Изобретение относится к машиностроению, в частности к настройке и контролю упругой технологической системы круглошлифовальных станков при обработке деталей типа тел вращения.
Цель изобретения - расширение технологических возможностей круглошлифовальных станков и повышение точности при обработке длинномерных нежестких деталей за счет стабилизации размерной настройки и активного контроля параметров резания в упругой технологической системе, имеющей переменную жесткость.
Величину припуска на чистовую обработку по всей длине детали формируют на этапе черновой обработки при построчном врезном круглом шлифовании со скоростью врезной подачи на каждой i-й строке Viчерн.,исходя во-первых из условия равенства величин чистового припуска на каждой i-й строке величинам соответствующих деформаций в упругой технологической системе в конце этапа черновой обработки, и, во-вторых, исходя, из условия съема чистового припуска при продольном круглом шлифовании в режиме "выхаживания" как минимум за один продольный ход детали относительно шлифовального круга со скоростью Vпрод.
На этапе черновой обработки тестовыми методами определяют закон изменения жесткости в упругой технологической системе и идентифицируют его соответствующими взаимосвязями между физическими параметрами процесса шлифования. При этом на каждой i-й строке: определяют фактические величины постоянной времени Тi переходных процессов резания; выбирают для наименее жесткого сечения детали с постоянной времени Тономинальную величину скорости врезной подачи Vочерн, обеспечивающую заданную шероховатость на обработанной поверхности при отсутствии прижогов; определяют скорость врезной подачи на каждой i-й строке по выражению
Viчерн.= Vo и подают шлифовальный круг в направлении врезания со скоростью Viчерн.на каждой i-й строке до положения, совпадающим с "нулем" отсчета в размерной настройке станка.
и подают шлифовальный круг в направлении врезания со скоростью Viчерн.на каждой i-й строке до положения, совпадающим с "нулем" отсчета в размерной настройке станка.
На этапе чистовой обработки шлифовальный круг совмещают с "нулем" отсчета в размерной настройке станка и проводят обработку детали по меньшей мере за один проход стола со скоростью продольной подачи Vпрод., определяемой по выражению:
Vпрод=  , где L - длина детали;
, где L - длина детали;
В - ширина шлифовального круга.
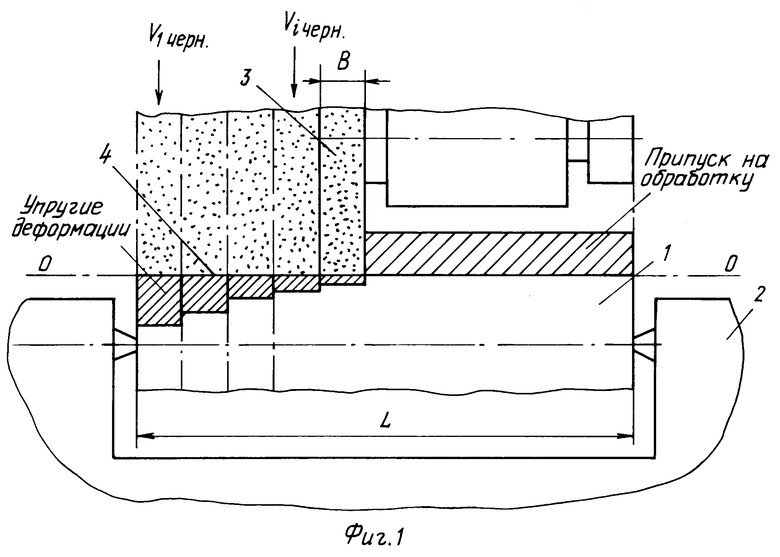
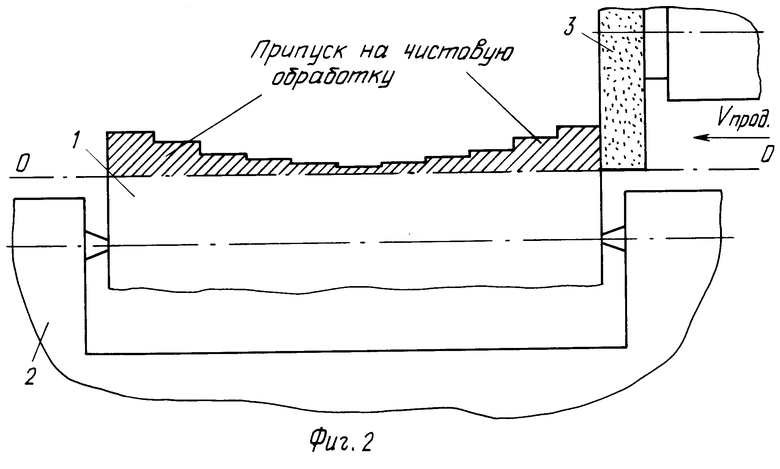
На фиг.1 изображена схема размерной настройки и последовательность положений обрабатываемой детали относительно инструмента в конечной стадии съема чернового припуска; на фиг.2 - схема размерной настройки станка перед началом съема чистового припуска.
