Изобретение относится к процессу пиролиза углеводородов в присутствии катализаторов с целью получения этилена и других α- олефиновых углеводородов.
Цель изобретения увеличение выхода целевых продуктов.
В основу изобретения положены фундаментальные исследования механизма радикально-ценного пиролиза углеводородов в присутствии гетерогенных катализаторов. Разработанные нами кинетическая и физическая модели процесса аналогов в научной литературе не имеют.
Кинетическая модель представляет собой совокупность следующих стадий процесса. Пиролиз углеводородов в объеме протекает по радикально-ценному неразветвленному механизму, протекающему в три стадии:
I. Инициирование: 1) RRк__→ R′+R
II. Продолжение цепи
2) RH+R R′+RкH
R′+RкH
3) R′__→ олефины + R
III. Гибель цепи: 4) 

Здесь Rk˙ короткий радикал
H˙,CH3˙,C2H5˙
R˙- более длинный радикал.
Скорость расходования углеводорода при термическом пиролизе
W=V1+V2
Показано, что в присутствии гетерогенных катализаторов, кроме гомогенного пиролиза, протекающего в свободном объеме между гранулами катализатора, возможно гетерогенное продолжение цепи через поверхностные активные центры, в общем виде обозначенные S:
5) S′+RRк__→ SRк+R′
6) SRк+R S′+RкRк
S′+RкRк
Скорость расходования углеводорода в присутствии катализатора
W S=V1+V2˙+V5
Здесь V1 скорость гомогенного инициирования.
V2˙ скорость гомогенного продолжения цепи (она отличается от таковой в отсутствии катализатора, т.к. различаются концентрации углеводородных радикалов в присутствии и в отсутствие катализатора).
V5 скорость гетерогенного продолжения цепи.
Таким образом, по предложенной кинетической модели скорость процесса имеет гомогенную и гетерогенную составляющую, и каталитический пиролиз является гетерогенно-гомогенным процессом. На основе анализа предложенной кинетической модели нами показано, что катализатор при определенных условиях в результате реакций 5, 6 способен создавать в объеме, прилегающем к поверхности, сверхравновесную (по сравнению с остальным свободным объемом) концентрацию углеводородных радикалов, которая,в свою очередь, способствует ускорению гомогенной составляющей V2.
Фактически, каталитический эффект обусловлен не непосредственно поверхностью катализатора, а той сферой вокруг него, которую он создает, и в которой наблюдается сверхравновесная концентрация радикалов. Эту сферу мы назвали сферой каталитического пиролиза или сферой КП. В основу физической модели положено понятие о сфере КП.
Особенности описанных моделей процесса, непохожесть их на обычные каталитические процессы наличием гетерогенных (S˙) и гомогенных (сфера КП) активных центров, ответственных за общую скорость процесса, побудили нас проанализировать зависимость скорости пиролиза углеводородов от концентрации в реакционном объеме гетерогенных активных центров S˙ На практике изменение концентрации центров S˙ можно достичь, изменяя количество загружаемых в реактор гранул катализатора, частично заменяя их гранулами инертного вещества, например, кварца.
Анализ кинетической модули с этой точки зрения привел к неожиданному результату. Оказывается, что необходима и достаточна небольшая концентрация центров S˙ (а значит и катализатора) для достижения хорошо эффекта, если центры способны создавать сверхравновесную концентрацию радикалов, сферу КП.
Анализ физической модели показал, что по мере продвижения фронта реакции по реактору и по мере накопления олефиновых углеводородов в реакционной среде последующие слои катализатора выключаются из-за олефинов с радикалами сферы КП, которая как бы тает и перестает влиять на процесс. Поэтому, все последующие слои катализатора являются в лучшем случае балластом, в худшем способствуют протеканию вторичных реакций смоло- и коксообразования. Показано также, что диффузионные ограничения, т.е. зависимость от размера фракции катализатора, а значит и величины сферы КП, будут наблюдаться только на первом слое катализатора.
