСТОЛЬНЫЙ КОМБИНИРОВАННЫЙ СТАНОК | 1992 |
|
RU2015877C1 |
| Индикаторный прибор для контроля зуборезных червячных фрез | 1946 |
|
SU83884A1 |
| Отсчетное устройство | 1977 |
|
SU699329A1 |
| Способ и устройства механической обработки шатунных шеек крупногабаритного коленчатого вала на токарном станке | 2015 |
|
RU2625151C2 |
| ВАЛКОВАЯ МЕЛЬНИЦА | 1994 |
|
RU2085286C1 |
| Устройство рубки движущейся ленты древесного шпона с ножом и узлом его натяжения, включая механизм вертикального перемещения прижимного вала с натяжителем цепи | 2021 |
|
RU2807977C2 |
| ЛИНИЯ ОДНОТИПНЫХ СТАНКОВ | 1973 |
|
SU366934A1 |
jff
/ 20 21 22
S S 27 23
26 фиг. /
