Изобретение относится к способам шлифования металлов конусной и клиновидной формы
Цель изобретения - повышение производительности
При врезном шлифовании с непрерывной подачей врезания изделий, имеющих в сечении клиновидную форму (для призматических деталей это сечение в виде треугольника или трапеции, для кольцевых деталей - это треугольник), и в процессе обработки, т.е. объема этого сечения, ширина контакта круга с изделием изменяется по мере врезания круга в изделие до достижения заданного размера линии контакта круга с изделием Процесс резания происходит с увеличением сьема по объему припуска пропорционально длине контакта круга с изделием. При равномерной скорости врезания сьем припуска в начале обработки осуществляется менее производительно, чем в конце обработки Если вначале и на всем пути врезания обеспечить равный сьем припуска, равный обьему припуска в конце врезания, то производительность повысится.
Если это условие поддерживать на всем пути врезания, то и условия процесса обработки будут стабиль ми Этого можно достигнуть, если скорость врезной непрерывной подачи на всем пути съема изменять так, чтобы произведение длины линии контакта на скорость врезной подачи оставалось постоянным в заданном диапазоне регулирования.
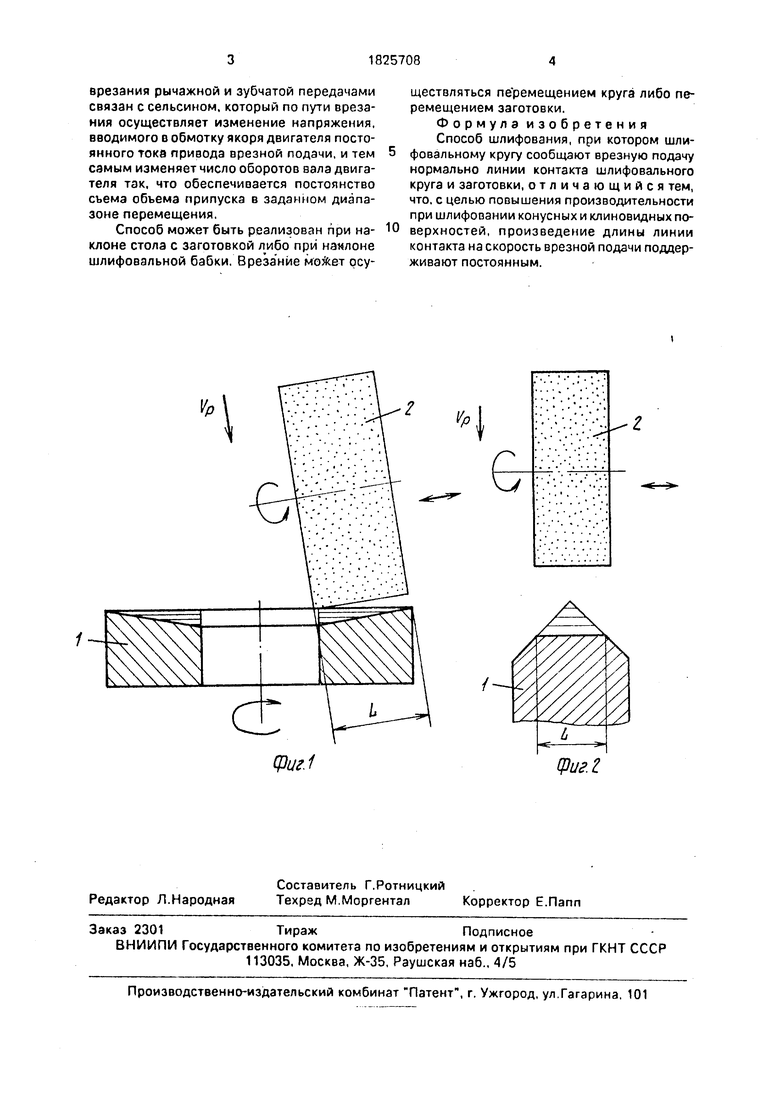
На фиг. 1 представлена схема шлифования трапецеидального уклона на торцах поршневых колец; на фиг.2 - схема шлифования конусной детали.
В способе шлифования участь/ет заготовка 1 и шлифовальный круг 2
Заготовку 1 кольцевой формы устанавливают концентрично оси вращения электромагнитного стола. Включением магнитной плиты заготовку 1 закрепляют на столе. Стол устанавливают а наклонное положение на угол, необходимый для шлифования на торце кольцевой заготовки 1 заданного уклона. Включают вращение ствола и шлифовального круга 2. Шлифовальный круг 2 подводят в зону контакта шлифовального круга с заготовкой 1. Включают врезную подачу заготовки 1. В процессе перемещения скорость Vp подачи изменяют так. что произведение длины L линии контакта на скорость Vp врезной подачи остается постоянной. Это достигается тем, что механизм
Ј
ю ел VJ о
оэ
врезания рычажной и зубчатой передачами связан с сельсином, который по пути врезания осуществляет изменение напряжения, вводимого в обмотку якоря двигателя постоянного тока привода врезной подачи, и тем самым изменяет число оборотов вала двигателя так, что обеспечивается постоянство съема объема припуска в заданном диапазоне перемещения.
Способ может быть реализован при наклоне стола с заготовкой либо при наклоне шлифовальной бабки. Врезание может рсу0
ществляться перемещением круга либо перемещением заготовки.