Таким образом, кинетическая модель свидетельствует о том, что необходимо и достаточно загружать небольшое количество катализатора в реактор, а физическая модель подтверждает это и рекомендует размещать это небольшое количество только на входе в реактор.
Свободный объем над слоем катализатора (расположен на входе в реактор) необходим для того, чтобы при заданных условиях полностью реализовалась гомогенная составляющая процесса, обусловленная термическим, а не каталитическим влиянием.
Предлагаемый способ пиролиза углеводородов в присутствии катализатора позволяет реализовать как гомогенную, так и гетерогенную составляющую процесса, способствует удешевлению процесса за счет сокращения количества используемого катализатора и за счет сокращения вклада вторичных процессов.
Аналоги предлагаемого способа нам не известны.
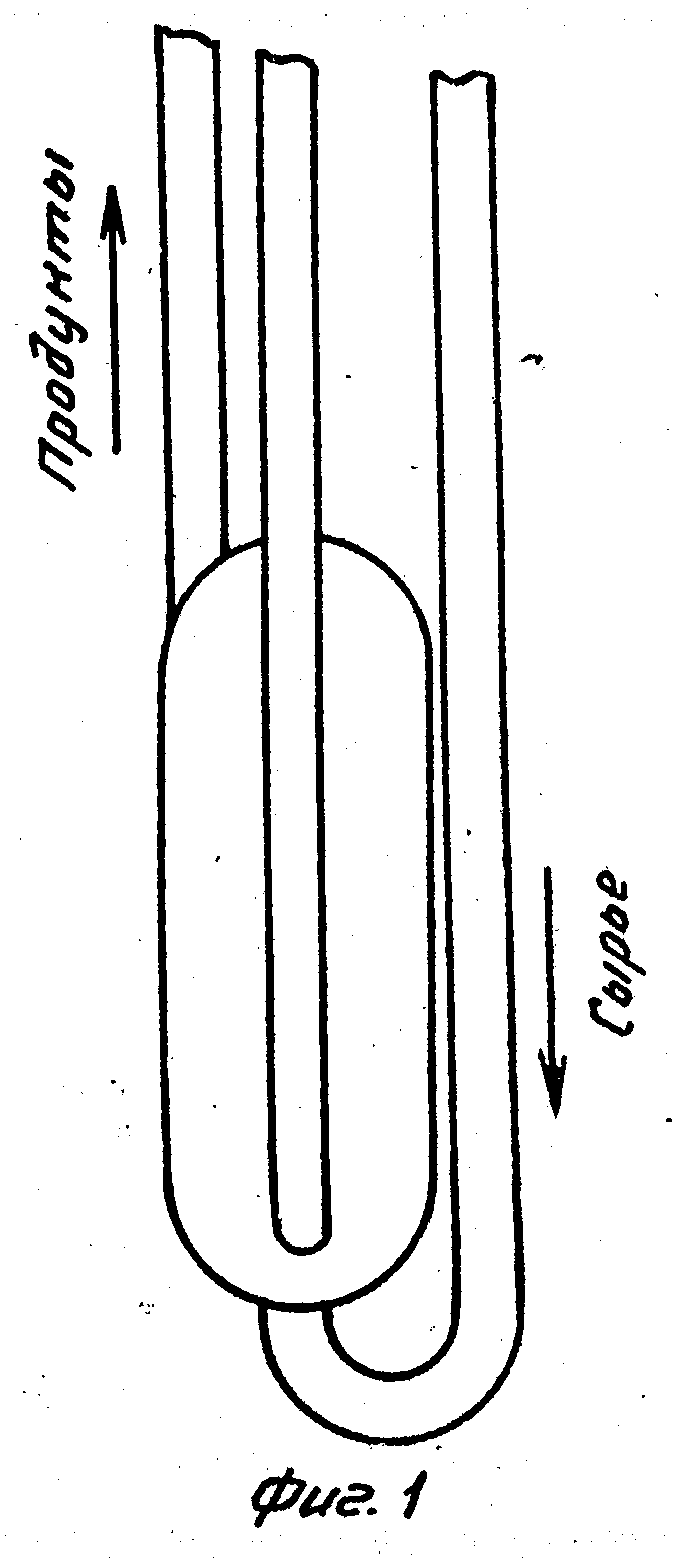
Эксперименты по пиролизу углеводородов проводили в проточном кварцевом реакторе объемом 7 см3 (диаметр не более 15 мм) с внутренним термопарным карманом (см. фиг. 1). Сырьем служили н-бутан и н-ундекан (С11Н24), Ундекан по температуре кипения принадлежит к промежуточному веществу, которое характерно как для бензиновой, так и, в большей мере, для керосиновой фракции нефти. Поэтому реакции ундекана на катализаторе могут характеризовать поведение обеих фракций при каталитическом пиролизе.
