Изобретение относится к области машиностроения, в частности к обработке заготовок на заточных станках.
Известен способ шлифования плоских поверхностей, в котором заготовки устанавливают на предварительно вышлифованную магнитную плиту и сообщают заготовкам и инструменту относительные перемещения (патент 2191672, кл. В24В 1/00, 2002 г.).
К основным недостаткам известного способа относится то, что в каждом рабочем ходе стола круг снимает переменный припуск, определяемый подачей на один рабочий (или двойной) ход, в силу чего каждое врезание круга в заготовку (каждый рабочий ход стола) сопровождается ударом, порождающим в технологической системе вибрации, приводящие к снижению качества обработанной поверхности. Кроме того, при обработке твердосплавных изделий нет возможности закреплять их на магнитной плите.
Наиболее близким способом того же назначения к заявленному изобретению по совокупности признаков является способ шлифования торцом круга, осуществляемый на станках, согласно которому задают вращение шлифовальному кругу и сообщают относительно него возвратно-поступательное перемещение столу с установленной на нем обрабатываемой заготовкой, в результате которого круг входит в контакт с обрабатываемой поверхностью и осуществляет съем припуска, причем в крайних положениях стола инструменту задают дискретную врезную подачу, равную глубине резания [«Заточка и доводка режущего инструмента», автор С.А.Попов, М.: Высш. шк., 1986, с.143-149].
Однако в известном способе врезная подача осуществляется дискретно на каждый ход стола посредством перемещения тяжелых инерционных узлов станка, а врезание круга в обрабатываемую деталь сопровождается ударом, дестабилизирующим устойчивость процесса шлифования, резко усиливающим вибрации в технологической системе, в результате которого в системе возникают колебания узлов, изменяющие заданную траекторию движения инструмента и заготовки, снижающие качество обработанных поверхностей и увеличивающие расход рабочего слоя круга, что в конечном итоге снижает качество шлифованной поверхности обрабатываемой заготовки и увеличивает расход рабочего слоя круга на станках.
Задачей изобретения является повышение качества обрабатываемых поверхностей заготовок за счет снижения шероховатости Ra обрабатываемой поверхности, повышение производительности обработки и снижение расхода рабочего слоя круга на станках.
Данный технический результат достигается тем, что в способе шлифования торцом круга, осуществляемом на станках, задают вращение шлифовальному кругу и сообщают относительно него поперечное перемещение столу с установленным на нем устройством для закрепления обрабатываемой заготовки, задают врезную подачу заготовки. Обрабатываемая заготовка благодаря используемому устройству совершает вращательные движения, в результате чего круг входит в контакт с обрабатываемой поверхностью и осуществляет съем припуска, причем врезную подачу обрабатываемой заготовки осуществляют равномерно и непрерывно в течение всего цикла шлифования за счет поперечного перемещения стола и вращения обрабатываемой заготовки.
На чертеже изображена установка для осуществления предложенного способа плоского шлифования.
Для осуществления способа обрабатываемую заготовку 1 закрепляют в устройстве 2, расположенном на столе 3 станка. Придают вращение шлифовальному кругу 4 с окружной скоростью Vkp и устройству 2 с окружной скоростью Vy(Vkp>Vy), круг входит в контакт с обрабатываемой поверхностью и осуществляет съем припуска. Одновременно сообщают поперечное перемещение столу 3 Sпоп. с установленным на нем устройством 2 с обрабатываемой заготовкой 1, позволяющим обрабатываемой заготовке совершать вращательные движения. Врезную подачу обрабатываемой заготовке 1 осуществляют равномерно и непрерывно в течение всего цикла шлифования за счет вращательного движения заготовки и поперечного перемещения стола.
Предлагаемый способ шлифования исключает пульсации среднего контактного давления в период врезания обрабатываемой детали в рабочую поверхность круга, которое приводит к разрушению связки, круг "мягко" без удара входит в обрабатываемую заготовку, что обеспечивает снижение колебаний в технологической системе и увеличение интенсивности съема материала в единицу времени.
Как показали сравнительные эксперименты, при равных условиях шлифования (Sпоп.=0,02 мм/об, Vy=50 об/мин и Vkp=40 м/с) предложенный способ шлифования обеспечивает снижение параметра шероховатости Ra обработанной поверхности по сравнению с известным до 30%, повышение производительности до 100% и снижение расхода рабочего слоя круга на станках до 5 раз.