При обработке цилиндрическую деталь 1 длиною L устанавливают с возможностью вращения вокруг ее продольной оси на круглошлифовальный станок 2, разделяют обрабатываемую цилиндрическую поверхность детали 1 на К равномерных частей с длиной каждой i-й части по большей мере равной высоте В шлифовального круга 3 и осуществляют съем чернового припуска с каждой i-й части методом врезного круглого шлифования перемещением шлифовального круга 3 со скоростью Viчерн. до линии 4 "нулевого" отсчета размеров в упругой технологической системе станка 2. Начинают обработку детали 1 с "нулевой" ее части, на которой жесткость упругой технологической системы станка 2 принимает свое наименьшее значение. При этом в начальной стадии съема чернового припуска тестовыми методами определяет постоянную времени То переходных процессов резания как отношение упругих деформаций Но к минимальной скорости врезной подачи Vопер выбранной для тестирования, т.е.
To= 
Затем последовательно строчка за строчкой удаляют черновой припуск с других частей детали 1. При этом в начальной стадии съем чернового припуска проводят со скоростью Vочерн., на которой по аналогии с обработкой "нулевого " участка детали 1 тестовыми методами определяют соответствующую величину постоянной времени Тi.
Затем по формуле Vi черн.=Vo  рассчитывают скорость врезной подачи Viчерн., с которой осуществляют съем оставшейся части чернового припуска на соответствующем i-м участке детали 1. В результате съема чернового припуска со всех К-частей обрабатываемой поверхности детали 1 сохранением постоянства произведения упругих деформаций НiТi = НoTо = const формируют на каждом i-м участке величину чистового припуска, соответственно равным Hi=Vo
рассчитывают скорость врезной подачи Viчерн., с которой осуществляют съем оставшейся части чернового припуска на соответствующем i-м участке детали 1. В результате съема чернового припуска со всех К-частей обрабатываемой поверхности детали 1 сохранением постоянства произведения упругих деформаций НiТi = НoTо = const формируют на каждом i-м участке величину чистового припуска, соответственно равным Hi=Vo .
.
Затем осуществляют съем чистового припуска по крайней мере за один продольный ход детали 1 относительно шлифовального круга 3, в режиме "выхаживания" методом продольного круглого шлифования с постоянной скоростью Vпрод., определяемой по формуле
Vпрод=  .
.