В качестве модельной каталитической системы служил оксид магния Sуд=10 м2/г. Оксид магния не является лучшим катализатором пиролиза углеводородов, но удобен тем, что не изменяет свой химический и фазовый состав под воздействием реакционной среды и температуры, а также не изменяет свою каталитическую активность со временем. Время контакта τ рассчитывали как отношение свободного объема между гранулами катализатора к объемной скорости сырья при заданных условиях пиролиза.
Пиролиз углеводородов проводили без разбавления сырья, чтобы избежать неучитываемого влияния разбавителя. Длительность эксперимента составляла 60 минут. Затем в течение 10 минут реактор продували инертным газом и катализатор регенерировали воздухом. После продувки инертным газом от следов кислорода реактор был готов к новому циклу экспериментов.
Газообразные и жидкие продукты анализировались хроматографически. О глубине превращения судили по степени превращения у.
x 
или по степени газообразования х
y 
Степень газообразования х характеризует превращение углеводорода по радикально-цепному механизму, т. е. непосредственно процесс пиролиза и включает в себя выход основных (целевых) олефиновых углеводородов: С2Н4, С3Н6, С2Н8. Степень превращения включает в себя и вторичные процессы. Вклад вторичных процессов характеризуется выходом водорода и ароматических углеводородов, например, бензола.
Исследование влияния количества катализатора на процесс пиролиза проводили следующим образом. Реактор заполняли или только гранулами кварца (инертное вещество), или только гранулами MgO, или тщательно перемешанной (равномерной) смесью гранул кварца и MgO. Гранулы в каждой серии опытов имели одинаковые размеры. Мерой количества катализатора служила его концентрация в смеси с инертными гранулами, отнесенная к объему реактора. (Не путать с концентрацией катализатора в сырье характерной величиной гомогенного катализа, где катализатор и сырье одна фаза. В нашем случае катализатор и сырье разные фазы).