Таким образом, сведения свидетельствуют о повышении качества обработанных поверхностей заготовок, повышении производительности и снижении расхода рабочего слоя круга на станках.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ШЛИФОВАНИЯ ПЛОСКИХ ПОВЕРХНОСТЕЙ | 2001 |
|
RU2191672C1 |
| СПОСОБ ШЛИФОВАНИЯ ПЛОСКИХ ПОВЕРХНОСТЕЙ | 2001 |
|
RU2192952C1 |
| СПОСОБ ОСЦИЛЛИРУЮЩЕГО КРУГЛОГО НАРУЖНОГО ШЛИФОВАНИЯ С ВЫХАЖИВАНИЕМ И С ПРОДОЛЬНОЙ ПОДАЧЕЙ СТОЛА | 2008 |
|
RU2378101C1 |
| СПОСОБ ОСЦИЛЛИРУЮЩЕГО КРУГЛОГО ВРЕЗНОГО НАРУЖНОГО ШЛИФОВАНИЯ НА ЭТАПЕ ВЫХАЖИВАНИЯ | 2008 |
|
RU2377112C1 |
| СПОСОБ ДВУСТОРОННЕГО ШЛИФОВАНИЯ ТОНКОСТЕННЫХ ЗАГОТОВОК | 2005 |
|
RU2285604C1 |
| СПОСОБ УПРАВЛЕНИЯ КРУГЛЫМ ВРЕЗНЫМ ШЛИФОВАНИЕМ ПРИ РАБОТЕ В ЦИКЛЕ | 1990 |
|
RU2034692C1 |
| СПОСОБ ОСЦИЛЛИРУЮЩЕГО КРУГЛОГО НАРУЖНОГО ШЛИФОВАНИЯ С ПРОДОЛЬНОЙ ПОДАЧЕЙ СТОЛА | 2008 |
|
RU2377114C1 |
| СПОСОБ ОСЦИЛЛИРУЮЩЕГО КРУГЛОГО ВРЕЗНОГО НАРУЖНОГО ШЛИФОВАНИЯ | 2008 |
|
RU2377113C1 |
| СПОСОБ СОВМЕЩЕННОГО ПРЕРЫВИСТОГО ШЛИФОВАНИЯ | 1998 |
|
RU2150364C1 |
| Способ шлифования | 1991 |
|
SU1825708A1 |
Изобретение относится к области машиностроения и может быть использовано при шлифовании заготовок на заточных станках. Плоские поверхности заготовок шлифуют торцом шлифовального круга. Заготовку закрепляют в устройстве, установленном на столе станка. Вращают шлифовальный круг и снимают припуск. Столу станка с установленным на нем устройством с обрабатываемой заготовкой сообщают поперечное относительно шлифовального круга перемещение. Обеспечивают вращательное движение обрабатываемой заготовки и ее равномерную и непрерывную врезную подачу в течение всего цикла шлифования. В результате повышается качество обрабатываемых поверхностей за счет снижения шероховатости, повышается производительность шлифования и снижается расход рабочего слоя шлифовального круга. 1 ил.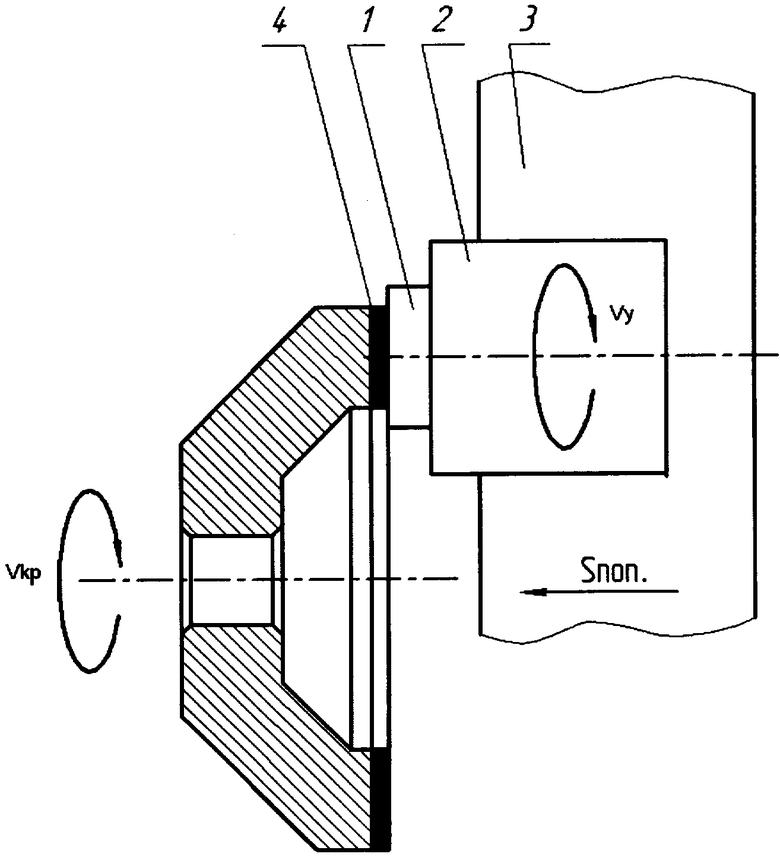
Способ шлифования плоских поверхностей торцом шлифовального круга, осуществляемый на станке, включающий закрепление заготовки в устройстве, установленном на столе станка, вращение шлифовального круга и съем припуска, отличающийся тем, что столу с установленным на нем устройством с обрабатываемой заготовкой сообщают поперечное относительно шлифовального круга перемещение с обеспечением вращательного движения обрабатываемой заготовки и равномерной и непрерывной врезной подачи заготовки в течение всего цикла шлифования.
| ПОПОВ С.А | |||
| Заточка и доводка режущего инструмента | |||
| - М.: Высшая школа, 1986, с.143-149 | |||
| Устройство для шлифования торцев деталей | 1975 |
|
SU536941A1 |
| Станок для врезного глубинного упругого шлифования | 1981 |
|
SU963816A1 |
| УПАКОВКА | 2009 |
|
RU2527125C2 |