Формула изобретения Способ шлифования, при котором шлифовальному кругу сообщают врезную подачу нормально линии контакта шлифовального круга и заготовки, отличающийся тем, что, с целью повышения производительности при шлифовании конусных и клиновидных поверхностей, произведение длины линии контакта на скорость врезной подачи поддерживают постоянным.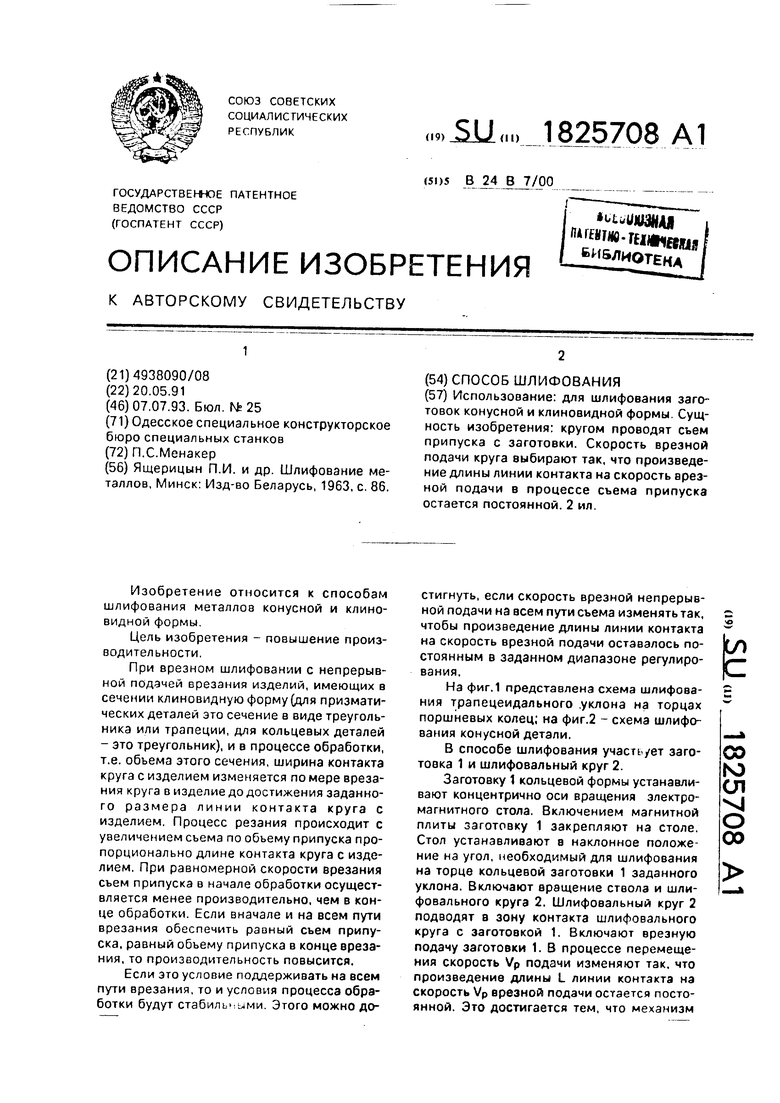
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ УПРАВЛЕНИЯ ПРОЦЕССОМ ВРЕЗНОГО ШЛИФОВАНИЯ | 2008 |
|
RU2392107C1 |
| СПОСОБ ШЛИФОВАНИЯ ПЛОСКИХ ПОВЕРХНОСТЕЙ | 2007 |
|
RU2359804C2 |
| Способ правки шлифовального круга | 1989 |
|
SU1673414A1 |
| Способ управления врезанием шлифовального круга | 1980 |
|
SU946894A1 |
| СПОСОБ УПРАВЛЕНИЯ ПРОЦЕССОМ КРУГЛОГО ВРЕЗНОГО ШЛИФОВАНИЯ | 1990 |
|
RU2019384C1 |
| СПОСОБ ШЛИФОВАНИЯ ПЛОСКИХ ПОВЕРХНОСТЕЙ | 2001 |
|
RU2191672C1 |
| СПОСОБ ОСЦИЛЛИРУЮЩЕГО КРУГЛОГО НАРУЖНОГО ШЛИФОВАНИЯ С ВЫХАЖИВАНИЕМ И С ПРОДОЛЬНОЙ ПОДАЧЕЙ СТОЛА | 2008 |
|
RU2378101C1 |
| СПОСОБ УПРАВЛЕНИЯ ПРОЦЕССОМ ВРЕЗНОГО ШЛИФОВАНИЯ | 2004 |
|
RU2254977C1 |
| СПОСОБ ОСЦИЛЛИРУЮЩЕГО КРУГЛОГО НАРУЖНОГО ШЛИФОВАНИЯ С ПРОДОЛЬНОЙ ПОДАЧЕЙ СТОЛА | 2008 |
|
RU2377114C1 |
| СПОСОБ ШЛИФОВАНИЯ ПЛОСКИХ ПОВЕРХНОСТЕЙ | 2001 |
|
RU2192952C1 |
Использование: для шлифования заготовок конусной и клиновидной формы Сущность изобретения1 кругом проводят съем припуска с заготовки. Скорость врезной подачи круга выбирают так, что произведение длины линии контакта на скорость врезной подачи в процессе съема припуска остается постоянной. 2 ил
Ъ
фиг.1
Фиг. t
| Ящерицын П.И | |||
| и др Шлифование металлов, Минск Изд-во Беларусь, 1963, с 86. |