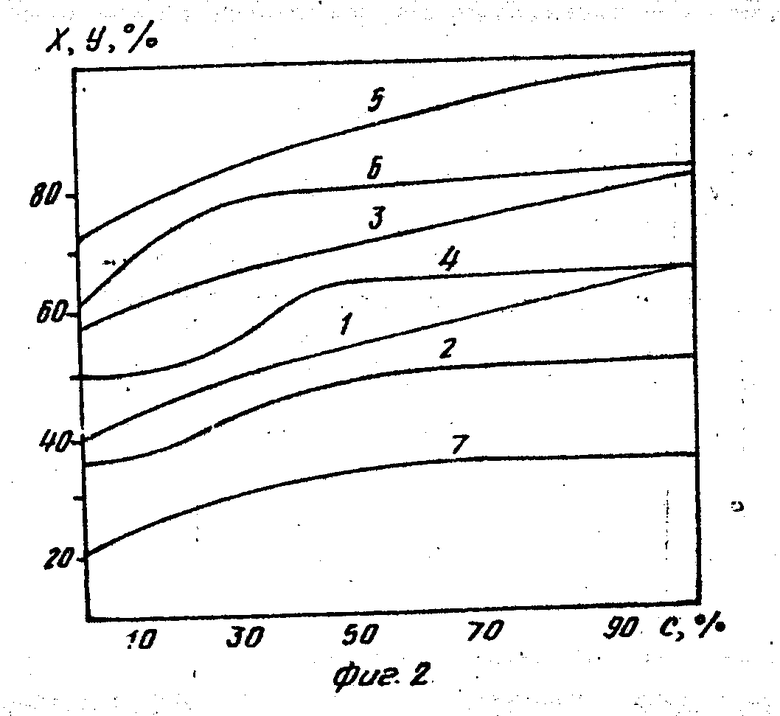
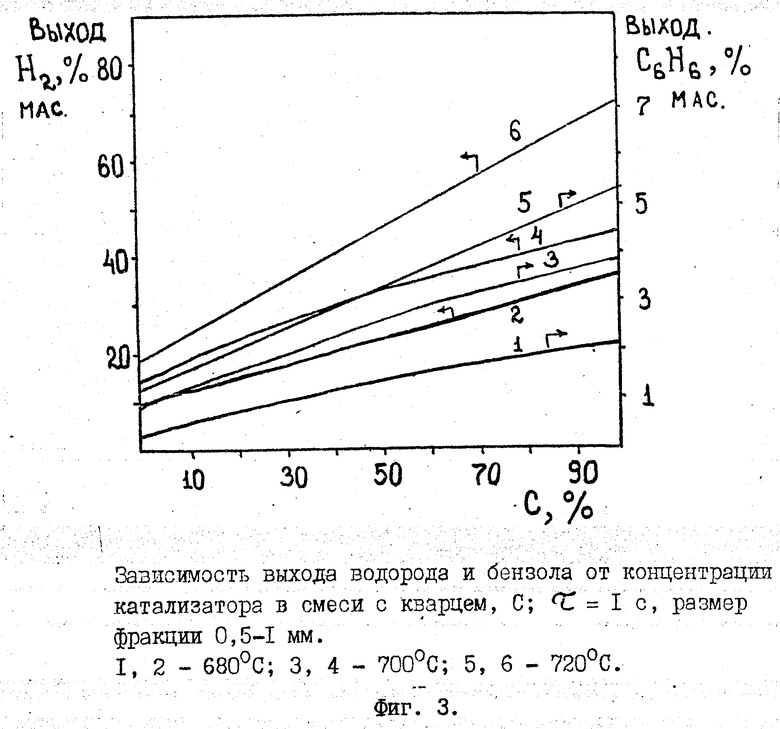
П р и м е р 1. Реактор заполняли или кварцем, фракция 0,5-1 мм, или MgO, фракция 0,5-1 мм, или их равномерной смесью. Провели серию опытов по пиролизу ундекана при 680оС и τ= 1 с, изменяя концентрацию гранул MgO в смеси с кварцем. На фиг. 2 показаны зависимость степени превращения (кривая 1) и степени газообразования (кривая 2) от концентрации катализатора в смеси с инертным веществом). Нулевая точка на оси абсцисс соответствует заполнению реактора только гранулами кварца. 100% соответствует заполнению реактора только гранулами MgO. Видно, что при ≈60%-ном содержании катализатора в реакторе катализатор перестает влиять на степень газообразования. Степень превращения при этом продолжает расти. На фиг. 3 представлена зависимость выхода Н2 и С6Р6 концентрации катализатора. Выход Н2 и С6Н6 прямо пропорционален концентрации катализатора, поэтому увеличение степени превращения при концентрации выше 60% обусловлено вторичными реакциями, но не реакциями пиролиза, приводящими к выходу углеводородов С1-С4. Вывод заключается в том, что при данных условиях, 680оС и τ=1 с, необходимо ≈60% катализатор для достижения максимально возможного выхода С1-С4.
П р и м е р 2. Реактор заполняли аналогично примеру 1. Провели серию опытов по пиролизу ундекана при 700оС и τ= 1 с, аналогично примеру 1. На фиг. 2 кривые 3,4. Видно, что уже при ≈40% содержании катализатора в реакторе достигается максимально возможный выход углеводородов С1-С4. Выход Н2 и бензола растет (см.фиг. 3) с увеличением концентрации катализатора, т.е. растет вклад вторичных процессов.