Тем самым обеспечивается стабильность размерной настройки упругой технологической системы станка 2 при любом продольном расположении детали 1 по отношении к шлифовальному кругу 3 на всей стадии съема чистового припуска.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ УПРАВЛЕНИЯ ПОПЕРЕЧНОЙ ПОДАЧЕЙ ПРИ ВРЕЗНОМ ШЛИФОВАНИИ НА КРУГЛОШЛИФОВАЛЬНЫХ И ВНУТРИШЛИФОВАЛЬНЫХ СТАНКАХ С ЧИСЛОВЫМ ПРОГРАММНЫМ УПРАВЛЕНИЕМ (ЧПУ) ПО РАЗМЕРНЫМ КОМАНДАМ ПРИБОРА АКТИВНОГО КОНТРОЛЯ (ПАК) | 2013 |
|
RU2551326C2 |
| СПОСОБ УПРАВЛЕНИЯ ПРОЦЕССОМ ВРЕЗНОГО ШЛИФОВАНИЯ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1998 |
|
RU2133186C1 |
| СПОСОБ РАЗМЕРНОГО МИКРОШЛИФОВАНИЯ ИЗДЕЛИЙ, УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ И ПРИСПОСОБЛЕНИЕ ДЛЯ КРЕПЛЕНИЯ ОБРАБАТЫВАЕМЫХ ИЗДЕЛИЙ | 2000 |
|
RU2165837C1 |
| Способ адаптивного управления процессом врезного шлифования | 1977 |
|
SU779052A1 |
| СПОСОБ УПРАВЛЕНИЯ РАБОЧИМ ЦИКЛОМ ПРОЦЕССА ШЛИФОВАНИЯ | 2019 |
|
RU2715580C1 |
| СПОСОБ УПРАВЛЕНИЯ ПРОЦЕССОМ ВРЕЗНОГО ШЛИФОВАНИЯ | 2008 |
|
RU2392107C1 |
| Способ адаптивного управления шлифовальным станком | 1977 |
|
SU722746A1 |
| Устройство управления рабочим циклом при врезном шлифовании | 1986 |
|
SU1400865A1 |
| СПОСОБ УПРАВЛЕНИЯ ЦИКЛОМ ШЛИФОВАНИЯ НА МНОГОИНСТРУМЕНТАЛЬНОМ СТАНКЕ | 1990 |
|
RU2038943C1 |
| Способ управления круглым врезным шлифованием и устройство для его осуществления | 1988 |
|
SU1734991A1 |
Использование: машиностроение, в частности при настройке и контроле упругой технологической системы круглошлифовальных станков при обработке деталей типа тел вращения. Сущность: величину припуска на чистовую обработку по всей длине детали формируют на этапе черновой обработки при построчном врезном круглом шлифовании со скоростью врезной подачи на каждой i-й строке viчерн , исходя, во-первых, из условия равенства величин чистового припуска на каждой i-й строке величинам соответствующих деформаций в упругой технологической системе в конце этапа черновой обработки, и, во-вторых, исходя из условия съема чистового припуска при продольном круглом шлифовании в режиме "выхаживания" как минимум за один продольный ход детали относительно шлифовального круга со скоростью vпрод . На этапе черновой обработки тестовыми методами определяют закон изменения жесткости в упругой технологической системе и идентифицируют его соответствующими взаимосвязями между физическими параметрами процесса шлифования. При этом на каждой i-й строке: определяют фактические величины постоянной времени Ti переходных процессов резания; выбирают для наименее жесткого сечения детали с постоянной времени To номинальную величину скорости врезной подачи voчерн , обеспечивающую заданную шероховатость на обработанной поверхности при отсутствии прижогов; определяют скорость врезной подачи на каждой i-й строке; подают шлифовальный круг в направлении врезания со скоростью viчерн на каждой i-й строке до положения, совпадающим с "нулем" отсчета в размерной настройке станка. На этапе чистовой обработки шлифовальный круг совмещают с "нулем" отсчета в размерной настройке станка и проводят обработку детали по меньшей мере за один проход стола со скоростью продольной подачи vпрод . 2 ил.
СПОСОБ УПРАВЛЕНИЯ ПРОЦЕССОМ КРУГЛОГО ВРЕЗНОГО ШЛИФОВАНИЯ, включающий последовательную построчную по длине обработку детали со скоростью врезной подачи Viчерн и формирование припуска на чистовую обработку, равного величине упругих деформаций в конце этапа съема чернового припуска, отличающийся тем, что, с целью расширения технологических возможностей и повышения точности при обработке длинномерных нежестких деталей, построчную обработку на черновом этапе производят со скоростью на каждой строке Viчерн, определяемой по выражению
Viчерн.= Vo ,
,
где Ti - постоянная времени, определяемая в каждом сечении детали на каждой строке;
T0 - номинальное значение постоянной времени, определяемое для наименее жесткого сечения детали;
V0черн - номинальное значение скорости врезной подачи,
после чего проводят обработку детали по меньшей мере за один проход стола со скоростью продольной подачи Vпрод, определяемой по выражению
Vпрод=  ,
,
где L - длина детали;
B - ширина шлифовального круга.
| Солесос | 1922 |
|
SU29A1 |
| Планшайба для точной расточки лекал и выработок | 1922 |
|
SU1976A1 |