П р и м е р 3. Реактор заполняли аналогично примеру 1. Провели серию опытов по пиролизу ундекана при 720оС и τ= 1с. На фиг. 2 кривые 5, 6. Видно, что при ≈30%-ном содержании катализатора в реакторе достигается максимальная степень газообразования.
П р и м е р ы 1-3 показывают, что чем жестче условия пиролиза, тем меньше катализатора необходимо для достижения максимального эффекта по выходу С1-С4.
П р и м е р 4. Реактор заполняли аналогично примеру 1. Провели серию экспериментов по пиролизу н-бутана при 650оС и τ= 1 с. На фиг. 2 кривая 7 также свидетельствует о существовании достаточной концентрации катализатора для достижения оптимального выхода продуктов пиролиза.
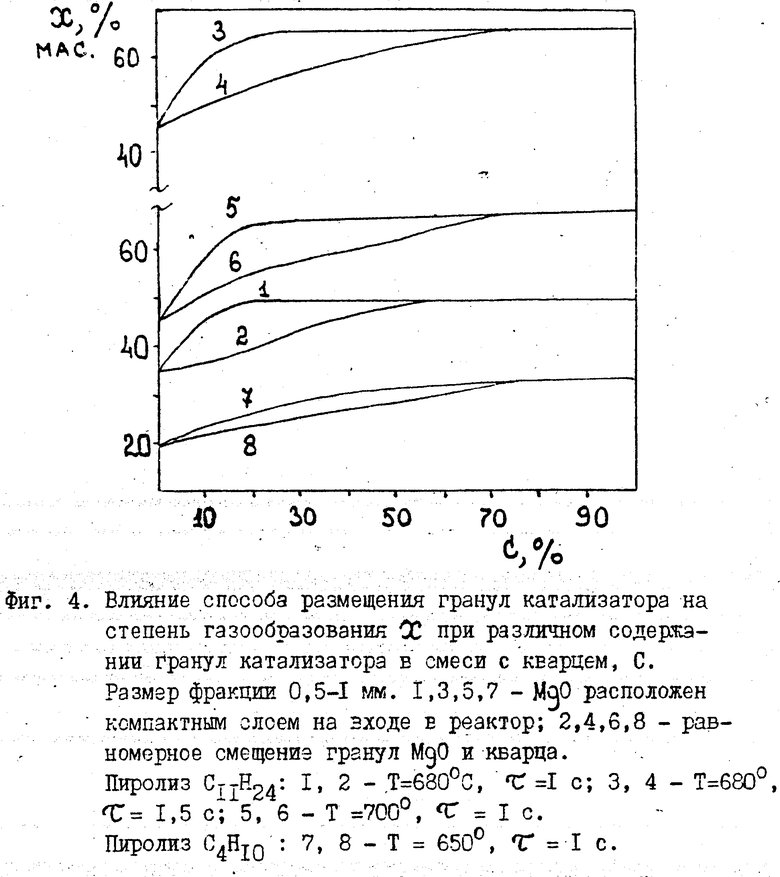
П р и м е р 5. Чтобы доказать влияние способа загрузки катализатора в реактор, гранулы катализатора и кварца не смешивались, в отличие от примере 1-4. Слой определенного количества катализатора размещается на входе в реактор. Остальной объем над слоем катализатора заполнялся точно такой же фракцией кварца. Провели серию опытов по пиролизу ундекана при 680оС и τ= 1 с на различных количествах катализатора MgO и кварца, фракции 0,5-1 мм. Mg расположен компактным слоем на входе в реактор. На фиг. 4 представлена зависимость степени газообразования от концентрации катализатора, кривая 1. Для сравнения приведена кривая 2 по степени газообразования для равномерно перемешанной смеси катализатора и кварца. Очевидно, что компактное расположение катализатора на входе в реактор способствует достижению оптимального выхода С1-С4 на меньшем количестве катализатора.
П р и м е р 6. Реактор заполняли аналогично примеру 5. Провели серию опытов по пиролизу ундекана при 680оС и τ= 15 с. Фиг. 4, кривые 3 и для сравнения 4 для равномерно перемешанной смеси MgO и кварца. Если при равномерном перемешивании необходимо ≈70% катализатора, то при компактном расположении только ≈20%
П р и м е р 7. Реактор заполняли аналогично примеру 5. Провели серию опытов по пиролизу ундекана при 700о С и τ= 1 с. Фиг. 4, кривая 5 и для сравнения с равномерной смесью кривая 6. Здесь также сокращается количество катализатора с ≈70% до ≈25%
П р и м е р 8. Реактор заполняли аналогично примеру 5. Провели серию опытов по пиролизу н-бутана при 650оС и τ= 1 с на разных количествах MgO. На фиг. 4 кривые 7 и 8 также свидетельствуют о том, что при комнатном расположении катализатора его необходимо меньшее количество для достижения оптимального эффекта.
П р и м е р 9. Все приведенные выше серии экспериментов были осуществлены на неоптимальном катализаторе в неоптимальных условиях для того, чтобы продемонстрировать суть закономерностей, характерных только для радикально-цепных каталитических реакций, протекающих по гетерогенно-гомогенному механизму и благодаря которым предложен настоящий способ каталитического пиролиза, парадоксальный с точки зрения привычных представлений о катализе, т.к. обычно, чем больше катализатора или чем больше контакт сырья с ним, тем лучше.
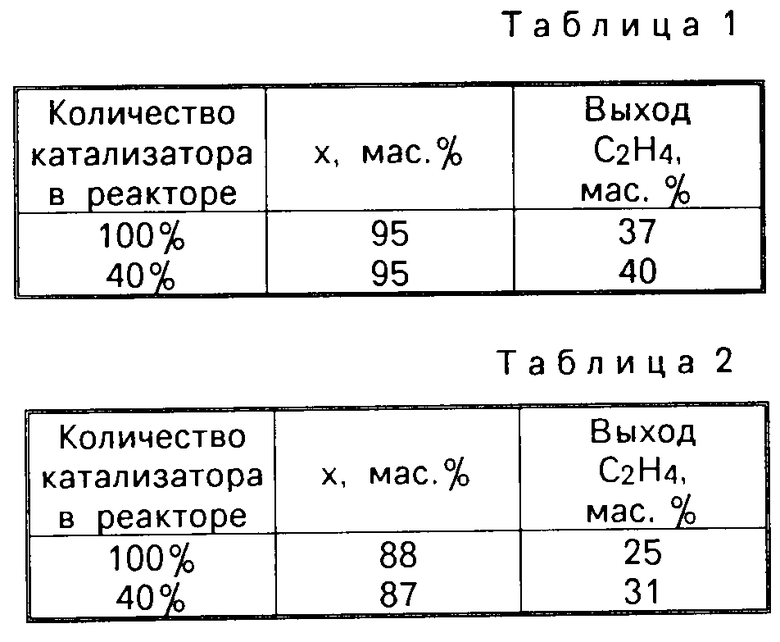
Катализатор, содержащий 10 мол. F2O3, 0,4 мол. K2O, 89,6 мол. MgO, полученный соосаждением Fe(III) и Mg(II) из растворов азотнокислых солей раствором едкого калия и далее, испытывали в процессе пиролиза прямогонного бензина Тюменских нефтей. Катализатор в виде гранул размером 1,5-2 мм загружался в кварцевый реактор (см. фиг. 1) полностью или же в реактор загружался слой катализатора, занимающий 40% объема реактора, остальной объем заполняли гранулами кварца. Слой катализатора размещался на входе в реактор. Пиролиз прямогонного бензина осуществлялся при 750оС, соотношение водяной пар: бензин 0,5-1, время контакта на свободный объем 0,66 с
Результаты приведены в табл. 1.
Уменьшение количества катализатора не снижает степени газообразования, но увеличивает выход этилена, рассчитанный на пропущенное сырье, за счет снижения вклада вторичных процессов.
П р и м е р 10. Проводили пиролиз бензина на катализаторе аналогично примеру 9. Условия пиролиза Т=720оС, соотношение водяной пар: бензин 0,5-1, время контакта 0,66 с.
Результаты приведены в табл. 2.
Серии экспериментов, сгруппированные в приведенные примеры, показывают, что в зависимости от условий протекания пиролиза углеводородов (температура, время контакта) существует оптимальное количество (10-70% объема реактора) загружаемого в реактор катализатора, который должен располагаться компактным слоем на входе в реактор. При этом достигается оптимальный выход целевых продуктов, характеризуемый степенью газообразования. Это обусловлено тем, что увеличение количества загружаемого катализатора выше оптимального не увеличивает х,но увеличивает выход вторичных продуктов, что приводит к снижению селективности по целевым продуктам.
Эффективность предлагаемого способа очевидна в виду того, что достигается оптимальный выход целевых продуктов при резком сокращении количества расходуемого катализатора.
Отличительным признаком предлагаемого изобретения является загрузка катализатора, занимающего 10-70% объема реактора, при этом катализатор размещают компактным слоем на входе в реактор.
| название | год | авторы | номер документа |
|---|---|---|---|
| Катализатор для пиролиза прямогонных бензинов | 1978 |
|
SU738659A1 |
| СПОСОБ ПОЛУЧЕНИЯ C-УГЛЕВОДОРОДОВ | 1992 |
|
RU2008303C1 |
| СПОСОБ ПОЛУЧЕНИЯ ЭЛЕМЕНТАРНОЙ СЕРЫ | 1988 |
|
RU1695612C |
| КАТАЛИЗАТОР ДЛЯ НИЗКОТЕМПЕРАТУРНОГО ОКИСЛЕНИЯ ОКСИДА УГЛЕРОДА | 1989 |
|
RU1684997C |
| КАТАЛИЗАТОР И СПОСОБ ПОЛУЧЕНИЯ СИНТЕЗ-ГАЗА ПАРОВОЙ КОНВЕРСИЕЙ УГЛЕВОДОРОДОВ | 2001 |
|
RU2185239C1 |
| СПОСОБ ПОЛУЧЕНИЯ ВОДОРОДА И УГЛЕРОДНОГО МАТЕРИАЛА | 1999 |
|
RU2160698C1 |
| СПОСОБ ПОЛУЧЕНИЯ ЭЛЕМЕНТАРНОЙ СЕРЫ ИЗ СЕРОВОДОРОДА | 1990 |
|
RU1723761C |
| Способ окисления двуокиси серы в трехокись серы | 1980 |
|
SU890663A1 |
| СПОСОБ ПОЛУЧЕНИЯ СЕРЫ | 1997 |
|
RU2111164C1 |
| СПОСОБ ПОЛУЧЕНИЯ СЕРЫ | 1991 |
|
RU2022916C1 |
Сущность изобретения: олефиновые углеводороды получают путем пиролиза углеводородного сырья в реакторе в присутствии катализатора при температуре 650 750°С. Катализатор загружают в реактор компактным слоем на входе сырья в количестве, занимающем 10 70 объема реактора. 4 ил. 2 табл.
СПОСОБ ПОЛУЧЕНИЯ ОЛЕФИНОВЫХ УГЛЕВОДОРОДОВ путем пиролиза углеводородного сырья в реакторе в присутствии катализатора при температуре 650 750oС, отличающийся тем, что, с целью повышения выхода целевых продуктов, катализатор загружают в реактор компактным слоем на входе сырья в количестве, занимающем 10 70 об. реактора.
| Катализатор для пиролиза прямогонных бензинов | 1978 |
|
SU738659A1 |
| Печь-кухня, могущая работать, как самостоятельно, так и в комбинации с разного рода нагревательными приборами | 1921 |
|
SU10A1 |
